| РУКОВОДЯЩИЙ ДОКУМЕНТ
МЕТОДЫ РЕМОНТА ДЕФЕКТНЫХ УЧАСТКОВ ДЕЙСТВУЮЩИХ МАГИСТРАЛЬНЫХ НЕФТЕПРОВОДОВ (Положение)
Открытое акционерное общество
СОДЕРЖАНИЕ
ПРЕДИСЛОВИЕРАЗРАБОТАН коллективом авторов ОАО "АК "Транснефть", ОАО ЦТД "Диаскан" в составе: ОАО "АК "Транснефть" К.т.н. Лисин Ю.В., Антипов Г.Е. ОАО ЦТД "Диаскан" Д.т.н. Васин Е.С., Лобутев С.В., Сачков А.Б., Авдеев В.П., Белкин А.А. ВНЕСЕН ОАО "АК "Транснефть" СОГЛАСОВАН с Госгортехнадзором России, письмо № 10-03/231 от 3 марта 2004 г. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ: Письмом ОАО «АК «Транснефть» № 16-01-11/2682 от 10 марта 2004 г. ВВЕДЕН ВЗАМЕН РД 153-39.4-067-00 "Методы ремонта дефектных участков действующих магистральных нефтепроводов". ВВЕДЕНИЕНастоящий руководящий документ (РД) распространяется на магистральные и технологические нефтепроводы ОАО "АК "Транснефть" (далее нефтепроводы). В основу настоящего РД положены результаты экспериментальных исследований, проведенных в лаборатории испытаний ОАО ЦТД "Диаскан". Испытания проводились в соответствии с утвержденной ОАО "АК "Транснефть" и согласованной Госгортехнадзором России "Программой прочностных испытаний различных методов ремонта дефектных участков магистральных нефтепроводов". Режимы нагружения труб с дефектами и ремонтными конструкциями на испытательном стенде соответствовали максимально возможной нагруженности нефтепроводов при эксплуатации: - внутренним давлением в сочетании с циклическим изгибом на базе 10000 циклов, что соответствует 30 годам эксплуатации нефтепровода; - давление в цикле нагружения изменялось с размахом, соответствующим нормативному по СНиП 2.05.06-85* рабочему давлению; - моментные нагрузки определялись из условия максимально возможных напряжений в трубопроводе от упругого изгиба по СНиП Ш-42-80*, температурных перепадов, воздействия фунтов и нагрузок при капитальном ремонте с подъемом трубы в соответствии с РД 39-00147105-015-98 "Правила капитального ремонта магистральных нефтепроводов". По результатам проведенных испытаний, методы ремонта и ремонтные конструкции, выдержавшие в полном объеме 10000 циклов нагружения и статические испытания, определены настоящим РД как постоянные методы ремонта. По результатам испытаний к методам постоянного ремонта отнесены: - композитная муфта, установленная по технологии КМТ; - обжимная приварная муфта; - галтельная муфта; - заварка; - наплавка; - шлифовка; - патрубок с эллиптическим днищем и усиливающей накладкой. Перечисленные выше методы ремонта применяются для планового (выборочного и капитального) и для аварийного ремонта. Ремонтные конструкции, которые выдержали менее 10000 циклов нагружения, настоящим РД определены для временного метода ремонта. К ним относятся: - необжимная приварная муфта; - муфта с коническими переходами. Ремонтные муфты этих типов не разрешается применять для планового ремонта, но допускается их применение для аварийного ремонта и для ремонта гофр на срок не более одного года с обязательной последующей заменой на постоянные методы ремонта. Срок применения определен по результатам испытаний. Ремонтные конструкции, испытание которых не проводилось, не допускаются для применения на магистральных и технологических нефтепроводах ОАО "АК "Транснефть". Настоящий РД устанавливает классификацию дефектов на действующих нефтепроводах по очередности выполнения ремонта, определяет необходимость проведения дополнительного дефектоскопического контроля конкретных типов дефектов, регламентирует применение постоянных и временных методов ремонта дефектов. 1 ОБЛАСТЬ ПРИМЕНЕНИЯ1.1 Настоящий РД предназначен для назначения методов ремонта дефектов нефтепроводов, обнаруживаемых при внутритрубной диагностике и другими методами неразрушающего контроля, а также при ликвидации аварий. 1.2 Требования настоящего РД являются обязательными при выборочном и капитальном ремонте линейной части нефтепроводов, технологических нефтепроводов НПС и нефтебаз. 1.3 Требования данного РД являются обязательными для ОАО МН ОАО "АК "Транснефть", эксплуатирующих нефтепроводы, а также для подрядчиков, выполняющих работы по ремонту и диагностике нефтепроводов. 1.4 После введения в действие настоящий РД отменяет РД 153-39 4-067-00 "Методы ремонта дефектных участков действующих магистральных нефтепроводов". 2 НОРМАТИВНЫЕ ССЫЛКИВ настоящем РД использованы ссылки на следующие нормативные документы СНиП 2 05 06-85* Магистральные трубопроводы.; СНиП Ш-42-80* Правила производства и приемки работ.; ВСН 012-88 Строительство магистральных и промысловых трубопроводов Контроль качества и приемка работ.; ГОСТ 16037-80 Соединения сварные стальных трубопроводов Основные типы, конструктивные элементы и размеры. СП 34-101-98 Выбор для труб магистральных нефтепроводов при строительстве и капитальном ремонте. Стандарт отрасли "Нефтепроводы магистральные Кольцевые, продольные, спиральные швы с дефектами и трубы с расслоениями Определение долговечности", 2003г. РД 153-39 4-114-01 Правила ликвидации аварий и повреждений на магистральных нефтепроводах.; РД 153-394-086-01 Технология сварочно-монтажных работ при установке ремонтных конструкций (муфт и патрубков) на действующие магистральные нефтепроводы.; РД 153-394 Р-119-02* Методика оценки работоспособности и проведения аттестации магистральных нефтепроводов.; РД 153-39.4Р-130-2002* Регламент по вырезке и врезке "катушек", соединительных деталей, заглушек, запорной и регулирующей арматуры и подключению участков магистральных нефтепроводов.; Методика определения опасности повреждений стенки труб магистральных трубопроводов по данным обследования внутритрубными дефектоскопами, 1997г; Методика определения технического состояния магистральных трубопроводов с трещиноподобными дефектами, 1998 г.; ОР-13.01-74.30.00-КТН-004-1-03 Регламент и методика проведения дополнительного дефектоскопического контроля дефектов труб магистральных и технологических нефтепроводов, 2003г. 3 ОПРЕДЕЛЕНИЯ И СОКРАЩЕНИЯ3.1 В настоящем РД используют следующие термины с соответствующими определениями
