| ВЕДОМСТВЕННЫЕ СТРОИТЕЛЬНЫЕ НОРМЫ МОНТАЖ ВСН 398-87 МИНИСТЕРСТВО МОНТАЖНЫХ И
СПЕЦИАЛЬНЫХ Москва - 1988 РАЗРАБОТАНЫ Липецким филиалом ГПИ Гипрометаллургмонтаж Главметаллургмонтажа Минмонтажспецстроя СССР (Г. Д. Дудко - руководитель темы, A. И. Остапенко, A. M. Кадасев - ответственные исполнители) ВНЕСЕНЫ И ПОДГОТОВЛЕНЫ К УТВЕРЖДЕНИЮ Главным техническим управлением С введением в действие ВСН 398-87 «Монтаж технологического оборудования доменных цехов» утрачивает силу ВСН 398-79 «Инструкция по монтажу технологического оборудования доменных цехов». Согласовано с Минтяжмашем СССР 17.09.87 и Минчерметом СССР 23.09.87.
1. ОБЩИЕ ПОЛОЖЕНИЯ1.1. Настоящие ВСН распространяются на производство и приемку работ по монтажу основного технологического оборудования доменных цехов с печами объемом 700 - 5580 м3. 1.2. Настоящие ВСН разработаны в развитие требований СНиП 3.05.05-84 в части монтажа основного технологического оборудования доменных цехов и СНиП 3.01.01-85 в части организации строительного производства. ВСН отражают общие положения по монтажу основного оборудования доменных цехов и не заменяют инструкций предприятий-изготовителей по монтажу конкретного оборудования. ВСН не распространяются на устройства, механизмы и системы общего назначения (редукторы, муфты, системы смазки и гидравлики и др.), монтаж которых выполняют в соответствии с требованиями специальных инструкций. 1.3. При проектировании и производстве монтажных работ, кроме требований настоящих ВСН, следует выполнять требования СНиП, стандартов и нормативных документов, приведенных в справочном приложении, а также технической документации предприятий-изготовителей оборудования. 1.4. Монтажные работы должны выполняться специализированной организацией, имеющей опыт монтажа металлургического оборудования доменных цехов. 1.5. Основным документом, определяющим организацию и последовательность строительно-монтажных работ при сооружении доменных цехов, является проект организации строительства (ПОС), разработанный в составе основного проекта. Раздел ПОС "Монтаж технологического оборудования" разрабатывается специализированной проектной организацией и включается в ПОС генпроектировщика. Монтаж технологического оборудования ведется в соответствии с проектом производства работ (ППР), согласованным и утвержденным в установленном порядке.
1.6. На монтажную площадку оборудование должно поступать комплектно, в крупноблочном исполнении, повышенной заводской готовности, в полном соответствии с ГОСТ 24444-87, ОСТ 24.010.01-80 и техническими монтажными требованиями, согласованными в установленном порядке. 1.7. Ревизию оборудования производят в случае и порядке, оговоренных "Положением о взаимоотношениях организаций - генеральных подрядчиков с субподрядными организациями" и "Правилами о договорах подряда на капитальное строительство". 1.8 Оборудование, подлежащее монтажу, заказчики передают монтажной организации в соответствии со СНиП 3.05.05-84 в зоне производства монтажных работ в полной исправности и в сроки, предусмотренные согласованным сторонами графиком. 1.9. Монтажной организация передается техническая документация в объеме, установленном СНиП 3.05.05-84, "Правилами о договорах подряда на капитальное строительство", утвержденными Советом Министров СССР и отраслевыми стандартами соответствующих министерств. 1.10. Проектно-сметная документация на выполнение строительно-монтажных работ должна быть выдана монтажной организации до 1 июля года, предшествующего планируемому, и иметь отметку заказчика о принятии работ к производству. Техническая документация предприятий-изготовителей оборудования должна быть передана заказчиком монтажной организации за 5 мес. до начала монтажных работ в соответствии с ОСТ 24.010.01-80. Техническая документация, необходимая для разработки ППР, передается в сроки, согласованные с разработчиком ППР. 2. ПОДГОТОВКА К ПРОИЗВОДСТВУ РАБОТ2.1. В период подготовки к монтажу технологического оборудования должны быть выполнены требования общей организационно-технической подготовки в соответствии со СНиП 3.01.01-85, СНиП 3.05.05-84. 2.2. Специализированная проектная организация-разработчик ППР совместно с монтажной организацией (трестом): выдают заказчику (или генпроектировщику) согласно ГОСТ 15.005-86 исходную информацию для разработки технического задания на проектирование, изготовление, контроль, монтаж, приемку и сдачу в эксплуатацию технологического оборудования доменных цехов в части технических монтажных требований; разрабатывают раздел ПОС "Монтаж технологического оборудования". 2.3. При разработке ПОС должны быть учтены генпроектировщиком следующие основные вопросы, влияющие на организацию технологии механомонтажных работ: 2.3.1. Центральный узел доменной печи: предусмотрены грузоподъемные средства для подачи и монтажа фурменных приборов, электропушек для забивки чугунных леток, шлаковых стопоров, машин для вскрытия леток, грануляторов шлака; предусмотрена установка в куполе печи временных кронштейнов для устройства подвесных площадок с целью монтажа с них холодильников печи, производства футеровочных работ и временного опирания большого конуса загрузочного устройства; согласована грузоподъемность монтажной тележки или мостового крана для монтажа загрузочного устройства; определены место контрольной сборки и способы подачи узлов загрузочного устройства под монтажную балку. 2.3.2. Установки придоменной грануляции шлака: согласованы размеры монтажных проемов и места въездов для подачи узлов обезвоживателей гранулированного шлака, бункеров сушки и т.п.; согласованы грузоподъемность и высота подъема мостовых кранов и талей для монтажа обезвоживателей гранулированного шлака, эрлифтов, бункеров сушки, шламовых насосных и т.п. 2.3.3. Воздухонагреватели: согласованы размеры монтажных проемов, грузоподъемность и высота подъема мостового крана, устанавливаемого в здании воздухонагревателей; спроектирована система монорельсов для подачи и монтажа дымовых клапанов, в том числе со стороны здания воздухонагревателей под выносными камерами горения; предусмотрена механизация подачи и монтажа блоков оборудования и трубопроводов систем охлаждения, гидравлики и смазки. 2.3.4. Пылеуловители и газоочистка доменного цеха: определены места укрупнительной сборки оборудования со стальными конструкциями сооружений. 2.3.5. Здание установки скиповых лебедок и лебедки управления конусами: предусмотрен монтажный проем в кровле здания или в стене для подачи узлов лебедок на проектную отметку машинного зала. 2.3.6. Здание бункерной эстакады со скиповой подачей шихты на колошник: предусмотрены монтажные проемы для подачи оборудования внутрь здания; спроектирована система монорельсов и подвесных кранов для монтажа грохотов, весовых воронок, питателей дозаторов и т.п. 2.3.7. Здание бункерной эстакады с конвейерной подачей шихты на колошник: предусмотрена возможность свободного транспортирования оборудования к месту установки в подбункерном пространстве; согласована грузоподъемность мостовых кранов и талей с учетом транспортирования весовых воронок вместе с футеровочными плитами, полностью собранных грохотов, металлоконструкций укрытия грохотов, питателей, дозаторов; согласованы размеры монтажных проемов по перекрытиям, возможность обслуживания проемов мостовыми кранами и талями. 2.3.8. Конвейер подачи шихты на колошник: в здании приводной станции спроектирована площадка над конвейером с целью установки приводных барабанов для навески конвейерной ленты; на станции головного барабана спроектирован зажим для удержания конвейерной ленты в процессе ее навески или замены; на торцовой стенке здания приводной станции предусмотрена возможность увязки отводного блока для дотягивания ленты под вулканизацию заключительного стыка, а на станине конвейера - крепления стационарного зажима для удержания ленты; обеспечена возможность монтажа и замены редукторов привода конвейера с помощью мостового крана, устанавливаемого в здании приводной станции конвейера; обеспечена возможность монтажа головного барабана с использованием мостового крана, устанавливаемого на колошнике. 2.3.9. Здания центральной приточной и вытяжной станции: обеспечена возможность монтажа нагнетателей и дымососов с помощью мостовых кранов, устанавливаемых в зданиях. 2.3.10. Электрофильтры литейного двора и бункерной эстакады: предусмотрена возможность установки стендов для сборки пакетов осадительных и коронирующих электродов. 2.3.11. Конвейерные галереи подачи шихты на бункерную эстакаду и отгрузки гранулированного шлака; предусмотрена возможность монтажа блоков металлоконструкций галереи вместе с секциями конвейеров. 2.4. Монтажная организация в период подготовки: получает от генподрядчика техническую и сметную документацию и обрабатывает ее; выдает задание на разработку ППР; обеспечивает специализированную проектную организацию исходными данными для разработки ППР в соответствии с требованиями отраслевого стандарта, обобщает объемы предстоящих работ; проверяет потребность в прокате, трубах, материалах и оформляет заявки на их получение; размещает на производственных базах и заводах заказы на изготовление металлоконструкций и трубных узлов; комплектует объект подъемно-транспортным и сварочным оборудованием, слесарным и контрольно-измерительным инструментом; комплектует объект рабочими и инженерно-техническими работниками; принимает от заказчика оборудование по актам, а от генподрядчика и смежных организаций - фундаменты и опорные конструкции с исполнительными схемами; увязывает производство механомонтажных работ (рабочие захватки, места складирования, пути подачи оборудования в монтажную зону, работа грузоподъемных механизмов и т.д.) с выполнением монтажа стальных конструкций и встроенных помещений. 2.5. Здания, сооружения, фундаменты и опорные металлоконструкции под монтаж оборудования принимают в соответствии с требованиями СНиП 3.05.05-84, причем фундаменты от строительной организации принимают с установленными болтами или колодцами для болтов, плашками и реперами по исполнительным схемам, на которых должны быть указаны проектные и фактические размеры, а также отметки. Отклонения при приемке фундаментов не должны превышать значений, приведенных в табл. 1. Таблица 1
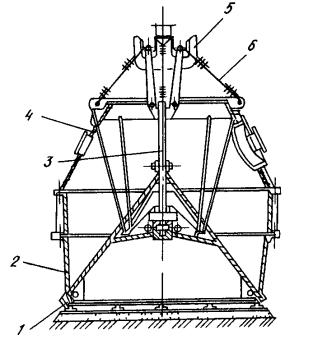
