УГЛУБЛЕНИЕ ЗВЕЗДООБРАЗНОЕ ПОД КЛЮЧ ДЛЯ БОЛТОВ И ВИНТОВ ISO 10664:2005
Предисловие Цели и принципы стандартизации в Российской Федерации установлены Федеральным законом от 27 декабря Сведения о стандарте 1 РАЗРАБОТАН Федеральным государственным унитарным предприятием «Центральный ордена Трудового Красного Знамени научно-исследовательский автомобильный и автомоторный институт» (ФГУП «НАМИ») на основе собственного аутентичного перевода стандарта, указанного в пункте 4 2 ВНЕСЕН Техническим комитетом по стандартизации ТК 229 «Крепежные изделия» 3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от
27 декабря 4 Настоящий стандарт идентичен по отношению к международному стандарту ИСО 10664:2005 «Углубление шестилепестковое для ввертывания болтов и винтов» (ISO 10664:2005 «Hexalobular internal driving feature for bolts and screws»). Наименование настоящего стандарта изменено относительно наименования указанного международного стандарта для приведения в соответствие с ГОСТ Р 1.5-2004 (пункт 3.5) 5 ВВЕДЕН ВПЕРВЫЕ Информация об изменениях к настоящему стандарту публикуется в ежегодно издаваемом информационном указателе «Национальные стандарты», а текст изменений и поправок - в ежемесячно издаваемых информационных указателях «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячно издаваемом информационном указателе «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет Содержание НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
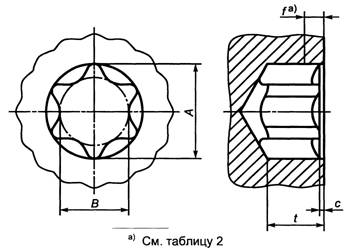
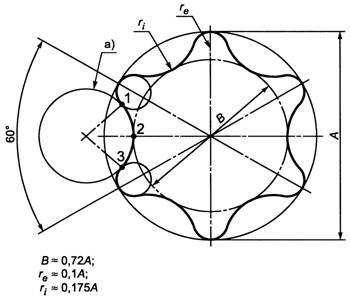
Дата введения - 2009-01-01 1 Область примененияНастоящий стандарт устанавливает форму и основные размеры звездообразного углубления под ключ для болтов и винтов, включая методы контроля. Вид контура звездообразного углубления устанавливается посредством калибров, предельные размеры которых приведены в таблицах 3 - 5. Дополнительная информация, которая может применяться для построения контура, приведена в приложении А. Целью настоящего стандарта является установление необходимых характеристик для контроля внутреннего звездообразного углубления. Он предназначен также для применения в качестве стандарта для изготовления. 2 Основные размерыСм. рисунок 1 и таблицу 1.
Цековка: с ≤ с ≤ Глубина t: см. соответствующие стандарты на изделия. Примечание - Дно звездообразного углубления, расположенное за пределами соответствующей калибру области, выполняется по выбору изготовителя. Рисунок 1 - Основные размеры Таблица 1 - Основные размеры Размеры в миллиметрах
3 Проверка калибрами3.1 Краткое описаниеПроходной калибр (см. 3.2) должен свободно входить на глубину t, которая установлена в соответствующих стандартах на изделия. НЕ-проходные калибры (см. 3.3.1 и 3.3.2) могут входить в звездообразное углубление не более указанной в таблице 2 допускаемой глубины вхождения калибра. Таблица 2 - Допускаемая глубина вхождения НЕ-проходного калибра Размеры в миллиметрах
Все проверки калибрами выполняются относительно верхней поверхности головки. При овальной или круглой поверхности головки измерения выполняют от линии пересечения поверхности головки с цековкой звездообразного углубления. При применении концевого калибра с индикаторной головкой ее выставляют на ноль, когда калибр упирается на плоскую опорную поверхность. При этом ножка калибра устанавливается относительно базовой поверхности, см. рисунок 2.
Рисунок 2 - Концевой калибр с индикаторной головкой в нулевом положении 3.2 Проходной калибрРазмеры проходного калибра должны быть в пределах значений по таблице 3.
а) Радиус между боковой и торцевой поверхностями может составлять не более Рисунок 3 - Размеры проходного калибра Таблица 3 - Предельные размеры проходного калибра Размеры в миллиметрах
3.3 НЕ-проходной калибр3.3.1 Контроль глубины вхождения калибра для размеров А и Re НЕ-проходной калибр для размеров А и Re (см. рисунок 4) должен иметь размеры в пределах значений, указанных в таблице 4.
а) Радиус между боковой и торцевой поверхностями может составлять не более Рисунок 4 - НЕ-проходной калибр для размеров А и Re Таблица 4 - Предельные размеры НЕ-проходного калибра для размеров А и Re Размеры в миллиметрах
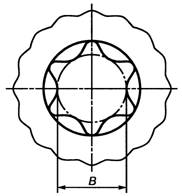
3.3.2 Контроль глубины вхождения калибра для размера В См. рисунок 5.
Рисунок 5 - Контролируемая цилиндрическая зона Цилиндрический НЕ-проходной калибр с размерами, соответствующими таблице 5, может входить в звездообразное углубление не более указанной в таблице 2 допускаемой глубины вхождения калибра. Таблица 5 - Диаметр цилиндрического НЕ-проходного калибра для размера B Размеры в миллиметрах
4 ОбозначениеПример условного обозначения звездообразного углубления № 20: Звездообразное углубление 20 ГОСТ Р ИСО 10664-2007 Приложение А |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||