3.2 В настоящем РД применяют следующие сокращения:
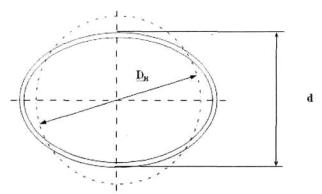
4 КЛАССИФИКАЦИЯ ДЕФЕКТОВ4.1 Дефект нефтепровода - это каждое отдельное несоответствие нормативам: в стенке, в сварном шве трубы, геометрических параметров трубы, а также соединительные детали, не соответствующие требованиям на изготовление. Нормативы, требования на изготовление - это действующие на момент утверждения настоящего РД СНИП, ВСН, ТУ, регламенты ОАО «АК «Транснефть» и др. документы. 4.2 Дефекты подразделяются на дефекты, подлежащие ремонту (ДПР), из которых по степени опасности выделяются дефекты первоочередного ремонта (ПОР). 4.2.1 Дефектами, подлежащими ремонту, являются дефекты труб, соединительные детали, установленные на магистральных и технологических нефтепроводах, параметры которых не соответствуют требованиям СНиП, ГОСТ, ВСН, и других нормативных документов. 4.2.2 Дефектами первоочередного ремонта являются дефекты, представляющие повышенную опасность для целостности нефтепровода при его эксплуатации и подлежащие ремонту в первую очередь для восстановления несущей способности трубы. 4.2.3 Комбинированными дефектами являются комбинации из приведенных в п.п. 4.2.5-4.2.7 дефектов. К таким дефектам относятся - вмятины и гофры в сочетании с риской, потерей металла, расслоением или трещиной, - овальность в сочетании с вмятиной, гофром, - вмятины и гофры, примыкающие или находящиеся на сварном шве, - аномалии сварных швов в сочетании со смещениями, - аномалии сварных швов в сочетании с коррозионной потерей металла, - расслоение, примыкающее к дефектному сварному шву Дефект считается примыкающим к сварному шву, если минимальное расстояние от границы дефекта до границы сварного шва не превышает 4-х толщин стенки трубы в районе дефекта. 4.2.4 Критерии классификации дефектов на ДПР и ПОР приведены в таблице 4.2 4.2.5 Дефекты геометрии трубы - это дефекты, связанные с изменением ее формы. К ним относятся: 4.2.5.1 " Вмятина " - уменьшение проходного сечения трубы длиной не более 1,5 номинального диаметра трубы, возникшее в результате механического воздействия, при котором не происходит излома оси нефтепровода. " Гофр " - чередующиеся поперечные выпуклости и вогнутости стенки трубы, приводящие к излому оси и уменьшению проходного сечения нефтепровода. Вмятины, гофры глубиной от 1% до 3,5% от номинального диаметра по данным ВИП включаются в состав дефектов ПОР, и по результатам ДДК определяются параметры и наличие в них дополнительных дефектов и уточняется очередность и метод их ремонта 4.2.5.2 " Овальность " - дефект геометрии длиной 1,5 номинального диаметра трубы и более, при котором сечение трубы имеет отклонение от окружности, а наибольший и наименьший диаметры находятся во взаимно перпендикулярных направлениях Овальность определяется как разность между значением номинального наружного диаметра D н и значением минимального измеренного наружного диаметра трубы d (Приложение Б1 , рис Б1.1) По соотношению величины овальности к номинальному диаметру трубы ( D н- d )/ D н, выраженному в процентах, овальности классифицируются как ДПР и ПОР в следующем порядке: - на прямошовной или бесшовной трубе с нормативным пределом текучести металла трубы более или равном 350 МПа к дефектам ПОР относится овальность с величиной ( D н- d )/ D н 6% и более для труб с соотношением D н/ t более 90 и овальность с величиной ( D н- d )/ D н 5% и более для труб с соотношением D н/ t менее или равном 90; - на прямошовной или бесшовной трубе с нормативным пределом текучести металла трубы менее 350 МПа к дефектам ПОР относится овальность с величиной ( D н- d )/ D н 5% и более для труб с соотношением D н/ t более 90 и овальность с величиной ( D н- d )/ D н 4% и более для труб с соотношением D н/ t менее или равном 90; - на спиральношовной трубе к дефектам ПОР относится овальность с величиной ( D н- d )/ D н 7% и более для труб с соотношением D н/ t более 90 и овальность с величиной ( D н- d )/ D н 6% и более для труб с соотношением D н/ t менее или равном 90. При значениях d (в миллиметрах) равных или меньше приведенных в таблицах Приложения Б , дефекты типа "овальность" и "овальность в сочетании с вмятиной" подлежат устранению. В случае, если на трубе овальность сочетается с вмятиной на основном металле трубы, то такой комбинированный дефект классифицируется как ПОР в том же порядке с использованием соотношения ( D н- d )/ D н, выраженного в процентах (Приложение Б1 , рис. Б1.2), при этом глубина вмятины Нв не должна превышать предельных значений, приведенных в таблицах приложения Б . 