Сварка и родственные процессы. Часть 2 ПРОЦЕССЫ ПАЙКИ Термины и определения ISO 857-2:2005
ПредисловиеЦели и принципы стандартизации в Российской Федерации установлены Федеральным законом от 27 декабря 2002 г. № 184-ФЗ «О техническом регулировании», а правила применения национальных стандартов Российской Федерации - ГОСТ Р 1.0-2004 «Стандартизация в Российской Федерации. Основные положения» Сведения о стандарте 1 ПОДГОТОВЛЕН Федеральным государственным учреждением «Научно-учебный центр «Сварка и контроль» при МГТУ им. Н.Э. Баумана (ФГУ НУЦСК при МГТУ им. Н.Э. Баумана), Национальным агентством контроля и сварки (НАКС), Санкт-Петербургским государственным политехническим университетом (СПбГПУ) на основе собственного аутентичного перевода стандарта, указанного в пункте 4 2 ВНЕСЕН Техническим комитетом по стандартизации ТК 364 «Сварка и родственные процессы» 3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 4 августа 2009 г. № 278-ст 4 Настоящий стандарт идентичен международному стандарту ИСО 857-2:2005 «Сварка и родственные процессы. Словарь. Часть 2. Процессы пайки. Термины и определения» (ISO 857-2:2005 Welding and allied processes - Vocabulary - Part 2: Soldering and brazing processes and related terms) При применении настоящего стандарта рекомендуется использовать вместо ссылочного международного стандарта соответствующий ему национальный стандарт, сведение о котором приведено в дополнительном приложении С 5 ВВЕДЕН ВПЕРВЫЕ Информация об изменениях к настоящему стандарту публикуется в ежегодно издаваемом информационном указателе «Национальные стандарты», а текст изменений и поправок - в ежемесячно издаваемых информационных указателях «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячно издаваемом информационном указателе «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет ВведениеМеждународный стандарт ИСО 857-2:2005 разработан техническим комитетом ИСО/ТК 44 «Сварка и родственные процессы», подкомитетом ПК 7 «Термины и определения». ИСО 857-1:1998 и ИСО 857-2:2005 отменяют и заменяют стандарт ИСО 857:1990, который подвергся техническому пересмотру. ИСО 857 составлен в двух новых частях под общим названием «Сварка и родственные процессы. Словарь»: - часть 1. Процессы сварки металлов. Термины и определения; - часть 2. Процессы пайки. Термины и определения. ИСО 857-1 ограничивается сварочными процессами металлических материалов, сварочные процессы структурированы в более систематическом виде, чем в ИСО 857:1990. Процессы классифицированы в соответствии с их физическими характеристиками, например сварка давлением или сварка плавлением, а также по типам источников энергии. Были добавлены несколько новых процессов, а также был удален ряд процессов, вышедших из употребления. ИСО 857-2 ограничивается процессами пайки и организован также как и ИСО 857-1. Для лучшего понимания этих процессов были добавлены новые определения. Номера в круглых скобках, идущие после названий процессов, относятся к нумерации, использованной в ИСО 4063. Большинство определений сопровождаются схематическими рисунками, приведенными в качестве примеров. Запросы на официальное толкование любых аспектов данной части ИСО 857 необходимо направлять в Секретариат ИСО/ТК 44/ПК 7 через национальный орган по стандартизации. Полный перечень таких органов можно найти на сайте www.iso.org. НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ Сварка и родственные
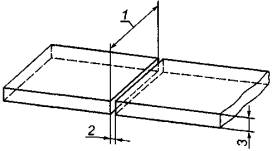
процессы. Часть 2 ПРОЦЕССЫ ПАЙКИ Термины и определения Welding and allied processes. Vocabulary. Part 2. Soldering and brazing processes. Terms and definitions Дата введения - 2010-07-01 1 Область примененияНастоящий стандарт устанавливает термины и определения, употребляемые при пайке металлов. 2 Нормативные ссылкиВ настоящем стандарте использована нормативная ссылка на следующий стандарт: ИСО 4063 Сварка и родственные процессы. Перечень и условные обозначения процессов 3 Термины и определения3.1 пайка: Процесс соединения деталей, при котором используют дополнительный расплавленный материал (припой) с температурой ликвидус ниже чем температура солидус основного(ых) материала(ов), который смачивает поверхности нагретого(ых) основного(ых) материала(ов) и заполняет узкий зазор между соединяемыми деталями. Примечания 1 Этот процесс в основном относится к металлам, но может также относиться к неметаллическим материалам. Химический состав припоя всегда отличается от состава соединяемых деталей. 2 Если процесс осуществляется без капиллярного эффекта, то он часто описывается как пайкосварка. 3.1.1 низкотемпературная пайка: Процесс соединения с применением припоя с температурой ликвидус не выше 450 °С. 3.1.2 высокотемпературная пайка: Процесс соединения с применением припоя с температурой ликвидус свыше 450 °С. 3.1.3 покрытие: Нанесение слоя или слоев материала на поверхность с целью получения желаемых свойств и/или размеров. 