3. ПРОИЗВОДСТВО МОНТАЖНЫХ РАБОТ3.1. К началу работ по монтажу технологического оборудования должны быть смонтированы и в установленном порядке сданы в эксплуатацию технологические грузоподъемные средства и передаточные тележки, которые будут использованы для производства работ, а также постоянные и временные железнодорожные пути и автодороги, необходимые для подачи оборудования. Для обслуживания монтажных операций мостовые краны могут быть сданы во временную эксплуатацию под ответственность монтажной организации. 3.2. Расконсервация рабочих поверхностей оборудования производится в соответствии с ГОСТ 9.014-78. Защитный состав, который покрывает оборудование, должен быть удален, как правило, перед индивидуальным испытанием оборудования без его разборки в соответствии с указаниями, приведенными в технической документации предприятия-изготовителя. 3.3. Очищенные и протертые поверхности должны быть покрыты рабочей смазкой, указанной в технической документации предприятия-изготовителя. 3.4. Способы установки и выверки оборудования на фундаментах должны соответствовать требованиям проектной документации, ВСН 361-85 и "Руководства по креплению технологического оборудования фундаментными болтами". 3.5. Допускаемые отклонения на сборку и монтаж оборудования должны быть указаны в технической документации предприятия-изготовителя. При отсутствии таких указаний допускаемые отклонения не должны превышать значений, приведенных в настоящих правилах на соответствующее оборудование. Установочные поверхности (базы) должны быть указаны в технической документации предприятия-изготовителя. Изменение установочной базы должно согласовываться с предприятием-изготовителем. 3.6. Специальные инструменты, приспособления и приборы, необходимые для монтажа оборудования, поставляются предприятием-изготовителем в соответствии с ОСТ 24.010.01-80 и техническими монтажными требованиями. 3.7. При выверке оборудования определение отклонений от параллельности, горизонтальности и вертикальности базовых поверхностей и осей отдельных машин и механизмов, а также проверка установки их в плане и по высоте должны производиться, как правило, методами прямого визирования и высокоточного нивелирования с использованием оптико-геодезического инструмента и приспособлений соответствующего класса точности. 3.8. При закреплении оборудования на фундаментах преимущественно должен применяться бесподкладочный метод монтажа. 3.9. После выверки и закрепления оборудования на фундаменте составляется акт проверки установки на фундаменте в соответствии со СНиП 3.05.05-84 и оборудование сдается под подливку, которая должна быть выполнена не позднее 48 ч после письменного извещения монтажной организации. Подливка производится строительной организацией в присутствии представителя монтажной организации, заказчика и в соответствии с требованиями СНиП 3.05.05-84 и ВСН 361-85. 4. ОБОРУДОВАНИЕ ПОДАЧИ ШИХТЫ НА КОЛОШНИК4.1. Роторный вагоноопрокидыватель4.1.1. При приемке фундаментов под монтаж оборудования допускаемое отклонение оси вагоноопрокидывателя от оси железнодорожных путей должно составлять ± 2 мм, допускаемое отклонение высотных отмоток осей ± 3 мм. 4.1.2. Оборудование вагоноопрокидывателя монтируют электромостовым краном или при его отсутствии - самоходным краном. 4.1.3. До начала монтажа вагоноопрокидывателя под ним должно быть смонтировано оборудование приемных бункеров. 4.1.4. Последовательность монтажа оборудования узлов вагоноопрокидывателя: выставляют роликоопоры; монтируют диски ротора, боковые связи дисков, опоры и балки, привод вагоноопрокидывателя, люльки, платформу и механизм зажима вагонов. 4.1.5. Допускаемые отклонения при монтаже опорных роликов приведены в табл. 2, а схема выверки - на черт. 1 После выверки роликоопор ролики должны быть заклинены. Таблица 2
4.1.6. После установки в проектное положение и раскрепления связями диски роторов не должны иметь перекосов, а роликоопоры должны иметь касание в точках опирания. Выверка роликовых опор роторного вагоноопрокидывателя
1 - оси роликоопор; 2 - станина крайней опоры; 3 - ролики; 4 - станина средней опоры; 5 - ось вагоноопрокидывателя; 6 - валовый уровень; 7 - нити отвесов; 8 - отвесы; 9 - гидростатический уровень; а, а1, б, б1 - контролируемые размеры Черт. 1 Отклонение от вертикальности - не более 1 мм на 1 м диаметра диска, разность диагоналей верхних и нижних поясов ферм - не более 10 мм. 4.1.7. При установке привода вагоноопрокидывателя отклонение от соосности валов - не более 0,1 мм на 1 м. 4.1.8. При стыковке железнодорожных путей и вагоноопрокидывателя, а также внешних путей подачи и вывода вагонов допускаемое отклонение рельсов между собой в плане и по высоте - не более ± 3 мм. 4.1.9. После сборки вагоноопрокидывателя прокручивают ротор, проверяя положение бандажей и зацепление зубчатых пар, окончательно затягивают фундаментные болты и сдают оборудование под подливку. 4.2. Грохоты, весовые воронки, питатели, дозаторы, затворы и перекидные лотки4.2.1. Оборудование бункерной эстакады монтируют параллельно с монтажом бункеров и установкой опорных площадок. Рекомендуется до начала монтажа бункеров через проем подать краном оборудование внутрь бункерной эстакады. При смонтированных бункерах оборудование подают в торец здания. 4.2.2. Последовательность монтажа весовых воронок: устанавливают привод и затвор весовой воронки; на временные опоры устанавливают бункер весовой воронки (допускаемое отклонение по высоте ± 0,15 мм). Для предотвращения смещения весовой воронки в горизонтальной плоскости ее временно прикрепляют к опорным металлоконструкциям в четырех точках с помощью сварки. В процессе монтажа конструкции весовых воронок не должны касаться окружающих металлоконструкций. После монтажа весоповерочного устройства убирают временные крепления, устанавливают, налаживают и тарируют тензометрические датчики (черт. 2). Весовая воронка с тензометрическими датчиками
1 - временные опорные столбики; 2 - кронштейны; 3 - бункер; 4 - тензометрические датчики; 5 - затвор; 6 - привод затвора Черт. 2 4.2.3. Грохоты собирают на рельсах с помощью тельфера и накатывают в проектное положение, после чего собирают и устанавливают укрытие грохотов. Качание грохота регулируют в соответствии с инструкцией предприятия-изготовителя. 4.2.4. Затворы с установленными прокладками подают на тележках, устанавливают в проектное положение домкратами и закрепляют. Монтаж питателей, дозаторов и перекидных лотков начинают с нижних отметок. 4.2.5. После установки укрытия грохотов, дверей, монтажа системы аспирации, а также проверки всех фланцевых соединений на герметичность окончательно проверяют работу оборудования бункерной эстакады. Движение затворов, питателей, перекидных лотков должно происходить свободно, без заеданий. Зазор между движущимися частями оборудования и окружающими металлоконструкциями и ограждениями должен быть не менее 10 мм. 4.3. Конвейер подачи шихты на колошник4.3.1. Конвейеры бункерной эстакады монтируют в соответствии с ВСН 413-80. 4.3.2. Перед началом работ по монтажу конвейера подачи шихты на колошник необходимо принять фундаменты под установку барабанов (головного, двух приводных и натяжного) и привода в соответствии с п. 2.4 настоящих ВСН. 4.3.3. На площадку для сборки конвейера, расположенную в здании приводной станции, автотранспортом подают оборудование, конструкции и ленту для конвейера. 4.3.4. Для сборки приводов и приводных барабанов в здании устанавливают мостовой кран. Вдоль галереи для подачи конструкций и роликоопор должны быть установлены монорельс с талью. 4.3.5. Последовательность монтажа конвейера: мостовым краном устанавливают редукторы, приводные барабаны и электродвигатели; выверяют приводные барабаны. Допускаемые отклонения при установке приводных барабанов приведены в табл. 3; окончательно устанавливают редуктор и электродвигатель и соединяют их муфтами; устанавливают головной барабан с помощью монтажной балки (мостового крана колошника) или башенного крана; кран-балкой или талью устанавливают натяжной барабан с натяжным устройством; в здании приводной станции собирают секции конвейера и с помощью тали и лебедки устанавливают их в наклонной галерее (монтаж секций начинают от головного барабана). Таблица 3
4.3.6. По установленным барабанам выверяют установку роликов оптико-геодезическим методом, после чего навешивают ленту конвейера. Допускаемые отклонения поперечной оси роликов от оси конвейера ± 3 мм. 4.3.7. Последовательность навески конвейерной ленты (черт. 3): в здание приводной станции краном подают бухты ленты, которую стыкуют методом вулканизации и наматывают на приводной барабан. Таким образом на приводной барабан наматывают полный комплект ленты; гуммированные барабаны конвейера (приводные, натяжной и головной) обкладывают по образующим досками, которые закрепляют стальной проволокой диаметрами 1,5 - 2,0 мм; по всей трассе конвейера с помощью лебедки прокладывают стальной трос, один конец которого закрепляют на пустом приводном барабане (лебедке), а другой соединяют с конвейерной лентой; растормаживают приводной барабан с лентой и включают второй барабан (лебедку) для намотки троса. Таким образом ленту протаскивают по всей трассе конвейера. Концы ленты выводят в проем опорной площадки и стыкуют. При наличии у монтажной организации специальной машины для замены транспортерной ленты рекомендуется использовать для навески ленты эту машину. 4.3.8. Стыковку резинотросовой ленты выполняет заказчик в соответствии с инструкцией предприятия-изготовителя. 4.3.9. После монтажа систем централизованной смазки конвейер испытывают в соответствии с разделом 15 настоящих ВСН. Схема навески ленты конвейера
1 - канат; 2 - приводной барабан с конвейерной лентой; 3 - конвейерная лента, 4 - приводной барабан (или лебедка); 5 - обводные ролики; 6 - привод конвейера Черт. 3 4.4. Система скиповой подачи шихты на колошник4.4.1. Перед монтажом скипов и шкивов принимают опорные металлоконструкции наклонного моста согласно п. 2.4 настоящих ВСН. Допускаемые отклонения положений рельсов для передвижения скипов и мест установки шкивов приведены в табл. 4. 4.4.2. Скипы, шкивы и тележку для смены скипов подают на монтажную площадку в собранном виде. 4.4.3. Шкивы устанавливают в проектное положение преимущественно совместно с опорными металлоконструкциями башенным краном. При раздельном монтаже шкивы устанавливают и выверяют на строганых металлических прокладках. Допускаемые отклонения шкивов приведены в табл. 4. Таблица 4
4.4.4. Скипы (черт. 4) и тележку для смены скипов устанавливают башенным или самоходным краном, предназначенным для монтажа металлоконструкций наклонного моста. Скипы устанавливают в скиповую яму на деревянные подкладки, после чего натяжные болты упряжи вывертывают на максимальный размер. После установки шкивов производят запасовку канатов для перемещения скипов. 4.4.5. Параллельно с монтажом оборудования наклонного моста монтируют конусную и скиповую лебедки. При приемке фундамента скиповой лебедки проверяют положение оси барабана лебедки относительно оси наклонного моста. Допускаемое отклонение ± 10 мм. 4.4.6. Основные узлы скиповой лебедки подают в машинный зал через проем в кровле башенным краном или через проем в стене здания самоходным краном. Станину лебедки устанавливают на направляющие и надвигают на фундамент. Части станины выверяют оптико-геодезическим методом. Допускаемое отклонение от горизонтальности 0,1 мм на 1 м длины. Схема монтажа скипа
1 - наклонный мост; 2 - полиспаст; 3 - крюк крана; 4 - скип; 5 - шпалы; 6 - скиповая яма Черт. 4 4.4.7. После подливки станины монтируют лебедку: устанавливают корпус подшипников главного и промежуточного валов и фиксируют коническими штифтами; собирают барабан на подшипниках и устанавливают на станину. Допускаемое отклонение поперечной оси барабана (середина нарезной части) от продольной оси наклонного моста - не более 10 мм, осевой зазор в подшипниках - не более 0,1 мм, а радиальный - не более 0,05 мм; устанавливают промежуточные валы с шестернями на подшипниках; собирают узлы валов с шестернями, тормозами и полумуфтами для соединения с электромоторами; устанавливают электромоторы и соединяют полумуфты на валах. 4.4.8. Последовательность установки и регулировки тормозов: на шпильках устанавливают стойки; собирают коромысла и присоединяют к ним тормозные колодки и половинки коробок для электромагнитов; устанавливают катушки электромагнитов и тормозные пружины и соединяют половинки коробок болтами; регулируют зазор между тормозными колодками и шкивом. Зазор не должен превышать 1,5 - 2,0 мм. 4.4.9. После сборки вручную прокручивают лебедку, проверяя зацепление всех шестеренных пар, при этом результаты проверки их зацеплений должны соответствовать ГОСТ 1643-81. 4.4.10. Ванну шестерни барабана промывают керосином, продувают воздухом и заполняют маслом. 4.4.11. После проверки поступления масла ко всем точкам производят испытание лебедки согласно п. 15.9 настоящих ВСН. 4.4.12. Во избежание пережога канатов их запасовку производят после окончания всех сварочных работ на наклонном мосту и его заземления. 4.4.13. Последовательность запасовки канатов (черт. 5): под наклонным мостом устанавливают бухту с парой канатов требуемой длины, лебедку тяговым усилием не менее 50 кН (5 тс), а на мосту закрепляют обводные блоки; от лебедки, вверх по наклонному мосту, через канатные шкивы и проем в машинном зале прокладывают вспомогательный канат и сращивают его с канатами на бухте; протягивают лебедкой скиповые канаты по наклонному мосту, при этом движение вспомогательного каната и прикрепленного к нему основного должно происходить через ручьи шкивов и обводные блоки. При наличии у монтажной организации специальной машины для замены каната рекомендуется использовать для запасовки каната эту машину. Схема запасовки скиповых канатов