4.2.6 Дефекты в стенке трубы. К ним относятся: 4.2.6.1 " Потеря металла " - изменение толщины стенки трубы, характеризующееся локальным утонением в результате механического или коррозионного повреждения или обусловленное технологией изготовления. Дефекты сплошной коррозии длиной и шириной 100 мм и более включаются в состав дефектов ДПР независимо от глубины дефекта. При их расположении на участках трубопроводов, находящихся на расстоянии не более 3-х км от электрифицированных железных дорог, данные дефекты классифицируются как дефекты ПОР. Точечные коррозионные дефекты (внешние потери метала), объединенные при интерпретации по результатам внутритрубной диагностики в единый дефект с размерами 100x100 мм и более включаются в состав дефектов ДПР. При их расположении на участках трубопроводов, находящихся на расстоянии не более 3-х км от электрифицированных железных дорог, данные дефекты классифицируются как дефекты ПОР. Трубная секция, содержащая совокупность дефектов ДПР с общей площадью всех потерь металла 15% и более от площади наружной поверхности секции, классифицируется как секция, подлежащая ремонту и может быть отремонтирована только заменой всей секции. Расчеты статической прочности труб с дефектами потери металла проводятся в соответствии с "Методикой определения опасности повреждений стенки труб магистральных трубопроводов по данным обследования внутритрубными дефектоскопами" [14]. Расчеты допустимого срока эксплуатации (долговечности) труб с коррозионными дефектами стенки проводятся в соответствии с "Методикой оценки работоспособности и проведения аттестации магистральных нефтепроводов" [12]. В расчетах допустимого срока эксплуатации труб с коррозионными дефектами стенки используются скорости роста коррозионных дефектов в соответствии с Приложением А 4.2.6.2 " Риска " ( царапина, задир) - дефект поверхности в виде углубления с уменьшением толщины стенки трубы, образованный перемещающимся по поверхности трубы твердым телом. 4.2.6.3 " Расслоение " - внутреннее нарушение сплошности металла трубы в продольном и поперечном направлении, разделяющее металл стенки трубы на слои. Расслоение - внутренний дефект металла трубы технологического происхождения. " Расслоение с выходом на поверхность " (закат, плена прокатная) - расслоение, выходящее на внешнюю или внутреннюю поверхность трубы. " Расслоение в околошовной зоне " - расслоение, примыкающее к сварному шву (расстояние от сварного шва до края расслоения меньше 4-х толщин стенки трубы). Расчеты статической прочности и допустимого срока эксплуатации (долговечности) труб с расслоениями проводятся в соответствии со Стандартом отрасли "Нефтепроводы магистральные. Кольцевые, продольные, спиральные швы с дефектами и трубы с расслоениями. Определение долговечности." [6]. 4.2.6.4 " Трещина " - дефект в виде разрыва металла стенки "трубы. 4.2.7 Дефекты сварного шва - это дефекты в самом сварном шве или в околошовной зоне, типы и параметры которых установлены нормативными документами. К дефектам сварного шва относятся: 4.2.7.1 Трещина, непровар, несплавление - дефекты в виде несплошности металла по сварному шву, классифицируются как " несплошности плоскостного типа " поперечного/продольного/спирального сварного шва. 4.2.7.2 Поры, шлаковые включения , наружные дефекты ( утяжина, подрез, превышение проплава, наплывы, чешуйчатостъ , отклонения размеров шва от требований нормативных документов) классифицируются как " аномалии " поперечного/продольного/спирального сварного шва. 4.2.7.3 Смещение кромок - несовпадение уровней расположения внутренних и наружных поверхностей стенок сваренных (свариваемых) труб (для поперечного сварного шва) или листов (для спиральных и продольных швов) в стыковых сварных соединениях, классифицируется как " смещение " поперечного/продольного/спирального сварного шва. Расчеты статической прочности и допустимого срока эксплуатации (долговечности) сварных швов с дефектами проводятся в соответствии со Стандартом отрасли "Нефтепроводы магистральные. Кольцевые, продольные, спиральные швы с дефектами и трубы с расслоениями. Определение долговечности." [6]. 4.2.8 К дефектам нефтепровода относятся недопустимые конструктивные элементы, соединительные детали, не соответствующие требованиям нормативных документов: - тройники; - плоские и другие заглушки и днища; - сварные секторные отводы; - переходники; - патрубки с арматурой, не соответствующие действующим нормам и правилам; - заплаты вварные и накладные всех видов и размеров; - накладные элементы из труб ("корыта"), приваренные на трубы и другие конструктивные элементы, не разрешенные настоящим РД или другими нормативными документами. 4.2.8.1 Соединительные детали (тройники полевого изготовления, сварные секторные отводы, переходники), не соответствующие действующим нормативным документам, установленные на линейной части МЫ, технологических нефтепроводах НПС, а также заплаты всех видов и размеров, накладные элементы из труб (корыта) независимо от места их установки классифицируются как дефекты ПОР. 4.2.8.2 Приварные элементы (вантузы, сигнализаторы пропуска средств очистки и диагностики, катодные выводы, отборы давления, «чопики» и др.), не соответствующие требованиям нормативных документов, на линейной части МП, нефтепроводах НПС и нефтебаз классифицируются как дефекты ПОР. 4.3 Дефекты, параметры которых не могут быть определены только по данным ВИП, а также в которых по данным ВИП могут быть не выявлены дополнительные дефекты должны, быть дополнительно обследованы неразрушающими методами контроля при проведении ДДК. Дефекты подлежащие ДДК приведены в таблице 4.1 . Дефекты подлежащие ДДКТаблица 4.1.
