| Министерство монтажных и
специальных строительных работ СССР (3702)
ИЗВЕЩЕНИЕ 02-007-89 Изменение 2
Срок действия до Лист 3
2.5. Проверка пункта 1.3.4. на соответствие ГОСТ 9.301-86 должна ... Листы: 4, 5, 6, 7, 8, 9, 10 изм."1", 17, 19, 20, 21, 22, 23 без изменения аннулировать и заменить листами 4, 5, 6, 7, 8, 9, 10, 17, 19, 20, 21, 22, 23 изм. "2". Лист 10а аннулировать.
Штуцеры приварные типа Ш и Шц предназначены для установки отборных устройств давления на технологических трубопроводах, вентилях и ответвлениях от коллекторов и т.п. Ниппели типа Н предназначены для соединения фильтра с редуктором и присоединения запорных вентилей к бобышкам. Ниппели типа НП применяются в качестве промежуточной детали при переходе с резьбы одного диаметра на резьбу другого диаметра. Настоящие технические условия устанавливают требования к деталям, изготавливаемым для нужд народного хозяйства и дли поставки на экспорт. Штуцеры и ниппели рассчитаны на условное давление неагрессивной среды - Ру 16 МПа (160 кгс/см2). Виды климатического исполнения У3, Т2 для ниппелей типа Н и Ш, У3, Т1 для штуцеров типа Ш и Шц по ГОСТ 15150-69. Перечень документов, использованных в настоящих технических условиях, приведен в приложении 5. Пример записи обозначения деталей при их заказе: Ниппель типа Н о резьбой К 1/8" для умеренного климата Ниппель Н-К 1/8" УЗ ТУ 36-III8-84 для тропического климата Ниппель Н-К 1/8" Т2 ТУ 36-III8-84 Детали должны соответствовать условиям, предусмотренным заказ-нарядом, и "Условиям поставки товаров для экспорта, утвержденным постановлением СМ СССР от 17 сентября 1980 Г7 № 804.
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Тип |
Вид климатического исполнения |
Код ОКП |
КЧ |
|
Ш-К1/8" |
У3 |
42 1891 1330 |
09 |
|
Ш-К1/4" |
У3 |
42 1891 1334 |
05 |
|
Ш-R1/4 |
У3 |
42 1891 1338 |
01 |
|
Ш-К1/2" |
У3 |
42 1891 1342 |
05 |
|
Ш-R1/2 |
У3 |
42 1891 1346 |
01 |
|
Шц-C1/2 |
У3 |
42 1891 1358 |
08 |
|
Шц-С1/4 |
У3 |
42 1891 1333 |
06 |
|
Ш-К1/8" |
Т1 |
42 1891 1332 |
07 |
|
Ш-К1/4" |
Т1 |
42 1891 1336 |
03 |
|
Ш-R1/4 |
Т1 |
42 1891 1340 |
07 |
|
Ш-К1/2" |
Т1 |
42 1891 1344 |
03 |
|
Ш-R1/2 |
Т1 |
42 1891 1348 |
09 |
|
Шц-С1/4 |
T1 |
42 1891 1360 |
03 |
|
Шц-С1/2 |
T1 |
42 1891 1341 |
06 |
|
H-KI/8" |
У3 |
42 1891 0710 |
05 |
|
H-KI/4" |
У3 |
42 1891 0714 |
01 |
|
H-RI/4 |
У3 |
42 1891 0718 |
08 |
|
Тип |
Вид климатического исполнения |
Код ОКП |
КЧ |
|
Н-К 1/2" |
У3 |
42 1891 0722 |
01 |
|
H-R 1/2 |
У3 |
42 1891 0726 |
08 |
|
НП-К1/2"-К1/4" |
У3 |
42 1891 0730 |
01 |
|
НП-К3/4"-К1/4" |
У3 |
42 1891 0734 |
08 |
|
НП-К3/4"-К1/2" |
У3 |
42 1891 0738 |
04 |
|
Н-К I/8" |
Т2 |
42 1891 0713 |
02 |
|
Н-К 1/4" |
Т2 |
42 I8SI 0717 |
09 |
|
H-R 1/4 |
Т2 |
42 1891 0721 |
02 |
|
Н-К 1/2" |
Т2 |
42 1891 0725 |
09 |
|
H-R 1/2 |
Т2 |
42 1891 0729 |
05 |
|
НП-К1/2"-К1/4" |
Т2 |
42 1891 0733 |
09 |
|
НП-К3/4"-К1/4" |
Т2 |
42 1891 0737 |
05 |
|
НП-К3/4"-К1/2" |
Т2 |
42 1891 0741 |
09 |
1.2.3. Резьбы должны соответствовать требованиям рабочих чертежей и действующим стандартам на них:
1) резьба коническая дюймовая с утлом профиля 60° по ГОСТ 6111-52;
2) резьба трубная коническая и допуски на резьбу по ГОСТ 6211-81;
3) резьба трубная цилиндрическая и допуски на резьбу по ГОСТ 6357-81;
4) резьба метрическая по ГОСТ 24705-81, поле допуска по ГОСТ 16093-81
1.3. Характеристики
1.3.1. Детали должны обеспечивать плотность и прочность соединения при условном давлении до Ру 16 МПа (160 кгс/cм2).