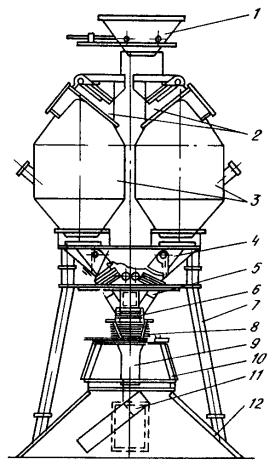
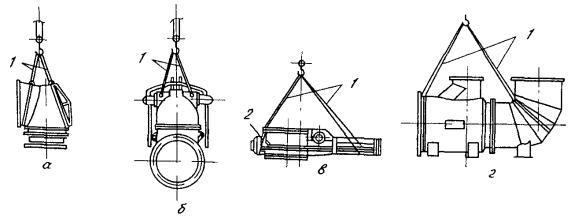
1 - бухта с канатом; 2 - скиповая лебедка; 3 - канат; 4 - наклонный мост; 5 - вспомогательный канат; 6 - канатные шкивы; 7 - обводной блок; 8 - монтажная лебедка; 9 - скип Черт. 5 4.4.14. Концы канатов крепят к упряжи скипа и барабану лебедки, после чего скип устанавливают в положение опрокидывания на колошнике. Вторую пару канатов запасовывают аналогично первой паре. 4.4.15. После запасовки канатов скипы прогоняют по путям наклонного моста на малой скорости, проверяя плавность хода и прилегание всех ходовых колес к рельсам. 4.4.16. При крайних положениях скипов выравнивают длину скиповых канатов: канаты перетягивают на барабане лебедки и повторно закрепляют на нем. Параллельно с канатами скипов поднимают четыре каната, которые соединяют лебедку маневрирования конусами с балансирами. Канаты следует поднимать и запасовывать одновременно. После запасовки одни концы канатов присоединяют к упряжи балансиров, а другие через механизм натяжения - к лебедке управления конусами. Каждый канат следует крепить к упряжи пятью зажимами так, чтобы обе ветви каната плотно облегали коуш. 5. ОБОРУДОВАНИЕ СИСТЕМ ЗАГРУЗКИ5.1. Засыпные устройства5.1.3. При укрупнительной сборке засыпного устройства с гидравлическим приводом основных исполнительных механизмов в цехе (на площадке) должна быть установлена гидравлическая насосная станция требуемых давления и подачи. 5.1.4. При приемке под монтаж колошникового фланца составляется формуляр. Допускаемое отклонение центра фланца относительно центра мараторного кольца или нижнего уровня распара ± 30 мм, отклонение от горизонтальности верхней плоскости колошникового фланца ± 3 мм. 5.1.5. После приемки на колошниковый фланец наносят две взаимно перпендикулярные оси, совпадающие с осями доменной печи и наклонного моста. 5.1.6. При приемке опорных металлоконструкций под балансиры конусов допускаемое отклонение осей рам от их проектного положения ± 20 мм, отклонение высотных отметок верха подбалансирных балок ± 20 мм, отклонение от горизонтальности балок - не более 3 мм на 1 м длины. 5.1.7. Остальные опорные конструкции принимают согласно п. 2.5 настоящих ВСН. Загрузочное устройство с механическим приводом Сначала собирают засыпной аппарат и газовый затвор, затем штанги большого и малого конусов с распределителем шихты и малым конусом, приемную воронку, подвески конусов и балансиры. 5.1.9. При сборке засыпного аппарата проверяют: отсутствие на соприкасающихся поверхностях конуса и чаши забоин, трещин и царапин глубиной более 0,3 мм; плотность прилегания соприкасающихся поверхностей конуса и чаши. Местный зазор не должен превышать 0,05 мм. 5.1.10. При сборке газового затвора допускаемое отклонение от горизонтальности плоскостей верхнего и нижнего фланцев 2 мм (на диаметр в любом направлении), отклонение от совмещения осей фланцев ± 2,5 мм. Разбивка отверстий в верхнем и нижнем фланцах должна соответствовать разбивке отверстий во фланцах распределителя шихты и колошникового кольца. Отклонение от совмещения осей взаимно сопряженных отверстий не должно превышать половины зазора между болтом и отверстием для него. 5.1.11. После сборки газового затвора наносят оси доменной печи на нижний и верхний фланцы. Затем производят укрупнение и строповку узлов засыпного аппарата (черт. 6). Схема строповки засыпного аппарата
1 - большой конус; 2 - чаша; 3 - фальш-штанга; 4 - газовый затвор; 5 - крюк крана; 6 - строповочный канат Черт. 6 5.1.12. После сборки распределителя шихты проверяют отклонение от горизонтальности венцовой шестерни: оно не должно превышать 0,1 мм на 1 м длины диаметра в любом направлении; зазор между упорными роликами и зубчатым венцом но должен превышать 0,5 мм, зазор между нижней беговой дорожкой и опорными роликами - 5 мм. 5.1.13. Проверяют работу распределителя шихты вручную, при этом распределительная воронка должна поворачиваться плавно, без заеданий. 5.1.14. На нижний фланец распределителя шихты наносят две взаимно перпендикулярные оси, соориентированные относительно осей доменной печи и наклонного моста, после чего производят укрупнительную сборку и строповку распределителя шихты с малым конусом и штангами большого и малого конусов (черт. 7). Укрупнительная сборка штанг большого и малого конусов с распределителем шихты в монтажный блок
1 и 2 - штанги конусов соответственно малого и большого; 3 - распределитель шихты; 4 - оттяжки; 5 - монтажный блок; 6 - шпальная клетка Черт. 7 5.1.15. Собирают приемную воронку, при этом проверяют стыковку сопрягаемых частей, навешивают и закрепляют футеровочные плиты, проверяя плотность их прилегания к стенкам воронки. Раскрепляют стенки воронок распорками, исключающими их деформацию при монтаже. 5.1.16. Производят укрупнительную сборку балансиров. Для этого на клетку из шпал, устроенную на тележке или железнодорожной платформе, устанавливают раму балансиров и на нее насечкой наносят оси доменной печи. Затем на раму устанавливают вал с балансирами, предварительно проверив правильность расположения отверстий под болты относительно осей доменной печи; проверяют правильность посадки подшипников и наличие смазки в подшипниковых узлах; на раме закрепляют консольные балки и устанавливают направляющее устройство. 5.1.17. Для удержания контргрузов на раму балансиров устанавливают тележку и проверяют плавность ее хода; производят разводку труб централизованной смазки и проверяют работу гидравлических домкратов для передвижения балансиров при регулировке конусов. 5.1.18. Проверяют основные размеры балансиров и при необходимости производят их регулировку, добиваясь наибольшего приближения замеряемых размеров к проектным, при этом: отклонение опорного вала балансиров от горизонтальности не должно превышать 0,1 мм на 1 м длины вала; при закрытых конусах расстояние от оси вращения балансиров до оси подвески шатунов должно быть равно половине хода конуса, отклонение не должно превышать ± 3 мм; радиус вращения шатунов относительно оси балансиров должен быть равен радиусу вращения направляющего устройства. 5.1.19. С помощью монтажной тележки устанавливают загрузочное устройство в проектное положение в последовательности, указанной в п. 5.1.8 настоящих ВСН. 5.1.20. Асбестовый шнур, служащий прокладочным материалом между фланцевыми соединениями загрузочного устройства, пропитывают 30 %-ным раствором поваренной соли (температура 60 - 80 °С) не менее 3 ч. 5.1.21. В проектное положение по осевым рискам, намеченным на торцах колошникового фланца и чаши, устанавливают засыпной аппарат. При этом несоосность засыпного аппарата относительно вертикальной оси доменной печи не должна превышать ± 20 мм, а отклонение от горизонтальности фланца газового затвора - 0,1 мм на 1 м диаметра в любом направлении. 5.1.22. На фланец газового затвора устанавливают распределитель шихты, заводят штангу в гнездо большого конуса и закрепляют ее клином. Эту операцию проводят в присутствии представителя заказчика. 5.1.23. На опорные металлоконструкции под балансиры следует нанести две взаимно перпендикулярные оси, соориентированные относительно осей доменной печи, так, чтобы при установке балансиров опорная рама не закрывала их. Для перемещения балансиров в горизонтальной плоскости в двух взаимно перпендикулярных направлениях необходимо на опорные металлоконструкции установить домкраты. 5.1.24. Последовательность монтажа балансиров: устанавливают и выверяют по нанесенным рискам опорную раму с тележкой опирания контргрузов, консольными балками и направляющими устройствами. Отклонение от горизонтальности опорных частей рамы не должно превышать 0,1 мм на 1 м длины в любом направлении; устанавливают и выверяют вал с балансирами, подшипниками и шатунами. Отклонение от горизонтальности вала не должно превышать 0,1 мм на 1 м длины вала; соединяют шатуны с направляющим устройством. Заводят под балансиры подвески большого и малого конусов и соединяют их с тягами балансиров. Внутренние гайки подвесок завертывают до конца резьбы, наружные - снимают; на штангу большого конуса надевают траверсу, опустив штангу в крайнее нижнее положение; устанавливают рычаги балансиров в нижнее положение и, подведя под них опорную тележку, заводят подвески в отверстие траверсы и навертывают гайки; подвески штанги малого конуса соединяют с траверсой и поднимают выше траверсы большого конуса. Затем заводят штангу малого конуса между подвесками штанги большого конуса и соединяют ее с балансиром; на рычаги устанавливают контргрузы. Потом монтируют приемную воронку, канатные шкивы и запасовывают канаты от рычагов балансиров до лебедки управления конусами. 5.1.25. Производят регулировку и центровку конусов. Большой конус поднимают балансирами так, чтобы зазор между соприкасающимися поверхностями чаши и конуса составлял не более 50 мм, раскачивают его и дают остановиться. Нутромером замеряют зазор между соприкасающимися поверхностями в восьми равномерно расположенных точках. Разница замеров в двух противоположных точках не должна превышать 1 мм для печей объемом до 2000 м3 и 2 мм для печей объемом до 3200 м3. Если разница превышает указанные значения, производят регулировку положения конуса относительно чаши путем перемещения балансиров с помощью домкратов, установленных на опорные металлоконструкции копра. 5.1.26. Производят центровку малого конуса, перемещая вращающуюся воронку с помощью домкратов, установленных на газовом затворе. 5.1.27. Окончательно проверяют центровку большого конуса при открытом и закрытом малом конусе и малого конуса - при открытом и закрытом большом конусе. Выверка установки конусов проведена правильно, если в верхнем положении конусов удар их о соприкасающиеся поверхности чаши и распределителя шихты образует четкий несдвоенный звук. В противном случае операции по выверке положения конусов должны быть повторены. 5.1.28. Устанавливают привод вращения распределительной воронки и производят обкатку распределителя шихты в течение 2 ч в обе стороны; распределительная воронка должна вращаться плавно, без заеданий, а температура нагрева подшипников не должна превышать 60 °С. 5.1.29. Проверку работы загрузочного устройства производят по рабочей программе в соответствии с разделом 15 настоящих ВСН. 5.1.30. При совмещенном способе монтажа конструкций печи и загрузочного устройства последнее монтируют башенным краном в такой последовательности: большой конус, чаша, газовый затвор (в сборе), штанга большого конуса, малый конус со штангой, распределитель шихты и его привод, рама балансиров, балансиры, подвески конусов, контргрузы балансиров и приемная воронка. При данном порядке монтажа все операции по выверке узлов загрузочного устройства аналогичны операциям по выверке узлов при его монтаже укрупненными блоками. Бесконусное загрузочное устройство 5.1.31. До начала монтажа загрузочного устройства (черт. 8) подготовляют монтажную площадку или ремонтный цех согласно пп. 5.1.1, 5.1.2 настоящих ВСН. 5.1.32. На монтажной площадке или в цехе производят укрупнительную сборку узлов загрузочного устройства с обвязкой их трубопроводами систем гидравлики, смазки, охлаждения (редуктор с компенсатором и листовой задвижкой, блок клапанов с рычагами и гидроцилиндрами, шихтовые бункера с футеровкой или блок из двух шихтовых бункеров, причем шихтовые бункера укрупняются в блок с применением кондуктора). 5.1.33. Загрузочное устройство монтируют специальным мостовым краном. Устанавливают четыре трубчатые опорные колонны, а на временные стойки - промежуточную воронку и блок клапанов; предварительно на фланец промежуточной воронки наносят слой краски (свинцовый сурик) и укладывают уплотнение из асбестового шнура, а на верхнюю часть блока клапанов устанавливают кондуктор для установки бункеров (при установке бункеров одним блоком). 5.1.34. После окончательной выверки и закрепления блока клапанов к трубчатым колоннам монтируют шихтовые бункера, корпуса верхних уплотнительных клапанов, собственно клапаны и приемную воронку загрузочного устройства. Схема бесконусного загрузочного устройства