4.3.1. При выборочном ремонте и капитальном ремонте стенки трубы с заменой изоляции, ДДК дефектов ДПР проводится для уточнения их параметров и метода ремонта. 4.3.2 При проведении ДДК используются следующие методы неразрушающего контроля: - визуально-измерительный; - ультразвуковой; - магнитный (магнитографический и др.). Возможно применение (при необходимости) других методов контроля, обеспечивающих выявление дефектов и определение их параметров (капиллярный, вихретоковый и др.). Основные требования к проведению дополнительного дефектоскопического контроля дефектов изложены в [18]. Классификация дефектов по критерию очередности ремонтаТаблица 4.2.
5 ПОРЯДОК ПРОВЕДЕНИЯ РЕМОНТА ДЕФЕКТОВ5.1 Устранение дефектов подлежащих ремонту производится выборочным ремонтом отдельных дефектов в соответствии с методами, регламентированными настоящим РД, и при капитальном ремонте с заменой трубы и с заменой изоляции. При капитальном ремонте с заменой изоляции должен производиться ремонт всех имеющихся на данном участке дефектов, подлежащих ремонту, с последующей заменой изоляции. 5.2 Выбор вида ремонта (выборочный, капитальный с заменой труб, капитальный с заменой изоляции) производится в зависимости от: - технико-экономических показателей по видам и методам ремонта; - плотностей распределения дефектов ДПР и ПОР по длине нефтепровода; - плотностей распределения коррозионных дефектов по длине нефтепровода; - состояния изоляционного покрытия. 5.3. Все выявленные дефекты ПОР и дефекты ПОР, допустимый срок эксплуатации которых заканчивается в текущем году, должны быть устранены в течение текущего года. 5.4 Очередность ремонта дефектов ПОР определяется исходя из следующих критериев: В первую очередь подлежат ремонту и устранению дефекты: - расположенные на переходах через водные преграды; - расположенные на переходах через автомобильные и железные дороги; - расположенные вблизи населенных пунктов и промышленных объектов; - расположенные на местности, геодезические отметки и профиль которых при выходе нефти могут привести к попаданию ее в реки, водоемы, населенные пункты и промышленные объекты; - ограничивающие пропускную способность нефтепровода; - расположенные в труднодоступных участках нефтепроводов (болота, горные участки и др.). 6. МЕТОДЫ РЕМОНТА ДЕФЕКТНЫХ УЧАСТКОВ НЕФТЕПРОВОДА6.1. Запрещается установка на нефтепроводах заплат всех видов, накладных элементов (" корыта ") и других, не разрешенных настоящим РД, конструктивных элементов. Все ранее установленные на нефтепроводах заплаты и накладные элементы должны быть заменены постоянными методами ремонта. 6.2 Разрешенные методы ремонта. 6.2.1. Для ремонта дефектов магистральных и технологических нефтепроводов могут применяться следующие методы ремонта: - Шлифовка; - Заварка; - Вырезка дефекта (замена «катушки» или замена участка); - Установка ремонтной конструкции (муфты, патрубки). Методы ремонта нефтепроводов подразделяются на методы постоянного ремонта и методы временного ремонта . 6.2.2. К методам постоянного ремонта относятся методы, восстанавливающие несущую способность дефектного участка нефтепровода до уровня бездефектного участка на все время его дальнейшей эксплуатации. К методам и конструкциям для постоянного ремонта (для типов дефектов, ремонт которых разрешен данным методом в соответствии с таблицами 6.2 - 6.3 ) относятся шлифовка, заварка, вырезка, композитная муфта, обжимная приварная муфта, галтельная муфта, удлиненная галтельная муфта для ремонта гофр, патрубок с эллиптическим днищем, допустимый диаметр которого определяется по таблице 6.4. 6.2.3. Конструкции временного ремонта применяются на ограниченный период времени, установка их в плановом порядке запрещается. К конструкциям для временного ремонта относятся необжимная приварная муфта и муфта с коническими переходами. Муфты этих типов разрешается применять для аварийного ремонта с последующей заменой в течение одного календарного месяца и для ремонта гофр на срок не более одного года с обязательной последующей заменой на постоянные методы ремонта 6.2.4. Допустимый срок эксплуатации ранее установленных муфт с коническими переходами, необжимных приварных муфт определяется по таблице 6.1 в зависимости от отношения допустимого рабочего давления в зоне дефекта к проектному давлению нефтепровода Допустимый срок эксплуатации ранее установленных муфтТаблица 6.1.