3.1.4 растекание припоя и заполнение зазора 3.1.4.1 смачивание: Растекание и адгезия тонкого непрерывного слоя расплавленного припоя по поверхности соединяемых деталей. 3.1.4.2 отсутствие смачивания: Отделение твердого припоя, который, хотя и растекался по поверхности соединяемых деталей, но не образовывал связь с ним из-за, например, недостаточной очистки или флюсования. 3.1.4.3 путь потока припоя: Путь, по которому расплавленный припой течет в соединении. 3.1.4.4 капиллярное давление: Поверхностное натяжение, которое перемещает расплавленный припой в зазор между соединяемыми деталями с учетом гравитации. 3.1.4.5 процесс образования связи: Процесс, при котором в результате металлургического взаимодействия создается связь между жидкой фазой припоя и твердым основным металлом. 3.2 Материалы для пайки 3.2.1 припой: Добавляемый металл для получения паяных соединений, который может быть в виде проволоки, вставок, порошка, паст и др. 3.2.2 флюс: Неметаллический материал, который в расплавленном состоянии способствует смачиванию, удаляя оксиды или другие вредные пленки с соединяемых поверхностей, и предотвращает их повторное образование в процессе соединения. 3.2.3 связующее вещество: Вещество, с помощью которого припои и/или флюсы связываются в виде порошков или паст для последующего применения при изготовлении соединения или могут формоваться в виде присадки. 3.2.4 ограничительное покрытие при пайке: Вещество, используемое для предотвращения нежелательного растекания расплавленного припоя. 3.2.5 основной материал: Паяемый материал. 3.2.6 защитная газовая среда при пайке: Газовая среда или вакуум, применяемые для удаления оксидов и других вредных пленок на соединяемых поверхностях или для предотвращения повторного образования таких пленок на предварительно очищенных поверхностях. 3.2.6.1 активная газовая среда: Газ, уменьшающий количество оксидов благодаря его большому сродству с кислородом. 3.2.6.2 нейтральная газовая среда: Газ, препятствующий образованию оксидов во время пайки. 3.2.6.3 вакуум: Среда, в которой давление значительно ниже атмосферного, вследствие чего уменьшается образование оксидов до уровня, приемлемого для удовлетворительной пайки, благодаря низкому парциальному давлению окислителя. Примечание - Подготовительная очистка смачиваемых поверхностей чрезвычайно важна, так как в вакууме может удалиться очень ограниченное количество оксидов. 3.3 Условия процесса 3.3.1 Характеристические температуры 3.3.1.1 температурный диапазон плавления припоя: Температурный диапазон от начала плавления (температуры солидус) до температуры конца плавления (температуры ликвидус). Примечание - Для некоторых припоев более характерна точка плавления, чем диапазон плавления. 3.3.1.2 температура пайки: Температура соединения, при которой припой смачивает поверхность или образуется жидкая фаза за счет приграничной диффузии и имеется достаточный объем жидкой фазы. Примечание - Для некоторых припоев эта температура ниже температуры ликвидус. 3.3.1.3 температура подогрева: Температура, при которой соединяемые детали выдерживаются до ее равномерного распределения. Примечание - Эта температура ниже температуры солидус припоя. 3.3.1.4 температурный интервал активности: Температурный интервал, в котором флюс или защитная газовая среда эффективны. 3.3.2 Характеристики времени процесса 3.3.2.1 время пайки: Время цикла пайки. 3.3.2.2 время нагрева: Время, в течение которого достигается необходимая температура пайки. Примечание - Время нагрева включает в себя время подогрева и может включать другие времена, например время дегазации. 3.3.2.3 время подогрева: Время, в течение которого паяемые детали выдерживают при температуре подогрева. 3.3.2.4 время выдержки: Время, в течение которого соединение выдерживают при температуре пайки. 3.3.2.5 время охлаждения: Время, в течение которого соединение охлаждают от температуры пайки до температуры окружающей среды. Примечание - Время охлаждения может включать в себя время, необходимое для последующей термической обработки паяного соединения. 3.3.2.6 общее время пайки: Период, включающий время нагрева, время выдержки и время охлаждения. 3.3.2.7 эффективное время флюса: Время, в течение которого флюс остается эффективным при пайке. Примечание - Эффективное время зависит от применяемой технологии. 3.4 Геометрические характеристики паяных соединений 3.4.1 соединение с малым зазором: Соединение, в котором зазор заполняется, главным образом, за счет капиллярного течения припоя, т.е. это либо стыковое соединение, либо нахлесточное соединение между параллельными паяемыми поверхностями деталей. Примечания 1 См. рисунки 1 и 2. 2 Ширина и длина нахлестки определяют площадь, по которой детали соединяются. 3 Возможна пайка излучением и пайка электрической дугой стыкового соединения с отбортовкой кромок и нахлесточного соединения со стыковыми швами.