1 - приемная передвижная воронка; 2 - газоуплотнительный клапан; 3 - шихтовый бункер; 4 - шихтовый затвор; 5 - лоток; 6 - промежуточная воронка; 7 - трубчатые опорные колонны, 8 - компенсатор; 9 - труба; 10 - специальный редуктор; 11 - распределительный лоток; 12 - купол печи Черт. 8 5.1.35. Выверка и приемка колошникового фланца производятся после выполнения монтажа конструкций колошника, основного оборудования загрузочного устройства, газоходов, кровли литейного двора, футеровки газоходов. Допускаемое отклонение центра фланца относительно оси печи ± 30 мм, отклонение от горизонтальности опорной поверхности фланца не более 1 мм на его диаметр. Монтаж редуктора производится после приемки колошникового кольца с использованием монорельсов и талей, предусмотренных для ремонтных работ. 5.1.36. Монтаж систем смазки, гидравлики, охлаждения жидким азотом и выравнивания давления производят параллельно. 5.1.37. Поворотный лоток распределителя шихты рекомендуется монтировать после наладки привода поворотного лотка и окончательной наладки бесконусного засыпного устройства. Бесконусное загрузочное устройство типа "Воронка - склиз" с распределителем шихты 5.1.38. Загрузочное устройство (черт. 9) монтируют с помощью специального мостового крана или монтажной тележки предварительно укрупненными на монтажной площадке или в цехе блоками в такой последовательности: блок основания с отсечным устройством; два блока шихтовых затворов с газоотсекающими клапанами (с использованием специальной траверсы); блок из двух бункеров с верхними газоотсекающими клапанами (бункера соединяются между собой связями); распределитель шихты в сборе; блок приемной воронки; блок гидравлической насосной станции; соединяющие трубопроводы систем гидравлики, смазки, охлаждения, азото- и пароснабжения. Схема бесконусного загрузочного устройства типа "Воронка-склиз" с распределителем шихты
1 - приемная воронка; 2 - газоотсекающий клапан; 3 - приемный бункер; 4 - шихтовый затвор; 5 - распределитель шихты; 6 - отсечное устройство; 7 - основание; 8 - колошниковый фланец Черт. 9 5.1.39. Укрупнительную сборку блока распределителя шихты производят на сталевозных тележках на специальном стенде в горизонтальном положении; вывод его в вертикальное положение осуществляют вместе со стендом с помощью мостового крана или монтажной тележки, одновременно перемещая сталевозные тележки. 5.1.40. После монтажа блока распределителя шихты и утяжки уплотнений выполняется центровка распределителя шихты; допускаемое отклонение от горизонтальности нижних опор редуктора 0,5 мм на 1 м длины. 5.2. Лебедка маневрирования конусами5.2.1. Однодвигательную лебедку маневрирования конусами поставляют на монтажную площадку в собранном виде и подают в машинный зал через монтажный проем. 5.2.2. На фундамент лебедку поднимают и устанавливают кран-балкой или талью. 5.2.3. Двухдвигательную лебедку маневрирования конусами поставляют на монтажную площадку узлами и через монтажный проем подают в машинный зал. Лебедку собирают на фундаменте кран-балкой в такой последовательности: сначала устанавливают раму, выверяя ее, затем барабан, редуктор, промежуточные валы, муфты, тормоза и двигатели. 5.2.4. Лебедку маневрирования конусами устанавливают на регулируемые клиновые подкладки. Допускаемое отклонение от горизонтальности 0,1 мм на 1 м длины. Допускаемое отклонение поперечной оси барабана лебедки относительно оси упряжи балансиров ± 10 мм. 5.2.5. После подливки лебедки вручную прокручивают барабаны большого и малого конусов и через верхние люки проверяют зацепление шестеренных пар. Барабаны устанавливают так, чтобы выступы соприкасались с кулачками большой шестерни. Это соответствует положению барабанов при полностью закрытых конусах. Результаты проверки зацепления шестерен должны соответствовать ГОСТ 1643 - 81. 5.2.6. После заполнения системы централизованной смазки механизмов лебедки производят опробование ее работы вхолостую в течение 2 ч. Регулировку тормозов производят аналогично регулировке тормозов скиповой лебедки. 5.2.7. Перед установкой на лебедку цепи необходимо промыть керосином и смазать составом из машинного масла (70 %) и графита (30 %), после чего закрепить на барабанах лебедки. 5.2.8. Предварительно к перекрытию машинного зала временно подвешивают механизм предельного натяжения канатов и связанный с ним противоскручивающий механизм. 5.2.9. Спущенные с кровли машинного зала канаты барабанов большого и малого конусов соединяют на шести коушах с механизмом предельного натяжения канатов и цепями на барабанах лебедки, после чего регулируют механизм предельного натяжения канатов. Механизм должен отключать лебедку при минимальном (конус не загружен, контргрузы опираются на тележку) и максимальном (конус загружен шихтой) натяжениях канатов. 5.2.10. После центровки конусов производят окончательное испытание лебедки согласно п. 15.11 настоящих ВСН. 5.3. Атмосферные клапаны5.3.1. Атмосферные клапаны на доменной печи, а также клапаны на воздухонагревателях и пылеуловителях поступают на монтажную площадку в собранном виде комплектно с трубопроводами. 5.3.2. Предварительно у клапанов проверяют: состояние соприкасающихся поверхностей, на которых не допускаются трещины, раковины, задиры и другие дефекты; отклонение размеров рычагов от проектных; плотность прилегания тарелки клапана к седлу, причем зазор не должен превышать 0,05 мм по всей соприкасающейся поверхности. Проверку производят щупом; работу рычагов привода клапана. Они должны свободно перемещаться и в конечном положении плотно прижимать тарелку клапана к седлу. 5.3.3. Клапаны со "свечами" следует собирать на монтажной площадке, а устанавливать - на асбестовых прокладках, пропитанных насыщенным соляным раствором, с помощью башенного крана. 5.3.4. После установки соединяют рычаг привода клапана с лебедкой управления канатом. Для этого вдоль корпуса доменной печи в удобных для обслуживания местах приваривают кронштейны с блоками, выверяя их установку по шнуру. При работе канат, проложенный от приводной лебедки к клапану, не должен касаться металлоконструкций. 5.3.5. При гидравлическом приводе клапана производится монтаж системы трубопроводов от насосной станции до клапана с промывкой и заполнением этой системы маслом. 6. ОБОРУДОВАНИЕ ЛИТЕЙНОГО ДВОРА И ШАХТЫ ДОМЕННОЙ ПЕЧИ6.1. Фурменные приборы6.1.1. До начала монтажа фурменных приборов вокруг кожуха доменной печи монтируют монорельс с талями и принимают кольцевой воздухопровод с допусками согласно табл. 14 СНиП III-18-75. До монтажа на кожухе печи устанавливают фланцы фурменных приборов. Отверстия в кожухе должны быть вырезаны на предприятии, изготовляющем кожух, или организацией, монтирующей металлические конструкции. Допускаемое отклонение расположения отверстий в плане ± 2 мм, высотных отметок ± 2 мм. 6.1.2. Допускаемые отклонения при установке фланцев приведены в табл. 5. Таблица 5
Схема выверки фурменного прибора
1 - фурменный прибор; 2 - фальш-фурма; 3 - визирные марки; 4 - временная опора; 5 - светящаяся марка; 6 - теодолит Черт. 10 6.1.3. Выверку фланцев рекомендуется производить оптико-геодезическим методом с использованием фальш-фурмы. После выверки фланцы приваривают к кожуху печи. 6.1.4. Последовательность монтажа фурменных приборов: устанавливают фурменные приборы, временно закрепляя их на стяжных винтах. Предварительно должны быть выполнены футеровочные работы; окончательно выверяют в плане и по высоте фурменные приборы оптико-геодезическим методом (черт. 10). 6.1.5. С помощью приспособления (черт. 11) размечают отверстия на кольцевом воздухопроводе для приварки воздухоподводящего рукава. Схема разметки отверстий для патрубков на кольцевом воздухопроводе
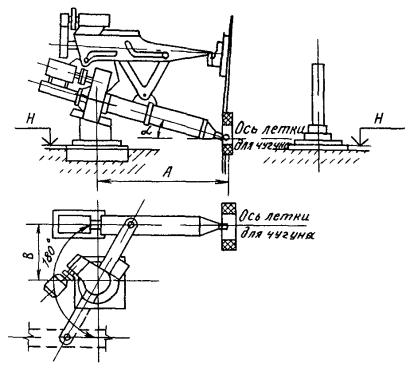
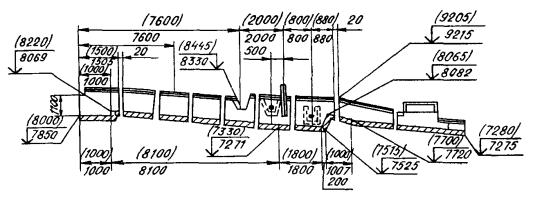
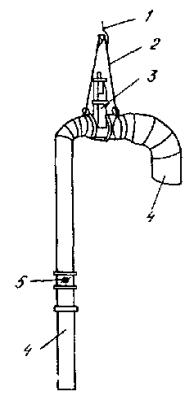
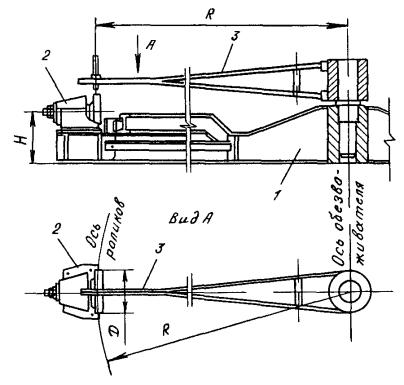
1 - фирменный прибор; 2 - приспособление для разметки; 3 - ось патрубка; 4 - кольцевой воздухопровод Черт. 11 6.1.6. По окончании обварки рукавов устанавливают асбестовые прокладки сечением 16 - 20 мм2, пропитанные горячим насыщенным 30 %-ным раствором поваренной соли в течение 3 ч, после чего затягивают болтовые соединения. Зазоры между боковыми поверхностями амбразур холодильников и огнеупорной кладкой зачеканивают шнуровым асбестом. Работу следует производить деревянными чеканками. 6.2. Пушка для забивки чугунной летки6.2.1. Опорные конструкции и фундамент под электропушку принимают согласно п. 2.5 настоящих ВСН. 6.2.2. Электропушку, имеющую захватный механизм (защелку), устанавливают с помощью мостового крана и полиспаста или предусмотренных проектом средств механизации для установки и ремонта пушки. Сначала по уровню (допускаемое отклонение от горизонтальности не более 0,1 мм на 1 м длины) устанавливают опорную плиту, затем колонну, на которую подвешивают пушку. Допускаемое отклонение от вертикальности не более 1 мм на всю высоту. 6.2.3. Положение пушки (черт. 12) и ее движение регулируют с учетом плавного подхода ее носка к чугунной летке. При подходе носка к центру летки защелка должна войти в захват и зафиксировать положение пушки. При движении пушка не должна задевать желоб для выпуска чугуна. После регулировки движения захват защелки приваривают к кожуху печи. Схема выверки электропушки
А; В, Н, α - контролируемые размеры Черт. 12 6.2.4. Установку электропушки (тип ПЭ 0.35/100) с замыканием реактивных усилий на колонну и опорную плиту (без защелки) производят по временной эстакаде или специально предусмотренным проектом направляющим надвижкой на фундамент (черт. 13) с последующей установкой фундаментных болтов. 6.3. Желоба для чугуна и шлака6.3.1. Под монтажный проем литейного двора подают желоба для чугуна и шлака в комплекте с отсечными устройствами, носками и креплениями. 6.3.2. Фундаменты под желоба принимают согласно п. 2.5 настоящих ВСН с выполнением исполнительной схемы (черт. 14). На схеме без скобок указаны фактические размеры, а в скобках - проектные. 6.3.3. Установку желобов слива чугуна и шлака начинают с желоба под леткой печи. Первые номера желобов устанавливают с помощью полиспастов, а остальные - мостовым краном. Желоба монтируют на подкладках из огнеупорного кирпича, используя для контроля геодезические приборы. Допускаемое отклонение от проектного уклона не более ± 10 мм. Крепление производят болтами, клиньями или прутьями. Схема монтажа электропушки