По истечении срока, указанного в таблице 6.1 и отсчитываемого с момента проведения установки, муфты с коническими переходами, необжимные приварные муфты должны быть заменены постоянными методами ремонта. Дефекты в сочетании с приваренными к трубе кольцами, оставшимися после демонтажа элементов необжимных приварных муфт или муфт с коническими переходами, а также вварные и накладные заплаты, могут быть отремонтированы с помощью композитных муфт. 6.3 Методы ремонта дефектов различных типов В таблицах 6.2 и 6.3 приведены разрешенные настоящим РД методы постоянного ремонта дефектов нефтепроводов с учетом параметров дефекта и несущей способности ремонтной конструкции. На рисунках таблиц 6.5 и 6.6 показаны типы ремонтных конструкций, используемых при ремонте в соответствии с настоящим РД. Методы постоянного ремонта дефектов линейной части МНТаблица 6.2.
Допустимая глубина вмятин и гофров при ремонте по композитно-муфтовой технологииТаблица 6.2а
Нд - допустимая глубина вмятины или сумма выступа и глубины гофра Методы постоянного ремонта дефектов недопустимых конструктивных элементов и ремонтных конструкцийТаблица 6.3.
Допустимые диаметры приварных патрубков с эллиптическим днищем и усиливающей накладкойТаблица 6.4.
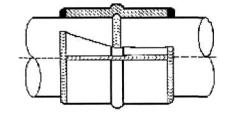
Примечание: Толщина стенки патрубка должна выбираться в соответствии с его диаметром, а именно: для диаметров патрубка 108 мм - допустимая толщина стенки 6; 8 мм 159 мм - допустимая толщина стенки 8; 10; 12 мм 219 мм - допустимая толщина стенки 8; 10; 12; 16 мм 325 мм - допустимая толщина стенки 10; 16 мм. Ремонтные конструкции для постоянного ремонтаТаблица 6.5.
Ремонтные конструкции для временного ремонтаТаблица 6.6.
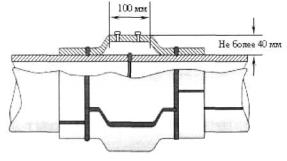
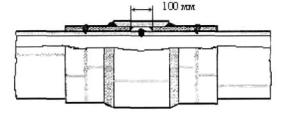
7. ТРЕБОВАНИЯ К ПРОВЕДЕНИЮ РЕМОНТА НЕФТЕПРОВОДОВ РАЗЛИЧНЫМИ МЕТОДАМИ7 1 Общие положения В данном разделе приводятся основные положения технологий ремонта нефтепроводов, применяемых при выборочном и капитальном ремонте Ремонт методом шлифовки, заварки и установкой муфт проводится без остановки перекачки нефти Каждый ремонт должен отражаться в паспорте нефтепровода Ремонтные муфты монтируются на действующем нефтепроводе, как при остановке, так и без остановки перекачки при давлениях, ограниченных условиями безопасностью производства работ и давлением, определяемым из условий технологии установки муфты. При установке муфт давление должно соответствовать наименьшему из давлений, определяемому по перечисленным условиям Ремонтные конструкции должны быть изготовлены в заводских условиях по техническим условиям и конструкторской документации, разработанной в установленном порядке и иметь паспорт. Применение муфт и других ремонтных конструкций, изготовленных в полевых условиях (в трассовых условиях) запрещается. Устранение дефектов при капитальном ремонте выполняется при давлении в нефтепроводе не выше 2,5 МПа. 7.2 Шлифовка Шлифовка используется для ремонта участков труб с дефектами глубиной до 20% от номинальной толщины стенки трубы типа потеря металла (коррозионные дефекты, риски), расслоение с выходом на поверхность, мелких трещин, а также дефектов типа "аномалии сварного шва" (чешуйчатость, поры выходящие на поверхность) с остаточной высотой усиления не менее значений, указанных в ГОСТ 16037-80. Шлифовка используется для ремонта во вмятинах дополнительных дефектов - рисок, потерь металла, трещин, расслоений с выходом на поверхность в соответствии с таблицей 6.2. При шлифовке путем снятия металла должна быть восстановлена плавная форма поверхности, снижена концентрация напряжений. Максимальное допустимое давление в трубе при проведении выборочного ремонта методом шлифовки - не более 2,5 МПа. Зашлифованный участок должен подвергаться визуальному, магнитопорошковому контролю или контролю методом цветной дефектоскопии. После шлифовки должна проверяться остаточная толщина стенки трубы методом ультразвуковой толщинометрии. Остаточная толщина не должна быть меньше 80 % от толщины стенки. В случае, когда остаточная толщина меньше 80 % от толщины стенки трубы, следует применять метод ремонта в соответствии с таблицей 6.2. 7.3 Заварка дефектов . Заварку разрешается применять для ремонта дефектов тела трубы типа "потеря металла" (коррозионные язвы, риски) с остаточной толщиной стенки трубы не менее 5 мм, а также дефектов типа "аномалии поперечного сварного шва" (поры, выходящие на поверхность, подрезы сварного шва, недостаточное или отсутствующее усиление, недостаточная ширина шва) на сварных швах в соответствии с таблицей 6.2. Заварка допускается, если глубина и максимальный линейный размер одиночного дефекта (длина, диаметр) или его площадь не превышают величин, указанных в таблице 6.2. Расстояние между смежными повреждениями должно быть не менее 4 t ( t - номинальная толщина стенки трубы). Расстояние от завариваемых дефектов до сварных швов, в т ч до спиральных, должно быть не менее 4 t . Заварку разрешается проводить