1 - длина соединения, 2 - сборочный зазор, 3 - толщина детали
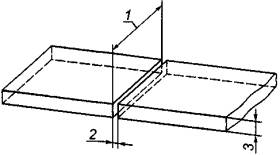
1 - длина соединения, 2 - сборочный зазор, 3 - длина нахлестки, 4 -
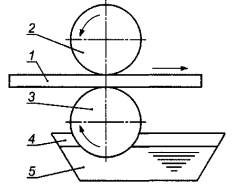
толщина детали 3.4.2 соединение с большим зазором: Соединение, в котором зазор заполняется припоем за счет гравитации. Примечания 1 На рисунке 3 показаны две детали с параллельными кромками, подготовленными к пайке. 2 Этот процесс часто описывают как пайкосварку. 3 Возможны пайка излучением и пайка электрической дугой стыкового соединения с отбортовкой кромок и нахлесточного соединения со стыковыми швами.
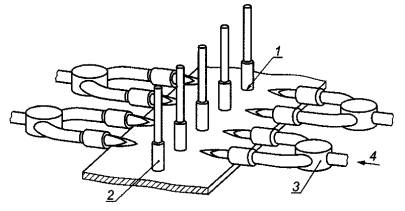
1 - длина соединения, 2 - сборочный зазор, 3 - толщина детали 3.4.3 паяльный зазор: Узкий зазор между паяемыми в основном параллельными поверхностями деталей, измеряемый при температуре пайки. 3.4.4 сборочный зазор: Узкий зазор между паяемыми в основном параллельными поверхностями деталей, измеряемый при комнатной температуре. 3.5 Паяные узлы Термины, относящиеся к паяным узлам, приведены на рисунках 4 и 5.
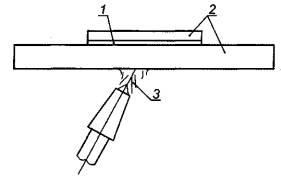
Рисунок 4 - Термины, относящиеся к деталям и материалам паяных узлов
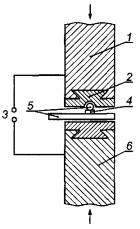
Материал 1 - основной материал; 2 - основной материал, претерпевший изменения при пайке; 3 - диффузионная (переходная) зона; 4 - металл припоя Узел IV - зона термического влияния, V - паяный шов Размеры t - толщина детали, J - эффективная ширина соединения, W- длина нахлестки Рисунок 5 - Схема паяного соединения 3.5.1 Узел 3.5.1.1 паяный узел: Узел, полученный с помощью пайки двух или более деталей. Примечание - Паяный узел может впоследствии стать деталью другого, большего по размерам узла. 3.5.1.2 паяный шов: Область соединения, включающая металл припоя и диффузионные/переходные зоны. 3.5.1.3 зона термического влияния: Зона основного металла, претерпевшего изменения при пайке. 3.5.2 Материалы 3.5.2.1 основной материал, претерпевший изменения при пайке: Металл, свойства которого отличаются от свойств основного материала из-за влияния процесса пайки. 3.5.2.2 диффузионная зона (переходная зона): Слои, образованные во время пайки с химическим составом, отличным от состава основного(ых) материала(ов) и состава припоя. 3.5.2.3 металл припоя: Металл, образующийся при пайке. Примечание - Так как припой расплавляется, то его химический состав может изменяться вследствие реакций с основным(и) металлом(ами). 3.6 Технология пайки 3.6.1 ручная пайка: Пайка, при которой все операции выполняют вручную. 3.6.2 механизированная пайка: Пайка, при которой все основные операции, за исключением загрузки-выгрузки заготовки, выполняют механически. 3.6.3 автоматическая пайка: Пайка, при которой все операции, включая все вспомогательные операции, такие как смена заготовки, выполняют автоматически. 3.6.4 пайка с добавлением припоя: Процесс, во время которого детали нагреваются в зоне соединения до температуры пайки и припой доводится до температуры плавления, главным образом, благодаря контакту с паяемыми деталями. 3.6.5 пайка с предварительной укладкой припоя: Процесс, во время которого припой помещают в область соединения до нагрева, а затем нагревают до температуры пайки вместе с паяемыми деталями. 3.6.6 пайка погружением: Процесс, во время которого паяемые детали погружают в ванну с расплавленной солью, расплавленным флюсом или расплавленным припоем. 3.6.7 пайка деталей с предварительным нанесением припоя: Процесс, во время которого припой наносят на паяемую поверхность до пайки (например, осаждением, электролизом или осаждением из газовой фазы). 3.6.8 В приложении А приведено описание процессов пайки в зависимости от источников энергии, в приложении В приведены перечень эквивалентных терминов процессов пайки на русском, английском и французском языках и алфавитный указатель терминов процессов пайки на русском языке. Приложение А |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||