1 - мостовой кран; 2 - кольцевой воздухопровод; 3 - монтажная балка; 4 - полиспаст; 5 - отводной блок; 6 - домкрат реечный; 7 - поддерживающие козлы; 8 - эстакада Черт. 13 6.3.4. Последовательность монтажа поворотных желобов: на фундаментные болты устанавливают роликовые дорожки и плиты шарнирных опор, проверяя их по осям и отметкам (допускаемое отклонение расположения и высотных отметок ± 2 мм); соединяют желоб с опорной рамой и после футеровки устанавливают на место; на фундамент устанавливают привод, кривошип которого тягой соединяют с кронштейном опорной рамы желоба. 6.3.5. При монтаже механизма поворота желоба отклонение шатуна от горизонтальности не более 0,1 мм на 1 м. Пример составления исполнительной схемы на стационарный желоб
Черт. 14 6.3.6. Последовательность монтажа качающихся желобов: устанавливают опоры. Допускаемое отклонение от горизонтальности и вертикальности плоскостей не более 0,1 мм на 1 м длины; устанавливают люльку и на фундаменты ставят привод, кривошип которого шатуном соединяют с цапфой люльки. 6.3.7. После пробного перемещения конструкций поворотных и качающихся желобов над установленными чугуно- и шлаковозными ковшами опорные конструкции подливают бетоном. Допускаемое отклонение оси носка от центра ковша ± 100 мм. 7. ПЫЛЕУЛОВИТЕЛЬ7.1. Атмосферный клапан, лебедки, винтовой транспортер и пылеспускной клапан поставляют на монтажную площадку в собранном виде, испытанными на предприятии-изготовителе. 7.2. Перед монтажом оборудование рекомендуется укрупнять с элементами стальных конструкций в следующие блоки: нижний конус и пылеспускной клапан; внутренняя труба, опорное кольцо и седло отсекающего клапана; кожух отсекающего клапана с футеровочными плитами и люком; копер отсекающего клапана с площадками и консольным краном; свеча с футеровкой и атмосферным клапаном. 7.3. Перед установкой отсекающего клапана необходимо проверить соответствие горловины пылеуловителя и корпуса клапана проекту. Допускаемые отклонения приведены в табл. 6. Таблица 6
7.4. Крышку отсекающего клапана монтируют с учетом установки штанги. Допускаемое отклонение от соосности штанги клапана с крышкой и седлом ± 3 мм. Соосность регулируется перемещением направляющего блока лебедок и крышки клапана (черт. 15). Схема проверки соосности штанги клапанов с крышкой и седлом
1 - седло клапана; 2 - клапан; 3 - штанга; 4 - крышка клапана; 5 - направляющий блок; а1, а2, с, с2 - контролируемые размеры Черт. 15 7.5. К нижней горловине пылеуловителя крепят пылеспускной клапан, проверяя плотность прилегания клапана к седлу щупом толщиной 0,05 мм. Допускаются местные зазоры 0,05 мм на дуге до 50 мм. 7.6. Лебедки управления атмосферными клапанами и винтовые транспортеры монтируют стреловыми кранами. Опорные конструкции для установки винтового транспортера и фундамента лебедки принимают согласно п. 2.5 настоящих ВСН. 7.7. При монтаже винтового транспортера допускаемое отклонение расположения в плане и по высоте осей шнеков пылеуловителя ± 2 мм. 8. ОБОРУДОВАНИЕ ГАЗООЧИСТКИ8.1. Оборудование скруббера, каплеуловителей, циклона-каплеуловителя, дроссельной группы и газопроводов следует монтировать блоками вместе с металлическими конструкциями с помощью самоходных или башенных кранов, применяющихся для монтажа металлических конструкций. 8.2. Рекомендуемый перечень монтажных блоков скруббера: кожух с кольцевыми площадками и водопроводным коллектором; верхний конус с площадками и дросселем; блоки газопроводов с задвижкой, клапаном, продувной свечой и площадками. 8.3. При сборке фланцы соединения дросселей, задвижек и заглушек следует уплотнять асбестовым шнуром, пропитанным горячим 30 %-ным раствором поваренной соли. Затяжку фланцевых отсеков следует выполнять последовательно в 3 - 4 приема. 8.4. Пневматическое испытание дросселей, задвижек и заглушек производят вместе с газопроводами. 9. ВОЗДУХОНАГРЕВАТЕЛИ9.1. Оборудование воздухонагревателей поступает на монтажную площадку в собранном виде испытанным на предприятии-изготовителе. 9.2. До начала монтажа оборудования должны быть приняты: фундаменты, опорные конструкции, мостовой кран, монорельсы, монтажные проемы, площадки, лестницы и ограждения, необходимые для безопасного производства монтажных работ. 9.3. Проект подачи огнеупорных материалов в воздухонагреватели должен быть согласован с организацией, монтирующей оборудование. 9.4. При отсутствии кровли здания воздухонагревателей оборудование (клапаны горячего дутья, отсечные и дроссельные клапаны, насосно-аккумуляторные станции и панели управления) монтируют строительным краном вместе с участками трубопроводов (черт. 16). 9.5. При закрытой кровле здания воздухонагревателей оборудование монтируют с помощью мостового крана укрупненными узлами вместе с ответными фланцами и приваренными к ним патрубками длиной 200 - 400 мм (черт. 17). Рекомендуемые схемы строповки арматуры показаны на черт. 18. 9.6. При сборке блоков фланцевые стыки арматуры с трубопроводами следует уплотнять асбестовой шнуровой прокладкой, пропитанной горячим 30 %-ным раствором поваренной соли. 9.7. Прокладки рекомендуется заводить в стыки трубопровода до затяжки болтов. При их укладке не следует допускать утолщений в местах соединений прокладок. Затяжку фланцевых соединений следует производить в 3 - 4 приема, завертывая гайки попеременно с диаметрально противоположных сторон, равномерно обходя все соединение. Схема строповки узла отделительного и дроссельного клапанов со смесительным воздухопроводом
1 - крюк крана; 2 - строп; 3 - отделительный клапан; 4 - воздухопровод; 5 - дроссельный клапан Черт. 16 Схема установки воздушно-разгрузочного клапана в сборе с ответными фланцами и патрубками
1 - трубопровод (ранее смонтированный); 2 - патрубок; 3 - воздушно-разгрузочный клапан; 4 - фланец; 5 - полубандаж (второй полубандаж условно не показан) Черт. 17 Схемы строповки
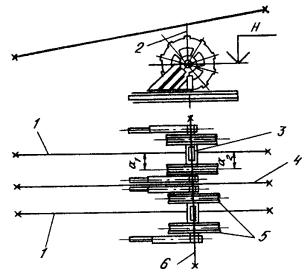
а - дымовой клапан; б - клапан горячего дутья; в - клапан холодного дутья; г - газовая горелка; 1 - стропы; 2 - деревянные подкладки Черт. 18 9.8. Вентиляторы и горелки монтируют мостовым краном, а вентиляторы, устанавливаемые в отдельном здании - с помощью кран-балки. При установке горелки с вентилятором допускаемое отклонение от горизонтальности вала вентилятора 0,03 мм на 1 м длины. 9.9. При монтаже воздушно-разгрузочного клапана необходимо насухо вытереть его поршень и цилиндр, а также проверить вращение дросселя: оно должно быть свободным, без заеданий и иметь по периметру зазор не более 1 мм. 9.10. Перед монтажом клапана горячего дутья проверяют положение диска. В закрытом положении он не должен опираться на корпус клапана, а в открытом - полностью уходить за пределы прохода в корпусе. 9.11. После установки клапана в проектное положение проверяют вертикальность установки штоков диска. Допускаемое отклонение штоков от вертикальности не более 1 мм на всю их длину. 9.12. При установке клапанов с механическим приводом необходимо проверить их работу сначала от ручного, а затем от электрического приводов. Клапаны должны свободно, без заеданий открываться и закрываться. Работу указателя положения клапана проверяют до установки его в проектное положение. 9.13. Клапан холодного дутья устанавливают так, чтобы под давлением воздуха в воздухопроводе заслонка прижималась к корпусу. Допускаемое отклонение клапана от горизонтальности не более 2 мм на весь диаметр фланца. 9.14. Клапан горячего дутья трубы для взятия доменной печи на тягу, минуя воздухонагреватели, монтируют вместе с участком трубопровода. 10. УСТАНОВКА ПРИДОМЕННОЙ ГРАНУЛЯЦИИ ШЛАКА10.1. Оборудование установки придоменной грануляция шлака монтируют мостовыми кранами, расположенными над гидрожелобными агрегатами, эрлифтами и обезвоживателями. На перекрытие установки обезвоживателей рекомендуется дополнительно установить автокран грузоподъемностью 3 - 5 т. 10.2. Опорные конструкции под оборудование установки придоменной грануляции шлака должны быть приняты в соответствии с пп. 2.5, 2.6 настоящих ВСН. 10.3. Оборудование установки монтируют параллельно с монтажом трубопроводов для подачи воздуха и воды ко всем агрегатам. 10.4. Гидрожелобный агрегат монтируют отдельными блоками с помощью мостового крана или тали, установленных для обслуживания агрегата в период эксплуатации. Первый блок должен быть смонтирован относительно шлакового желоба с допускаемым отклонением уклона ± 10 мм. 10.5. Эрлифт поступает отдельными элементами, которые собирают внутри отстойника шлака. Трубы эрлифта подают вниз и собирают методом наращивания секций снизу вверх. После сборки эрлифт испытывают водой и воздухом под давлением, превышающим на 15 % проектное, в течение 10 мин. 10.6. На монтажной площадке обезвоживатель собирают в следующие блоки: секции опорной рамы, центральная опора, секции поворотной рамы с зубчатым венцом, центральная секция поворотной рамы, днище, обезвоживающие секции, элементы кольца и секции паросборника. Эти блоки подают внутрь здания под монтажный проем и поднимают на площадку для монтажа мостовым краном. В первую очередь устанавливают опорную раму. 10.7. Сведение отверстий для анкерных болтов под обезвоживатель в опорных конструкциях производят по шаблону, снятому с опорной рамы обезвоживателя. Центральную секцию опорной рамы в сборе с осью поднимают на проектную отметку и устанавливают на опорные конструкции. При этом допускаемое отклонение оси секции от вертикальности должно быть не более 0,3 мм на 1 м. 10.8. Наружное кольцо опорной рамы подают четырьмя секциями, укрупненными на монтажной площадке. Секции опорной рамы устанавливают в проектное положение и стыкуют между собой на болтах. Выверку секций (черт. 19) производят с помощью приспособления для центровки ("флажка"), поставляемого предприятием-изготовителем. Контрольным размером является расстояние от оси вращения до оси опорного ролика. Допускаемое отклонение ± 3 мм. 10.9. Рельс-копир устанавливают и выверяют по "флажку", после чего его закрепляют. При этом должно быть обеспечено совпадение торцов рельса-копира с сопрягаемыми торцами рельсов, без зазоров и уступов. Затем устанавливают опорные ролики, положение которых в радиальном направлении контролируют "флажком", а по высоте - оптическими инструментами. 10.10. После крепления кольца на болтах собирают связи между центральной секцией и наружным кольцом. По окончании монтажа и выверки всех соединений производят проектное закрепление. 10.11. Установленные секции желоба гидрозатвора выверяют по "флажку" и приваривают к опорной раме. Нож гидрозатвора укладывают в смонтированный желоб, регулируя зазор между стенками желоба и ножом, и временно фиксируют. 10.12. Центральную секцию поворотной рамы устанавливают с помощью мостового крана; положение рамы и высотные отметки регулируют винтовыми домкратами. Наружное кольцо поворотной рамы подают четырьмя секциями, собранными на монтажной площадке с зубчатым сектором и рельсом. Первую секцию устанавливают на опорные ролики и выверяют по "флажку", при этом необходимо обеспечить контакт рабочей поверхности опорного рельса не менее чем с пятью роликами. Установленную и выверенную секцию стыкуют связями с центральной секцией поворотной рамы. Схема выверки секции опорной рамы