только на полностью заполненном нефтепроводе. Выполнение заварки на частично заполненном нефтепроводе не допускается. При выборочном ремонте максимальное допустимое давление в нефтепроводе не выше 2,5 МПа. Процедура выполнения подготовки и выполнения сварочных работ по заварке дефектов на теле трубы должна соответствовать требованиям, приведенным в [ 22 ]. Процедура выполнения подготовки и выполнения сварочных работ по заварке дефектов поперечных сварных швов должна соответствовать требованиям, приведенным в [ 20 ]. Наплавленный металл подвергается визуальному, магнитопорошковому контролю для выявления внешних дефектов и ультразвуковому контролю для выявления внутренних дефектов. Результаты контроля должны оформляться в виде заключений. 7 4 Вырезка дефекта (замена «катушки»). 7. 4.1 При этом способе ремонта участок трубы с дефектом («катушка») должен быть вырезан из нефтепровода и заменен бездефектной «катушкой». Вырезка дефекта должна применяться в случае обнаружения недопустимого сужения проходного диаметра нефтепровода, невозможности обеспечения требуемой степени восстановления нефтепровода при установке муфт (протяженная трещина, глубокая вмятина с трещиной или коррозией), экономической нецелесообразности установки муфт из-за чрезмерной длины дефектного участка. 7.4.2 Порядок организации и выполнения работ по вырезке и врезке «катушек», требования к врезаемым «катушкам» определяются РД 153-39 4Р-130-2002.* «Регламент по вырезке и врезке «катушек», соединительных деталей, заглушек, запорной и регулирующей арматуры и подключению участков магистральных нефтепроводов». Технология ремонта методом замены участка должна соответствовать действующим нормативным документам, отвечающим требованиям вновь строящегося трубопровода 7.5 Установка ремонтных муфт. 7. 5.1 Требования на изготовление муфт. Муфты должны быть изготовлены в заводских условиях в соответствии с утвержденными в установленном порядке техническими условиями, конструкторской документацией, технологической картой, должны иметь маркировку, паспорт и сертификаты на применяемые материалы. Применение муфт и других ремонтных конструкций, изготовленных в полевых условиях (в трассовых условиях) запрещается. Муфты должны быть изготовлены из листового материала или из новых (не бывших в эксплуатации) прямошовных или бесшовных труб, предназначенных для сооружения магистральных нефтепроводов. Для изготовления муфт применяются низколегированные стали марок 09Г2С, 10ХСНД, 13Г1С-У, 17Г1С-У или аналогичные им. Толщина стенки муфты и ее элементов при одинаковой прочности металла трубы и муфты должна быть не меньше толщины стенки ремонтируемой трубы. При меньшей нормативной прочности металла муфты номинальная толщина ее стенки должна быть увеличена в соответствии с расчетом по п 8 3 СНиП 2 05 06 -85*. При этом толщина стенки муфты не должна превышать толщину стенки трубы более чем на 20% (допускается превышение 20% при округлении величины толщины стенки муфты до ближайшего стандартного значения толщины листа). Все элементы муфты должны быть одинаковой толщины. Дефекты в виде трещин, закатов, вмятин, задиров и рисок на поверхности муфт не допускаются. Установка муфт должна производиться в соответствии с требованиями РД 153-39.4-086-01 «Технология сварочно-монтажных работ при установке ремонтных конструкций (муфт и патрубков) на действующие магистральные нефтепроводы». 7.5.2 Перед установкой ремонтных муфт необходимо тщательно удалить изоляционное покрытие с дефектного участка нефтепровода для последующей обработки поверхности, согласно технологии установки применяемой муфты. В целях правильности выбора ремонтной конструкции необходимо определить тип и фактические параметры дефекта с составлением акта проведения дефектоскопического контроля. Приварная муфта должна перекрывать место дефекта не менее чем на 100 мм от края дефекта. Длина муфт выбирается в зависимости от длины ремонтируемого дефекта, с учетом ограничений таблиц 6.2 - 6.5 и в соответствии с требованиями технологии на установку муфт данного типа. Длина обжимной приварной муфты с технологическими кольцами не должна превышать 3000 мм. Длина цилиндрической части удлиненной гантельной муфты для ремонта гофр не должна превышать 1,5 D H Длина полости гантельной муфты с короткой полостью , в которой должен находиться поперечный сварной шов ремонтируемого участка, не должна превышать 100 мм. В местах приварки муфты и ее элементов к трубе нефтепровода должна быть проведена проверка на отсутствие дефектов стенки трубы. При наличии дефектов в стенке трубы приварка муфты в данном месте не допускается. 7.5.3 Композитная муфта устанавливается по композитно-муфтовой технологии. Композитные материалы должны быть испытаны и допущены к применению установленным порядком. 7.5.4 Подъем и опускание нефтепровода при ведении работ по установке муфт не допускаются. 