|
Номер раздела, подраздела, пункта настоящего стандарта |
Термины на русском языке |
Термины на английском языке |
Термины на французском языке |
Условное обозначение процесса в ИСО 4063 |
|
Низкотемпературная пайка |
Soldering |
Brasage tend re |
94 |
|
|
Низкотемпературная пайка паяльником |
Soldering with soldering iron |
Brasage tendre au fer |
952 |
|
|
Низкотемпературная пайка нагретыми блоками |
Soldering with preheated blocks |
Brasage tendre avec blocs prechauffes |
96 |
|
|
Лужение валиком |
Roller tinning |
Brasage tendre a la molette |
96 |
|
|
Низкотемпературная пайка погружением в расплавленный припой |
Dip soldering |
Brasage tendre au trempe |
944 |
|
|
Низкотемпературная пайка волной припоя |
Wave soldering |
Brasage tendre a la vague |
951 |
|
|
Низкотемпературная пайка протягиванием через расплавленный припой |
Drag soldering |
Brasage tendre a la traine |
956 |
|
|
Низкотемпературная ультразвуковая пайка |
Ultrasonic soldering |
Brasage tendre par ultra-sons |
947 |
|
|
Низкотемпературная газопламенная пайка |
Flame soldering |
Brasage tendre a la flamme |
942 |
|
|
Низкотемпературная пайка нагретым газом |
Hot gas soldering |
Brasage tendre au gaz chaud |
96 |
|
|
Низкотемпературная пайка инфракрасным излучением |
Infrared soldering |
Brasage tender par infra-rouge |
941 |
|
|
Низкотемпературная индукционная пайка на воздухе |
Induction soldering in air |
Brasage tendre par induction dans I'air |
946 |
|
|
Низкотемпературная пайка электросопротивлением |
Resistance soldering |
Brasage tendre par resistance |
948 |
|
|
Низкотемпературная пайка в печи |
Furnace soldering |
Brasage tendre au four |
943 |
|
|
Высокотемпературная пайка |
Brazing |
Brasage fort |
91 |
|
|
Высокотемпературная пайка погружением в расплавленный припой |
Dip brazing |
Brasage fort au trempe |
914 |
|
|
Высокотемпературная пайка погружением в расплавленную соль |
Salt-bath brazing |
Brasage fort au bain de sel |
915 |
|
|
Высокотемпературная пайка погружением во флюсовую ванну |
Flux-bath brazing |
Brasage fort au bain de flux |
- |
|
|
Высокотемпературная газопламенная пайка |
Flame brazing |
Brasage fort a la flamme |
912 |
|
|
Высокотемпературная пайка электрической дугой (дуговая пайка плавящимся электродом и вольфрамовым электродом в инертном газе, плазменная пайка) |
Brazing with an electric arc (MIG, TIG, plasma) |
Brasage fort a I'arc elect-rique(MIG, TIG, plasma) |
93 |
|
|
Высокотемпературная пайка лазерным лучом |
Laser beam brazing |
Brasage fort par faisceau laser |
93 |
|
|
Высокотемпературная пайка электронным лучом |
Electron beam brazing |
Brasage fort par faisceau d'electrons |
93 |
|
|
Высокотемпературная индукционная пайка |
Induction brazing |
Brasage fort par induction |
916 |
|
|
Высокотемпературная пайка электросопротивлением |
Resistance brazing |
Brasage fort par resistance |
918 |
|
|
Высокотемпературная пайка в печи |
Furnace brazing |
Brasage fort au four |
913 |
Алфавитный указатель терминов процессов пайки
Таблица В.2
|
Термин |