1 - опорная рама; 2 - опорный ролик; 3 - центрирующее приспособление (флажок); R, Н - контролируемые размеры; D - диаметр ролика Черт. 19 10.13. В том же порядке устанавливают и выверяют остальные секции, стыкуя их между собой и с центральной секцией на болтах, после чего убирают домкраты. При проверке поворотной рамы в любом положении должен быть обеспечен контакт рабочей поверхности опорного рельса не менее чем с 75 % общего числа установленных опорных роликов. 10.14. Монтажными клиньями поднимают нож гидрозатвора и приваривают его к поворотной раме. При вращении поворотной рамы нож не должен касаться стенок желоба. 10.15. Монтируют откидные днища с установленными кантующими роликами. Отклонение соприкасающихся поверхностей всех днищ от горизонтальности ± 2 мм. При монтаже необходимо обеспечить свободный, без заеданий поворот откидных днищ при прохождении их по рельсу-копиру. На всем пути перемещения кантующий ролик не должен сходить с рабочей поверхности рельса. При прохождении разгрузочной кривой откидное днище не должно перемещаться в вертикальной плоскости. 10.16. При установке привода обезвоживателя отклонение от соосности валов допускается не более ± 0,1 мм. 10.17. Все секции обезвоживателя устанавливают на поворотной раме строго над откидными днищами, причем зазор между соприкасающимися поверхностями днищ и секциями обезвоживателя не должен превышать 2 мм. 10.18. Паросборник монтируют в такой последовательности: подают кольцо паросборника, состоящее из секций. Первую секцию устанавливают на опорные балки с таким расчетом, чтобы не задеть нож гидрозатвора. Это положение фиксируют клином. Остальные секции паросборника устанавливают по первой секции и стыкуют между собой на болтах. Общее положение опорного кольца регулируют прокладками. Допускается перекос стыкуемых поверхностей до 5 мм. 11. ЧУГУНОВОЗЫ И ШЛАКОВОЗЫ11.1. Чугуновозные ковши собирают с помощью мостового крана в депо для ремонта ковшей или на площадке с тупиковыми железнодорожными путями с помощью самоходного крана. 11.2. Сборку ковшей начинают с установки на рельсы ходовых тележек, на которые укладывают несущую раму, а затем ковш. 11.3. Сборку ковшей закрытого (миксерного) типа вместимостью 420 т производят в таком порядке. Собирают восьмиосные тележки путем последовательного укрупнения двухосных тележек в четырехосные и четырехосных - в восьмиосные. При этом тележки соединяют продольными балками, на которые укладывают шкворневые балки. 11.4. Собранные две четырехосные тележки соединяют главными соединительными балками, которые опираются на шкворневые балки. В центральную часть главных балок запрессовывают оси фиксаторов, служащих для крепления подшипниковой опоры. На главную соединительную балку устанавливают опорные колонны и корпуса подшипниковых узлов. 11.5. На две собранные восьмиосные тележки устанавливают корпус ковша, поставленный в сборе с подшипниковыми узлами. 11.6. После установки корпуса на тележки к соединительным балкам приваривают кронштейны для крепления пружинных компенсаторов и устанавливают удерживающие устройства. 11.7. На цапфу с помощью большой гидрошайбы надвигают тихоходный редуктор привода наклона ковша, а на вал тихоходного редуктора с помощью малых гидрошайб напрессовывают навесные приводы. 11.8. По окончании сборки основных механизмов монтируют трубопроводы систем смазки и торможения, устанавливают кабину и футеруют корпус. 11.9. Сборку чугуновозов закрытого (миксерного) типа вместимостью 150, 250 и 600 т производят аналогично из типовых четырех-, трех- или двухосных железнодорожных ходовых тележек в зависимости от типа ковша. 11.10. Собранный и зафутерованный ковш испытывают на холостом ходу. 11.11. Шлаковозы могут быть изготовлены с механизмом кантования чаши или без него. При сборке шлаковозов необходимо обеспечить параллельность зубчатых реек между собой, на которые опирается чаша, и перпендикулярность их к продольной оси шлаковоза. Допускаемое отклонение от параллельности и перпендикулярности не более 3 мм. 11.12. После сборки механизм кантования сначала прокручивают без шлаковозной чаши, проверяя плавность его работы без нагрузки. Затем проверяют работу механизма с чашей, которая должна поворачиваться плавно, без заеданий и рывков. 12. ОБОРУДОВАНИЕ ДЛЯ РАЗЛИВКИ ЧУГУНА12.1. Разливочная машина поступает на монтажную площадку отдельными узлами, прошедшими контрольную сборку на предприятии-изготовителе. Привод с рамой поставляют в собранном виде с насаженными на валы полумуфтами. 12.2. До начала монтажа оборудования все металлоконструкции и опорные балки должны быть закреплены и подлиты бетоном согласно проекту. При приемке опорных конструкций допускаемое отклонение от горизонтальности 5 мм (на всю длину) и смещение от оси разливочной машины ± 2 мм. 12.3. Монтаж разливочной машины рекомендуется производить при открытом каркасе здания по совмещенному графику. В этом случае подъем и установку оборудования разливочной машины производят самоходными кранами. При монтажных работах в закрытом здании используют мостовой кран. 12.4. На монтажной площадке, вблизи разливочной машины, укрупняют звенья цепи (плети из 5 - 10 звеньев в плети из 15 - 20 звеньев). Собирают цепи строго по маркировке. При сборке изложниц контролируют расстояние между центрами звеньев цепи. Схема установки приводных звездочек
1 - монтажные оси разливочных конвейеров; 2 - отвес; 3 - уровень; 4 - монтажная ось разливочной машины; а1, а2, Н - контролируемые размеры; 5 - звездочки; 6 - монтажная ось звездочек Черт. 20 12.5. На принятых в монтаж опорных конструкциях собирают разливочную машину в такой последовательности. В первую очередь на раму устанавливают привод конвейера, а затем натяжные и приводные валы со звездочками (черт. 20). Перекос звездочек натяжного и приводного устройств относительно продольной оси разливочной машины (разность замеров а1 и а2) допускается до 0,5 мм. Допускаемое отклонение валов от горизонтальной плоскости 0,2 мм на 1 м. Допускаемое смещение осей звездочек в плане и по высоте ± 2 мм. 12.6. Направляющие натяжных устройств должны быть параллельны оси разливочной машины. Допускаемое отклонение от параллельности не более 0,5 мм на длину направляющих. Между буртами подшипников и направляющими должен быть оставлен зазор 2 мм. 12.7. Допускаемое смещение осей опорных роликов ± 1 мм. Перекос роликов относительно продольной оси и разность высотных отметок роликов, находящихся в одном поперечном сечении конвейера, допускается не более 0,5 мм. 12.8. После монтажа и выверки приводной и натяжной станций, а также опорных роликов приступают к монтажу конвейера с изложницами. С помощью монтажных кранов или мостового крана собранные в плети звенья подают и укладывают на разливочную машину и перемещают лебедкой вверх на длину плети. 12.9. При сборке конвейера проверяют, чтобы отклонение длины каждого звена от проектного не превышало 0,5 мм, а разность длин правой и левой плетей, состоящих из пяти звеньев, не превышала 1 мм. Это достигается подбором колец и втулок цепи с соответствующими размерами. 12.10. Изложницы должны быть установлены так, чтобы задний бурт одной изложницы прикрывал передний бурт другой. Зазоры между изложницами должны быть не менее 1 мм (черт. 21). 12.11. После установки всех изложниц и регулировки их положения монтируют боковые ролики с зазором 2 мм между звеном цепи и поверхностью ролика. Схема проверки зазоров между изложницами
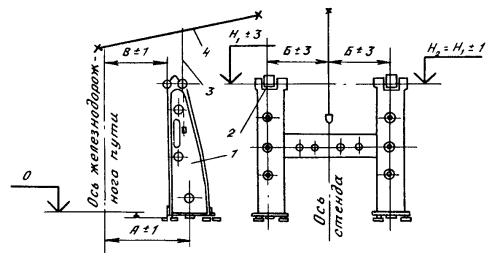
1 - изложницы; 2 - звенья цепи; а - контролируемый размер Черт. 21 12.12. При установке опрыскивателя проверяют перпендикулярность его вала к оси ленты и горизонтальность вала. Допускаемое отклонение от перпендикулярности не более 2 мм на 1 м и от горизонтальности - не более 0,1 мм на 1 м. Ось симметрии вала с дисками должна совпадать с осью ленты. Допускаемое параллельное смещение осей не более 5 мм. Вал опрыскивателя с дисками должен легко вращаться от руки и не иметь дебаланса. Схема выверки стенда
1 - стенд; 2 - уровень; 3 - отвес; 4 - монтажная ось; А, Б, В, Н1, Н2 - контролируемые размеры с указанными допусками Черт. 22 12.13. После установки всех изложниц, регулировки их положения и установки опрыскивателей монтируют централизованную систему смазки. 12.14. При монтаже устройства для погрузки чугунных чушек на платформы следует проверить правильность установки футеровочных плит. Зазоры между плитами допускаются не более 5 - 10 мм; болтовые соединения, крепящие броневые плиты, должны быть надежно предохранены от самооткручивания. Перекидка желобов должна совершаться плавно, без перекосов и заеданий; желоба должны быть установлены под углом, обеспечивающим нормальный сброс чушек на платформы. 12.15. По окончании монтажа разливочной машины монтируют трубопроводы опрыскивания для охлаждения чушек при движении конвейера. 12.16. Установка желоба для слива чугуна из ковшей должна быть выполнена с уклоном, указанным в проекте. Носок сливного желоба должен отстоять от верха изложницы на 50 - 60 мм. 12.17. При монтаже кантовальной лебедки и стойки с блоками необходимо проверить, чтобы их отклонение от проектных осей и высотных отметок не превышало 5 мм. Допускаемое отклонение путей движения тележки от оси разливочной машины ± 2 мм. Разность высотных отметок головки рельсов в одном поперечном сечении допускается не более 1 мм. 12.18. При монтаже стенда (черт. 22) необходимо проверить: разность высотных отметок опор стенда между собой (± 1 мм); допускаемое отклонение опор от горизонтальности (0,5 мм на всю длину); смещение осей стоек стенда относительно оси конвейера (± 3 мм); отклонение проектного расстояния от оси стенда до оси железнодорожного пути (± 1 мм). 12.19. Стенд с установленным на него пустым ковшом окончательно проверяют и подливают бетоном, проверяя заполнение бетоном пазух в опорах стенда. 13. ОХЛАЖДЕНИЕ ДОМЕННОЙ ПЕЧИ13.1. Отверстия в кожухе печи под болты и заклепки для крепления кронштейнов, плит, фланцев и отверстия для выводных трубок холодильников должны размечаться по шаблонам, снятым с устанавливаемого оборудования или выполненным в соответствии с проектными размерами оборудования. 13.2. Головки заклепок (изнутри и снаружи), а также металлические прокладки между фланцем и кожухом после приклепки кронштейнов подвесок футеровочных плит колошника должны быть зачеканены. 13.3. До установки холодильных плит фурменной зоны необходимо: приварить к кожуху фланцы фурменных приборов; вставить серьгу натяжного устройства фурменного прибора в кожух печи и приварить ее к кожуху печи; проверить установку и приварку фланцев шлаковых приборов и рамы чугунной летки; проверить в подготовительный период, чтобы в холодильных плитах, принимаемых в монтаж, отклонение от проектных расстояний между осями выводных трубок не превышало 5 мм и отклонение по длине выступающих концов трубок составляло не более 15 мм. 13.4. Разбивка осей холодильных плит и отверстий должна производиться по поверхности кожуха печи с допускаемым отклонением ± 2 мм. Рекомендуется разбивку осей холодильных плит и выполнение отверстий в элементах кожуха печи производить на предприятии-изготовителе. Обвязку трубопроводов рекомендуется осуществлять на элементах кожуха до их монтажа. 