7.5.5 Максимальное допустимое давление в нефтепроводе при установке приварных ремонтных муфт должно быть не более 2,5 МПа. 7.5.6 Все сварные швы муфты при изготовлении должны пройти 100% визуальный и радиографический контроль. При установке муфты на трубу все монтажные сварные швы и околошовные зоны поверхности основного металла должны пройти контроль в соответствии с требованиями РД 153-39.4-086-01 «Технология сварочно-монтажных работ при установке ремонтных конструкций (муфт и патрубков) на действующие магистральные нефтепроводы». 7.6 Установка патрубков с эллиптическим днищем и усиливающей накладкой. 7.6.1 Патрубки должны быть изготовлены в соответствии с утвержденными техническими условиями, технологическим процессом, должны иметь маркировку, паспорт и сертификаты на применяемые материалы. 7.6.2 Установка патрубков должна производиться в соответствии с требованиями РД 153-39.4-086-01 «Технология сварочно-монтажных работ при установке ремонтных конструкций (муфт и патрубков) на действующие магистральные нефтепроводы». Расстояние между швами усиливающей накладки патрубков и сварными швами трубы, в т.ч. спиральными, должно быть не менее 100 мм. 7.6.3 Высота патрубка должна быть не менее половины диаметра патрубка, но не менее 100 мм. Максимальный диаметр патрубка определяется в соответствии с таблицей 6.4 . Патрубок должен иметь такой диаметр, чтобы расстояние от внутренней поверхности патрубка до края дефекта было не менее 4 толщин стенки ремонтируемой трубы. Усиливающая накладка должна иметь ширину не менее 0,4 диаметра патрубка и иметь технологические отверстия, а толщина накладки должна приниматься равной толщине стенки трубы. 7.6.4 Эллиптические днища применяются заводского изготовления и должны иметь следующие размеры: - высота не менее 0,4 диаметра патрубка, - высота цилиндрической части равна 0,1 диаметра патрубка, - радиус сферической части не менее диаметра патрубка, - радиус перехода сферической части к цилиндрической не более диаметра патрубка; В стенке патрубка должно быть выполнено отверстие диаметром 8 мм для выхода газов при сварке, после окончания работы в отверстие забивается "чопик" и обваривается. 7.6.5 Контроль всех сварных соединений проводится в соответствии с требованиями РД 153-39.4-086-01 «Технология сварочно-монтажных работ при установке ремонтных конструкций (муфт и патрубков) на действующие магистральные нефтепроводы». 7.6.6 Работы при приварке патрубков проводятся при величине давления в нефтепроводе не более 2,5 МПа. 7.7. Квалификация сварщиков. К выполнению сварочных работ при установке муфт и заварке дефектов на действующем нефтепроводе допускаются электросварщики, аттестованные на сварку ремонтных конструкций (муфт) и заварку коррозионных повреждений труб в соответствии с действующими правилами аттестации сварщиков и специалистов сварочного производства системы магистральных нефтепроводов ОАО "АК "Транснефть". 7.8. Общие требования по обеспечению безопасности ремонтных работ. Для обеспечения безопасности при проведении ремонтных работ необходимо обеспечить выполнение требований регламентов, норм и правил в области охраны труда и техники безопасности при эксплуатации магистральных нефтепроводов, пожарной безопасности при проведении сварочных и других огневых работ на объектах ОАО «АК «Транснефть» и других действующих в Компании нормативных документов. 7.9. Общие требования по обеспечению экологической безопасности. При выполнении ремонтных работ необходимо соблюдать требования защиты окружающей природной среды, сохранения её устойчивого экологического равновесия и не нарушать условия землепользования, установленные законодательством об охране природы. Работы должны вестись в соответствии с требованиями регламентов по обеспечению экологической безопасности в процессе эксплуатации и производства работ в дочерних акционерных обществах системы ОАО "АК "Транснефть". Приложение А(обязательное) ОПРЕДЕЛЕНИЕ СКОРОСТИ РОСТА КОРРОЗИОННЫХ ДЕФЕКТОВ СТЕНКИ ТРУБ МАГИСТРАЛЬНЫХ НЕФТЕПРОВОДОВА1. Скорость роста i -го коррозионного дефекта определяется по данным последней и предпоследней инспекцией ВИП одного типа ( WM или MFL ) по формуле:
где d 2, i – глубина дефекта при последней инспекции ВИП; d 1, i – глубина дефекта при предпоследней инспекции ВИП; ΔТ – период времени между инспекциями. А2. Для
участков МН, на которых проводилась только первичная инспекция WM
или MFL
, в расчётах
остаточного ресурса труб с коррозионными дефектами, выявленными дефектоскопами WM
и MFL
, используется
средняя скорость роста коррозионных дефектов
где N – количество растущих дефектов коррозии; V корр, i – скорость роста глубины i – го растущего дефекта коррозии, определяемая по формуле (А.1); Для участков трубопроводов, находящихся на
расстоянии более 3 – х км от электрифицированных железных дорог, Для участков трубопроводов, находящихся на
расстоянии не более 3 – х км от электрифицированных железных дорог, A3. Для
участков МН, на которых проводилась повторная инспекция WM
, в расчетах остаточного
ресурса труб с коррозионными дефектами, впервые выявленными дефектоскопами WM