1.3.2. Поверхности деталей должны быть чистыми и не должны иметь забоин, заусенцев, трещин, следов расслоения, раковин, признаков коррозии.
1.3.3. Шероховатость обрабатываемых поверхностей должна соответствовать ГОСТ 2789-73 и указаниям конструкторской документации.
1.3.4. Антикоррозионные покрытия должны выполняться согласно табл. 1.2. и соответствовать ГОСТ 9.301-86.
Таблица 1.2.
|
Тип |
Покрытие |
||
|
У3 |
TI |
Т2 |
|
|
Ш-К 1/8я |
Хим. Окс. прм. |
Щ8хр желтое |
- |
|
Ш-К 1/4" |
Хим. Окс. прм. |
Щ8хр желтое |
- |
|
Ш-R 1/2 |
Хим. Окс. прм. |
Ц18хр желтое |
- |
|
Ш-К 1/2" |
Хим. Окс. прм. |
Ц18хр желтое |
- |
|
Ш-R 1/4 |
Хим. Окс. прм. |
Ц18хр желтое |
- |
|
Шц-С1/2 |
Хим. Окс. прм. |
Ц18хр желтое |
- |
|
Шц-С1/4 |
Хим. Окс. прм. |
Ц18хр желтое |
- |
|
Н-К 1/8" |
Хим. Окс. прм. |
- |
Ц15хр |
|
Н-К 1/4" |
Хим. Окс. прм. |
- |
Ц15хр |
|
H-R 1/4 |
Хим. Окс. прм. |
- |
Ц15хр |
|
Н-К 1/2" |
Хим. Окс. прм. |
- |
Ц15хр |
|
H-R 1/2 |
Хим. Окс. прм. |
- |
Ц15хр |
|
HII-KI/2"-KI/4", |
Хим. Окс. прм. |
- |
Ц15хр |
|
Ш-К3/4"-К1/4" |
Хим. Окс. прм. |
- |
Ц15хр |
|
Ш-К3/4"-К1/2" |
Хим. Окс. прм. |
- |
Ц15хр |
1.3.5. Удельная материалоемкость деталей не более 0,00119 кг/кгс/см2.
За определяющий параметр принято условное давление.
1.3.6. Средний срок службы - 10 лет.
1.4. Комплектность
1.4.1. В комплект поставки входят:
1) штуцер или ниппель;
2) этикетка - одна на упаковку.
1.4.2. При поставке изделий на экспорт в комплект поставки дополнительно входит товаросопроводительная документация в количестве, указанном в заказ-наряде, в соответствии о "Положением о порядке составления, оформления и рассылки технической и товаросопроводительной документации на товары, поставляемые для экспорта" от 29.12.1979г. Минвнешторга № 567.
1.5. Маркировка
1.5.1. Маркировка при внутрисоюзной поставке должна содержать:
1) товарный знак завода-изготовителя;
2) наименование, тип и вид климатического исполнения;
3) условное давление "Ру 160";
4) год и месяц выпуска;
5) обозначение настоящих технических условий.
Перечисленные данные должны быть приведены в этикетке. На изделии методом накатывания должны маркироваться размер резьбы и условное давление. Место нанесения маркировки должно быть указано на чертеже.
1.5.2. Маркировка деталей при поставке на экспорт должна
содержать:
1) наименование изделия;
2) тип и вид климатического исполнения;
![]() 3) условное давление "Ру 160";
3) условное давление "Ру 160";
4) год и месяц выпуска;
5) надпись "Сделано в СССР".
Перечисленные данные маркировки должны быть приведены в этикетке. Размер резьбы и условное давление должны быть нанесены на изделие методом накатывания. Место нанесения маркировки должно быть указано на чертеже.
1.5.3. Транспортная маркировка груза должна содержать основные, дополнительные и информационные надписи по ГOСТ 14192-77 (раздел I.). Маркировать на одной из боковых сторон ящика окраской по трафарету. Маркировать манипуляционный знак "Боится сырости" ГОСТ 14192-77.
1.5.4. Транспортная маркировка груза при отправке деталей на экспорт должна производиться по ГОСТ 14192-77 (раздел 5.) ив соответствии с заказ-нарядом.
1.6. Упаковка
1.6.1. Упаковка деталей при внутрисоюзной поставке должна производиться в ящик типа П-I по ГОСТ 2991-76 или в ящик типа VI по ГОСТ 5959-80.