13.5. Швы между смежными холодильными плитами заделываются замазкой, состав которой приведен в "Инструкции по футеровке и сушке доменных печей и их вспомогательных устройств" (Гипромез). Холодильные плиты лещади, горна, заплечиков, распара и плитовые холодильники шахты 13.6. Монтаж холодильных плит горна должен начинаться с установки этих плит с отверстиями для рамы чугунной летки. 13.7. Допускаемое отклонение проектной отметки верхней плоскости каждого ряда холодильных плит лещади, горна, заплечиков и распара ± 10 мм. Взаимное смещение верхних плоскостей отдельных холодильных плит не должно превышать 10 мм. 13.8. В горизонтальных швах между смежными холодильными плитами допускаются минимальные зазоры 30 мм. 13.9. Все холодильные плиты должны устанавливаться на одинаковом расстоянии от кожуха печи. Допускаемое отклонение зазора между кожухом и холодильной плитой -5 +10 мм. 13.10. При установке холодильных плит должны быть выдержаны проектные размеры между осями выводных трубок двух смежных холодильных плит. Допускаемое отклонение ± 10 мм. 13.11. Зазоры между кожухом печи и холодильными плитами должны заливаться раствором, состав которого указан в "Инструкции по футеровке и сушке доменных печей и их вспомогательных устройств" (Гипромез). Водяное охлаждение 13.12. Холодильники печи в шлаковых летках, запорная трубопроводная и контрольно-регулирующая арматура должны иметь паспорта предприятия-изготовителя с указанием данных заводских испытаний. В соответствии со схемами и чертежами трубопроводы должны быть разбиты на монтажные блоки, обеспечивающие параллельное ведение монтажа всех зон охлаждения. Каждый блок должен быть промаркирован. 13.14. Изготовленные узлы трубопроводов собирают в блоки вместе с арматурой и испытывают водой под давлением 0,8 МПа (8 кгс/см2), после чего продувают воздухом. На концы труб ставят заглушки. Каждый узел снабжают биркой с номером и шифром в соответствии с маркировкой на чертежах и схемах водяного охлаждения. 13.15. Обнаруженные при испытании трубопроводов дефекты устранять подчеканкой или сваркой не допускается. Участки труб с дефектами должны быть заменены. 13.16. Холодильники, шлаковые амбразуры, арматуру и насосы монтируют в соответствии с ППР, в котором должны быть предусмотрены средства и способы подачи, установки, крепления оборудования, а также средства и мероприятия по обеспечению безопасных условий работ. 13.17. Перед монтажом на кожухе печи размечают места установки трубопроводов с указанием номера и шифра линии от патрубков холодильников до соответствующих коллекторов. Всю систему трубопроводов разбивают на четыре-шесть участков, на которых необходимо организовать одновременную работу по всей системе водяного охлаждения. 13.18. Узлы трубопроводов в зону монтажа подают башенным краном. Коллекторы и трубопроводы монтируют с обслуживающих площадок печи. 13.19. Перед установкой контрольно-регулирующей, запорной и соединительной арматуры резьбу на концах труб необходимо обмотать льном, пропитанным суриком. 13.20. При монтаже должны быть обеспечены условия, исключающие изгиб концов труб холодильников, фурменных и шлаковых амбразур, стояков, стыков и отводов. До установки проектных опор узлы и собранные в пакеты трубопроводы закрепляют распорками из уголка. После монтажа систем охлаждения доменной печи и охлаждения фурменных и шлаковых приборов все трубопроводы с контрольно-регулирующей и запорной арматурой испытывают под давлением 0,8 МПа (8 кгс/см2). Порядок испытаний и их продолжительность должны быть определены программой, разработанной совместно с заказчиком. 13.21. После испытания водой вся система должна быть продута воздухом до полного удаления влаги и сдана по акту рабочей комиссии. Испарительное охлаждение 13.22. Оборудование, поступающее на монтажную площадку, должно иметь документацию предприятия-изготовителя. Холодильные плиты, баки-сепараторы, амбразуры фурменных приборов и шлаковые летки должны быть испытаны на предприятии-изготовителе водой под давлением 1,5 МПа (15 кгс/см2). 13.23. Разбивку на монтажные блоки, изготовление и маркировку узлов трубопроводов, коллекторов, опускных и напорных стояков следует производить в соответствии с п. 13.13 настоящих ВСН. 13.24. Испытание собранных в блоки узлов трубопроводов следует производить под давлением 1,5 МПа (15 кгс/см2). Исправление дефектов сваркой не допускается. 13.25. Баки-сепараторы собирают в блоки вместе со стальными конструкциями галереи испарительного охлаждения и обвязывают трубопроводами с установкой запорной и контрольно-измерительной арматуры. Затем их доставляют на монтажную площадку автомобильным транспортом и устанавливают в проектное положение с помощью строительного крана. 13.26. После установки любых двух смежных рядов холодильных плит и обрезки выходных патрубков до проектных размеров приступают к изготовлению трубопроводов ("калачей"), соединяющих между собой две смежные по вертикали холодильные плиты. Рекомендуется для изготовления "калачей" применять промаркированные шаблоны, по которым на производственной базе изготовляются "калачи". 14. РЕКОНСТРУКЦИЯ ДОМЕННЫХ ЦЕХОВ14.1. Основными факторами, влияющими на выбор методов и средств монтажа оборудования на территории действующего цеха при выполнении работ по реконструкции, являются: стесненность территории доменных цехов, приводящая к ограничению фронта строительно-монтажных работ, выбора и использования площадок складирования, зон действия монтажных механизмов; высокая степень насыщенности зданий и сооружений цеха оборудованием и трубопроводами: большое количество межцеховых эстакад, галерей и т.п.; большая высота основных объектов цеха; повышенная опасность действующего производства, приводящая к необходимости дополнительных инженерных мероприятий по обеспечению нормальных условий труда. 14.2. Как правило, реконструкция проводится в период капитального ремонта доменной печи. 14.3. При проведении реконструкции с остановкой доменной печи механомонтажные работы разделяются на три части: работы доостановочного периода; работы периода остановки; работы послеостановочного периода. Работы доостановочного периода разделяются на подготовительные и основные. 14.4. В подготовительный период монтажной организацией, кроме мероприятий, указанных в п. 2.4 настоящих ВСН, должны быть выполнены также следующие мероприятия: 14.4.1. Составлен и утвержден главным инженером график подготовительных работ к реконструкции объекта или агрегата. 14.4.2. Уточнены и распределены по бригадам объемы работ. Выполнение монтажных работ должно поручаться комплексным бригадам. При этом с целью сокращения их сроков необходимо произвести специализацию бригад (звеньев): выполнение монтажа отдельных видов оборудования или отдельных операций. Рабочие должны пройти инструктаж по технике безопасности в соответствии с правилами техники безопасности, действующими в доменном цехе. 14.4.3. Проверено наличие и комплектность монтируемого оборудования. 14.4.4. При технической целесообразности и больших объемах реконструкции на территории доменного цеха должен быть создан участок при производственной базе монтажного управления. 14.4.5. Расставлены (там, где это возможно, до остановки оборудования) монтажные механизмы (краны, тали, лебедки и т.п.), размещены в зоне монтажа пункты распределения электроэнергии, сжатого воздуха, кислорода (посты подключения). 14.4.6. Смонтированы проектные подъемно-транспортные механизмы по возможности без остановки производства). 14.4.7. Организована круглосуточная диспетчерская связь. 14.4.8. Организована работа транспорта для доставки оборудования, материалов и т.п. в зону реконструкции. 14.4.9. Проверены особые условия выполнения работ (подачи и вывозки оборудования, монтажа оборудования в "мертвой" зоне мостовых кранов и др.). 14.5. В доостановочный период должны быть выполнены строительно-монтажные работы на вновь спроектированных зданиях и сооружениях, входящих в состав реконструируемого объекта, а также на объектах, которые могут быть остановлены до остановки основного производства. 14.6. До начала реконструкции оборудования заказчик обязан выполнить следующие работы: 14.6.1. Очистить оборудование и рабочие площадки от пыли, шихтовых материалов, наледей и т.п. 14.6.2. Оборудовать посты подключения электросварочного оборудования и пневмоинструмента. 14.6.3. Снять напряжение с приводов механизмов, разобрать электрические схемы и отключить газопроводы. 14.6.4. Произвести демонтаж оборудования. 14.7. После выполнения этих мероприятий заказчик производит сдачу объекта для производства работ (реконструкции) по акту, подписанному заказчиком, генподрядчиком, монтажным управлением и утвержденному главным инженером завода (комбината). 14.8. На период реконструкции назначаются ответственные лица (начальники реконструкции) от заказчика (доменного цеха) и монтажного управления. 14.9. Начальник реконструкции от заказчика выдает наряд-допуск на право производства работ начальнику реконструкции от монтажного управления. 14.10. После завершения всех работ производится индивидуальное испытание смонтированного оборудования без нагрузки в соответствии с разделом 15 настоящих ВСН. 14.11. Важнейшим условием реконструкции доменной печи является максимальное сокращение периода остановки (срока остановки старой печи до задувки новой). 14.12. Основные особенности организации реконструкции доменных цехов приведены в главе 15 "Руководства по организации строительного производства в условиях реконструкции промышленных предприятий, зданий и сооружений" (М.: Стройиздат, 1982). 15. ИСПЫТАНИЕ СМОНТИРОВАННОГО ОБОРУДОВАНИЯ. ПРИЕМКА РАБОТ15.1. Индивидуальное испытание оборудования без нагрузки проводят в соответствии с требованиями СНиП 3.05.05-34 и технической документацией предприятий-изготовителей оборудования. 15.2. При индивидуальном испытании оборудования выполняют требования, предусмотренные рабочей документацией, стандартами и техническими условиями, необходимые для проведения индивидуальных испытаний машин, механизмов и агрегатов с целью подготовки оборудования к приемке рабочей комиссией для комплексного опробования. 15.3. К началу индивидуального испытания оборудования должны быть закончены монтаж систем смазки, гидравлики, пневматики и охлаждения, а также монтаж и наладка электрооборудования и средств автоматизации, систем защиты и контроля в объеме, необходимом для проведения индивидуальных испытаний. 15.4. В процессе испытаний необходимо устранить обнаруженные дефекты монтажа и неисправности оборудования, которые в первом случае исправляет монтажная организация, а во втором - предприятие-изготовитель оборудования. 15.5. Индивидуальные испытания оборудования проводит монтажная организация по программе, утвержденной в установленном порядке предприятием-изготовителем. Сроки проведения индивидуального испытания устанавливают графиками, разработанными генподрядчиком совместно с механомонтажными, электромонтажными и электроналадочными организациями и согласованными с заказчиком. 15.6. Индивидуальное испытание без нагрузки отдельных видов оборудования доменных цехов проводят с соблюдением требований, изложенных в пп. 15.7 - 15.21 настоящих ВСН. 15.8. Испытание роторного вагоноопрокидывателя с незагруженным вагоном проводят вхолостую с регулировкой захватов, тормозов и положения конечных выключателей. Первое прокручивание вагоноопрокидывателя выполняют короткими включениями привода до крайних положений вагона при прямом и обратном ходах. После регулировки захватов и тормозов вагоноопрокидыватель со специально загруженным вагоном прокручивают в течение 4 ч. 15.10. Испытание загрузочного устройства проводят в течение 4 ч непрерывной работы. 