и MFL
, а также
выявленными дефектоскопами MFL при первичной инспекции, используется средняя скорость роста
коррозионных дефектов А4. Для участков МН, находящихся на расстоянии более 3 км от электрифицированных железных дорог, в расчетах остаточного ресурса труб коэффициент запаса прочности по долговечности по критерию достижения коррозионными дефектами размеров, соответствующих категории ПОР, принимается равным 1,3. Для участков МН, находящихся на расстоянии не более 3 км от электрифицированных железных дорог, в расчетах остаточного ресурса труб с коррозионными дефектами, коэффициент запаса прочности по долговечности принимается равным 1,5. Приложение Б(обязательное) ТАБЛИЦА ДЕФЕКТОВ ТИПА «ОВАЛЬНОСТЬ» И «ОВАЛЬНОСТЬ В СОЧЕТАНИИ С ВМЯТИНОЙ» ПОДЛЕЖАЩИХ УСТРАНЕНИЮ ПРИ ЗНАЧЕНИИ РАВНОМ ИЛИ МЕНЕЕ « d »(для труб с пределом текучести металла 350 МПа и более*)
*) Марки сталей труб с пределом текучести 350 МПа и более применяемые на нефтепроводах ОАО «АК «Транснефть» 17ГС, 17Г1С, 171Г1С-У, 13Г C , 13Г1С-У, 10Г2СД (МК), 17Г2СФ, 15ГСТЮ, 12Г2СБ, 15Г2С, 12Г2СФ, 13Г2АФ, 14Г2САФ, 16Г2САФ, 10Г2ФБЮ, Ц, ИМПОРТНЫЕ МАРКИ ТАБЛИЦА ДЕФЕКТОВ ТИПА "ОВАЛЬНОСТЬ" И "ОВАЛЬНОСТЬ В СОЧЕТАНИИ С ВМЯТИНОЙ" ПОДЛЕЖАЩИХ УСТРАНЕНИЮ ПРИ ЗНАЧЕНИИ РАВНОМ ИЛИ МЕНЕЕ " d "(для труб с пределом текучести металла менее 350 МПа**)
** Марки сталей труб с пределом текучести менее 350 МПа применяемые на нефтепроводах ОАО "АК "Транснефть" 09Г2С, 14ГН, 14ХГС, 19Г, вСтЗсп, 10сп, Сталь10, Сталь20, Сталь3, Сталь4. Приложение Б1Схемы измерения величины минимального диаметра трубы d для дефектов "овальность" и "овальность в сочетании с вмятиной"
Приложение В(справочное) БИБЛИОГРАФИЯ1. СНиП 2 05 06-85* Магистральные трубопроводы М 1997 2. СНиП 111-42-80* Правила производства и приемки работ Магистральные трубопроводы М, 1997 3. ВСН 012-88 Строительство магистральных и промысловых трубопроводов Контроль качества и приемка работ 4. ГОСТ 16037-80 Соединения сварные стальных трубопроводов Основные типы, конструктивные элементы и размеры 5. СП 34-101-98 Выбор труб для магистральных нефтепроводов при строительстве и капитальном ремонте, АК "Транснефть", 1998 6. Стандарт отрасли "Нефтепроводы магистральные Кольцевые, продольные, спиральные швы с дефектами и трубы с расслоениями Определение долговечности " ОАО "АК "Транснефть", 2003 г. 7. РД 153-394-114-01 Правила ликвидации аварий и повреждений на магистральных нефтепроводах, ОАО "АК "Транснефть", 2001 г 8. РД 153-39 4-067-00 Методы ремонта дефектных участков действующих магистральных нефтепроводов, ОАО АК "Транснефть" 2000г 9. РД 39-00147105-015-98 Правила капитального ремонта магистральных нефтепроводов, АК "Транснефть", ИПТЭР, 1998 г 10. РД 39-00147105-016-98 Методика расчета прочности и устойчивости ремонтируемых линейных участков магистральных нефтепроводов с учетом дефектов, обнаруженных при диагностическом обследовании АК "Транснефть" ИПТЭР 1998 г 11. РД 153-394-086-01 Технология сварочно-монтажных работ при установке ремонтных конструкций (муфт и патрубков) на действующие магистральные нефтепроводы, 2001 г 12. РД 153-394 Р-119-03 Методика оценки работоспособности и проведения аттестации магистральных нефтепроводов ОАО "АК "Транснефть", 2003 г 13. РД 39-0147103-360-89. Инструкция по безопасному ведению сварочных работ при ремонте нефте- и продуктопроводов под давлением. Уфа. Миннефтепром. ВНИИСПТнефть. 1989 14. Методика определения опасности повреждений стенки труб магистральных трубопроводов по данным обследования внутритрубными дефектоскопами. АК "Транснефть". 1997 г. 15. Методика определения технического состояния магистральных трубопроводов с трещиноподобными дефектами. АК "Транснефть". 1998 г. 16. Порядок определения очередности ремонта дефектов магистральных нефтепроводов по результатам внутритрубной диагностики.. ОАО АК "Транснефть". 1.07.99г. 17. ВППБ 01-05-99. Правила пожарной безопасности при эксплуатации магистральных нефтепроводов ОАО "АК "Транснефть". Москва 2001г. 18. ОР-13.01-74.30.00-КТН-004-1-03. Регламент и методика проведения дополнительного дефектоскопического контроля дефектов труб магистральных и технологических нефтепроводов, ОАО "АК "Транснефть". 2003г. 19. ОР-06.00-74.20.55-КТН-001-01. Регламент о порядке организации эколого-аналитического контроля за состоянием окружающей среды на промышленных объектах ОАО "АК "Транснефть". 20. Дополнение к РД 153-39.4-067-00 "Технология ремонта дефектов кольцевых сварных швов действующих магистральных нефтепроводов методом наплавки", ОАО "АК "Транснефть", 2003г. 21. РД 153-39.4Р-130-2002.* Регламент по вырезке и врезке "катушек", соединительных деталей, заглушек, запорной и регулирующей арматуры и подключению участков магистральных нефтепроводов. 22. Инструкция по применению современных сварочных материалов и оборудования при капитальном ремонте магистральных нефтепроводов. ОАО "АК "Транснефть", 1998г. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||