Условное обозначение процесса по ИСО 4063 |
Номер раздела, подраздела, пункта настоящего стандарта |
|
Высокотемпературная газопламенная пайка |
912 |
|
|
Высокотемпературная индукционная пайка |
916 |
|
|
Высокотемпературная пайка |
91 |
|
|
Высокотемпературная пайка в печи |
913 |
|
|
Высокотемпературная пайка лазерным лучом |
93 |
|
|
Высокотемпературная пайка погружением в расплавленную соль |
915 |
|
|
Высокотемпературная пайка погружением в расплавленный припой |
914 |
|
|
Высокотемпературная пайка погружением в флюсовую ванну |
- |
|
|
Высокотемпературная пайка электрической дугой |
93 |
|
|
Высокотемпературная пайка электронным лучом |
93 |
|
|
Высокотемпературная пайка электросопротивлением |
918 |
|
|
Лужение валиком |
96 |
|
|
Низкотемпературная газопламенная пайка |
942 |
|
|
Низкотемпературная индукционная пайка на воздухе |
946 |
|
|
Низкотемпературная пайка |
94 |
|
|
Низкотемпературная пайка волной припоя |
951 |
|
|
Низкотемпературная пайка в печи |
943 |
|
|
Низкотемпературная пайка инфракрасным излучением |
941 |
|
|
Низкотемпературная пайка нагретым газом |
96 |
|
|
Низкотемпературная пайка нагретыми блоками |
96 |
|
|
Низкотемпературная пайка паяльником |
952 |
|
|
Низкотемпературная пайка погружением в расплавленный припой |
944 |
|
|
Низкотемпературная пайка протягиванием через расплавленный припой |
956 |
|
|
Низкотемпературная пайка электросопротивлением |
948 |
|
|
Низкотемпературная ультразвуковая пайка |
947 |
АЛФАВИТНЫЙ УКАЗАТЕЛЬ
|
А |
|
|
автоматическая пайка |
|
|
активная газовая среда |
|
|
В |
|
|
вакуум |
|
|
время выдержки |
|
|
время нагрева |
|
|
время охлаждения |
|
|
время пайки |
|
|
время подогрева |
|
|
высокотемпературная пайка |
|
|
Д |
|
|
диффузионная зона |
|
|
З |
|
|
защитная газовая среда при пайке |
|
|
зона термического влияния |
|
|
К |
|
|
капиллярное давление |
|
|
М |
|
|
металл припоя |
|
|
механизированная пайка |
|
|
Н |
|
|
нейтральная газовая среда |
|
|
низкотемпературная пайка |
|
|
О |
|
|
общее время пайки |
|
|
ограниченное покрытие при пайке |
|
|
основной материал |
|
|
основной материал, претерпевший изменения при пайке |
|
|
отсутствие смачивания |
|
|
П |
|
|
пайка |
|
|
пайка деталей с предварительным нанесением припоя |
|
|
пайка погружением |
|
|
пайка с добавлением припоя |
|
|
пайка с предварительной укладкой припоя |
|
|
паяльный зазор |
|
|
паяный узел |
|
|
паяный шов |
|
|
переходная зона |
|
|
покрытие |
|
|
припой |
|
|
процесс образования связи |
|
|
путь потока припоя |
|
|
Р |
|
|
растекание припоя и заполнение зазора |
|
|
ручная пайка |
|
|
С |
|
|
сборочный зазор |
|
|
связующее вещество |
|
|
смачивание |
|
|
соединение с большим зазором |
|
|
соединение с малым зазором |
|
|
Т |
|
|
температура пайки |
|
|
температура подогрева |
|
|
температурный диапазон плавления припоя |
|
|
температурный интервал активности |
|
|
Ф |
|
|
флюс |
|
|
Э |
|
|
эффективное время флюса |
Приложение С
(справочное)
Сведения о соответствии национальных стандартов Российской Федерации ссылочным международным стандартам
Таблица С.1
|
Обозначение ссылочного международного стандарта |
Обозначение и наименование соответствующего национального стандарта |
|
ИСО 4063 |
* |
|
* Соответствующий национальный стандарт отсутствует. До его утверждения рекомендуется использовать перевод на русский язык данного международного стандарта. Перевод данного международного стандарта находится в Национальном агентстве контроля и сварки (НАКС). |
|
Ключевые слова: пайка, соединение, технология, термины