15.12. Атмосферные клапаны испытывают с контргрузом, установленным согласно проекту, в течение 10 мин. При закрытом клапане тарелка должна плотно прилегать к седлу. В акте сдачи рабочей комиссии должно быть указано состояние соприкасающихся поверхностей. 15.13. Механомонтажные организации участвуют в испытании для проверки на плотность и прочность кожуха доменной печи, проверяют места присоединения фурменных амбразур, шлаковых приборов, фланцев, трубопроводов холодильников, байпасов трубопроводов на колошниковой площадке. 15.14. Испытание на плотность и прочность кольцевого воздухопровода с фурменными приборами, оборудования систем пылеуловителей, газоочистки и воздухонагревателей проводят вместе со стальными конструкциями (кожухами, трубопроводами и т.п.) в соответствии с пп. 3.17 - 3.42 СНиП III-18-75. 15.15. При испытании пылеуловителей винтовые транспортеры отделяют от пылеуловителя заглушками. 15.16. Пушку для забивки чугунной летки испытывают с загруженной в полость цилиндра леточной массой. При этом регулируют точность подхода носка к летке. Испытание и регулировку производят до тех пор, пока не добьются проектного подхода носка к летке. 15.17. Агрегаты установки придоменной грануляции шлака испытывают без нагрузки в течение 8 ч. 15.18. Опробование обезвоживателя вхолостую проводят в таком порядке: проверяют скорость вращения обезвоживателя (число оборотов в минуту); число опорных роликов, находящихся в контакте с поворотной рамой; перемещение роликов открывания днищ по рельсу-копиру. Число роликов, контактирующих при движении с поворотной рамой, должно быть не менее 75 % их общего числа. Причем следует обязательно проверить соответствие направления вращения обезвоживателя направлению, указанному в проекте. Обратное направление вращения недопустимо. 15.19. Собранный и зафутерованный чугуновозный ковш испытывают на холостом ходу, при этом проверяют работу механизма поворота корпуса и ходовой части чугуновоза. Механизм поворота корпуса испытывают в таком порядке. Поворачивают корпус на 180°, возвращают в исходное положение, поворачивают на 180° в противоположную сторону и возвращают в исходное положение. Испытываемые механизмы должны работать плавно, без рывков и заеданий. При испытании ходовой части чугуновоз прицепляют к тепловозу и передвигают по железнодорожному пути со скоростью до 10 км/ч. При этом проверяют работу сцепных устройств, тормозов, а также нагрев подшипников. При прохождении чугуновоза через отрезок пути с минимальным радиусом 120 м проверяют: наименьший зазор (должен быть не менее 10 мм) между боковыми поверхностями главной соединительной балки и боковыми поверхностями продольных балок четырехосных тележек; зазор (должен быть не менее 15 мм) между корпусом ковша и деталями ходовой части. При переходе с криволинейного участка пути на прямолинейный тележки чугуновоза должны возвращаться в исходное положение с помощью демпферных устройств и двигаться по прямолинейному участку пути без перекосов. Испытания чугуновоза под нагрузкой (с жидким чугуном) проводит заказчик. Испытание шлаковозов выполняется так же, как чугуновозов. 15.20. Испытание разливочной машины проводят в несколько этапов. Сначала на один оборот проворачивают вал звездочек, после чего периодически включают приводы машины. Опробование машины вхолостую проводят в течение 8 ч, при этом проверяют: нагрев подшипников, температура которых не должна превышать 60 °С; отсутствие вибрации при работе привода; зазоры (допускаются 1 - 4 мм) между звеньями цепи и ребордами роликов. Кантовальную лебедку, оборудование выдачи чушек и охлаждения изложниц испытывают раздельно в течение 4 ч. Опробование кантовальной лебедки проводят с установленным на стенде ковшом без чугуна. Кантовку ковша выполняют 10 раз, при этом толчки и резкие подъемы не допускаются. 15.21. Смонтированные системы испарительного охлаждения испытывают сжатым воздухом под давлением 0,6 МПа (6 кгс/см2), одновременно очищая всю систему от механических частиц. Воздух через дренаж подают по охлаждаемому контуру вертикальной секции холодильных плит сверху вниз. При этом следует закрыть входную задвижку и поочередно открывать вентили проверяемых холодильных плит. При продувке воздуха через холодильную плиту необходимо проверить правильность циркуляции в ней воздушного потока. По окончании испытаний воздух выпускают через дренажный вентиль спускного коллектора. По окончании всех работ систему испарительного охлаждения и трубопроводы с контрольно-регулирующей и запорной арматурой испытывают водой под давлением 1,5 МПа (15 кгс/см2). Порядок испытания и продолжительность должны быть определены программой, разработанной совместно с администрацией доменного цеха. После проведения испытаний и устранения всех обнаруженных дефектов каждую секцию следует промыть водой, которую подают из бака-сепаратора по опускным трубопроводам. 15.22. По окончании индивидуальных испытаний без нагрузки оборудование принимает по акту рабочая комиссия для комплексного опробования. 15.23. При сдаче оборудования рабочей комиссии монтажная организация предъявляет техническую документацию согласно СНиП 3.05.05-84. 15.24. Комплексное опробование оборудования вхолостую и под нагрузкой проводит заказчик с привлечением представителей генерального подрядчика, субподрядных организаций, проектировщиков и изготовителей оборудования. 15.25. Монтажная организация обеспечивает несение дежурств своим инженерно-техническим персоналом совместно с персоналом эксплуатации и генподрядчика для оперативного привлечения работников к устранению дефектов монтажных работ, выявленных в период комплексного опробования оборудования на эксплуатационных режимах. 16. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ ТРУДА16.1. При выполнении механомонтажных работ необходимо руководствоваться требованиями: системы стандартов безопасности труда (ССБТ); санитарно-гигиенических норм и правил Минздрава СССР; правил техники безопасности Госгортехнадзора СССР; Госэнергонадзора Минэнерго СССР; правил пожарной безопасности при производстве строительно-монтажных работ ГУПО МВД СССР; других правил техники безопасности, утвержденных в установленном порядке органами Государственного надзора или соответствующими министерствами и ведомствами СССР по согласованию с Госстроем СССР. 16.2. Конкретные мероприятия по технике безопасности, средства подмащивания и приспособления для обеспечения безопасных условий труда должны разрабатываться в ППР. 16.3. Организация работ в соответствии с ППР, контроль за применением монтажно-технологической оснастки, грузоподъемных машин, механизированного инструмента и средств защиты работающих, ответственность за их использование в соответствии с назначением и инструктаж рабочих о безопасных методах ведения работ возлагаются на инженерно-технических работников строительно-монтажных организаций. 16.4. Монтаж оборудования производится с применением средств подмащивания, обеспечивающих удобство работы и безопасность работающих. Средства подмащивания должны соответствовать требованиям СНиП III-4-80, ГОСТ 12.2.012-75, ГОСТ 24258-80, ГОСТ 24259-80. 16.5. Участки производства работ по монтажу тяжеловесного и крупногабаритного оборудования, расконсервации и обезжиривания, индивидуального испытания необходимо ограждать сигнальными и защитными ограждениями по ГОСТ 23407-78 и обозначать знаками безопасности по ГОСТ 12.4.026-76 и надписями установленной формы. 16.6. Во избежание падения рабочих монтажные проемы в технологические подвалы и глубокие приямки в фундаментах должны быть ограждены инвентарными защитными ограждениями, выполненными в соответствии с ГОСТ 12.4.059-78, или закрыты сплошным настилом. 16.7. Все лица, занятые на монтажных работах, должны быть обеспечены средствами индивидуальной защиты в зависимости от вида выполняемых работ, в соответствии с типовыми отраслевыми нормами бесплатной выдачи спецодежды, спецобуви и предохранительных приспособлений, утвержденными Госкомтрудом СССР и ВЦСПС, а также ГОСТ 12.4.011-75. 16.8. Механизированный инструмент и средства малой механизации, применяемые при производстве работ, должны быть исправны и использоваться строго по назначению. 16.9. Кантование и установка тяжеловесного оборудования в проектное положение с помощью одного или двух кранов, а также монтаж оборудования в зонах, не обслуживаемых мостовыми кранами с применением специальных траверс, должны производиться под непосредственным руководством специально назначенного инженерно-технического работника. 16.10. Строповку оборудования и конструкций следует осуществлять за специальные строповочные приспособления инвентарными стропами или специальными грузозахватными устройствами, изготовленными по утвержденному проекту. Расстроповку необходимо выполнять только после надежного проектного или временного закрепления монтируемых узлов. 16.11. Расконсервацию, очистку от коррозии и обезжиривание оборудования необходимо производить в специальных помещениях или на открытых площадках. Закрытые помещения должны быть оборудованы приточно-вытяжной вентиляцией. При использовании летучих химических веществ (бензина, уайт-спирита и т.п.) воздух в помещении следует периодически проверять на наличие в нем вредных веществ. Содержание вредных веществ в воздухе рабочей зоны не должно превышать предельно допустимых концентраций по ГОСТ 12.1.005-76. 16.12. Помещения и площадки, где проводятся работы по расконсервации и очистке оборудования, должны быть оборудованы противопожарным инвентарем. 16.13. Химические материалы, выделяющие вредные или взрывопожароопасные вещества, разрешается хранить на рабочих местах в количествах, не превышающих сменной потребности. Использованные кислотные и щелочные растворы, масла, растворители, обтирочный материал, отходы ингибированной бумаги должны собираться в специальную тару и регулярно вывозиться в отведенные места. 16.14. Перед проведением испытаний оборудования необходимо проверить наличие всех проектных кожухов, ограждений и систем сигнализации. Исправление выявленных при испытании дефектов на работающем оборудовании недопустимо. 16.15. При производстве работ на монтажной площадке одновременно несколькими строительно-монтажными организациями генподрядчик обязан совместно с субподрядными организациями разработать мероприятия по охране труда и технике безопасности, обязательные для всех организаций, принимающих участие в строительно-монтажных работах. 16.16. При проведении механомонтажных работ в условиях реконструкции должны быть разработаны мероприятия по предохранению рабочих и ИТР строительно-монтажных организаций от опасностей, связанных с действующим производством, а рабочих и ИТР действующего производства - от опасностей, связанных с работой строительно-монтажных организаций. Мероприятия по технике безопасности разрабатываются в составе ПОС и ППР, согласовываются с заказчиком (руководством доменного цеха) и при необходимости утверждаются в вышестоящей инстанции. 16.17. При производстве механомонтажных работ в условиях реконструкции необходимо руководствоваться, кроме перечисленных в п. 16.1 настоящих ВСН нормативных документов, правил и стандартов по технике безопасности, также главой 16 "Руководства по организации строительного производства в условиях реконструкции промышленных предприятий, зданий и сооружений" (М.: Стройиздат, 1982), а также "Правилами безопасности при ремонте оборудования на предприятиях черной металлургии". Приложение |