1.6.2. Категория упаковки КV-0 ГОСТ 23170-78.
1.6.3. В один ящик должны быть упакованы детали одного наименования и типоразмера.
Упаковка должна быть плотной, не допускающей перемещения деталей внутри тары при транспортировании.
1.6.4 Масса упаковочного ящика с деталями не должна превышать 50 кг.
1.6.5. В каждый ящик при внутрисоюзной поставке должна быть вложена со стороны крышки этикетка с подписью представителя отдела технического контроля завода-изготовителя, а снаружи ящика должен быть прикреплен упаковочный лист.
1.6.6. Упаковка деталей при поставке на экспорт должна производиться в ящик типа Ш-I ГОСТ 2991-85 или в ящик типа I по ГОСТ 5959-80 и ГОСТ 24634-81. Категория упаковки КV-I ГОСТ 23170-78.
1.6.7. В каждый ящик, при поставке изделий на экспорт, в специальный карман, расположенный снаружи ящика, должен быть вложен упаковочный лист, а в ящик со стороны крышки - этикетка и товаросопроводительная документация, указанная в заказ-наряде, упакованные согласно ГОСТ 23170-78 (раздел 4.).
1.6.8. Временная противокоррозионная защита при поставке деталей на экспорт должна соответствовать группе I-I, варианту защиты В3-4 (пушечная смазка 3Т5/5-5 по ГОСТ 19537-83), варианту внутренней упаковки ВУ-4 ГОСТ 9.014-78.
При внутрисоюзной поставке - вариант защиты В3-0, вариант упаковки ВУ-0 ГОСТ 9.014-78.
Расконсервация деталей должна производиться по ГОСТ 9.014-78.
1.6.9. Гарантийный срок хранения деталей - три года с момента изготовления.
1.7. При отправлении деталей в районы Крайнего Севера и труднодоступные районы, упаковка должна соответствовать ГОСТ 15846-79 (группа продукции 59).

 ПРИЛОЖЕНИЕ 1
ПРИЛОЖЕНИЕ 1
Штуцер приварной Ш
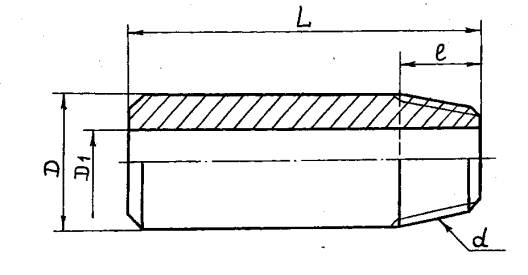
|
Тип |
d |
Размеры, мм |
Масса, не более кг |
|||
|
D |
D1 |
L |
l |
|||
|
Ш-К1/8" |
К1/8" ГОСТ 6111-52 |
11 |
5 |
50 |
7 |
0,030 |
|
Ш-К1/4" |
К1/4" ГОСТ 6111-52 |
14,0 |
6 |
60 |
9,5 |
0,066 |
|
Ш-R1/4 |
R1/4 ГОСТ 61211-81 |
9,7 |
||||
|
Ш-К1/2" |
К1/2" ГОСТ 6111-52 |
22 |
10 |
80 |
13,5 |
0,190 |
|
Ш-R1/2 |
R1/2 ГОСТ 6211-81 |
13,2 |
||||
 ПРИЛОЖЕНИЕ 3
ПРИЛОЖЕНИЕ 3
Ниппель Н
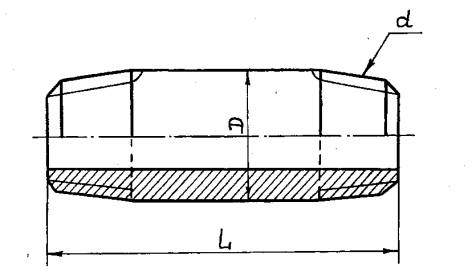
|
Тип |
d |
Размеры, мм |
Масса, не более кг |
|||
|
D |
D1 |
L |
l |
|||
|
Ш-К1/8" |
К1/8" ГОСТ 6111-52 |
11 |
5 |
50 |
7 |
0,030 |
|
Ш-К1/4" |
К1/4" ГОСТ 6111-52 |
14,0 |
6 |
60 |
9,5 |
0,066 |
|
Ш-R1/4 |
R1/4 ГОСТ 61211-81 |
9,7 |
||||
|
Ш-К1/2" |
К1/2" ГОСТ 6111-52 |
22 |
10 |
80 |
13,5 |
0,190 |
|
Ш-R1/2 |
R1/2 ГОСТ 6211-81 |
13,2 |
||||
 ПРИЛОЖЕНИЕ 4
ПРИЛОЖЕНИЕ 4
Ниппель НП
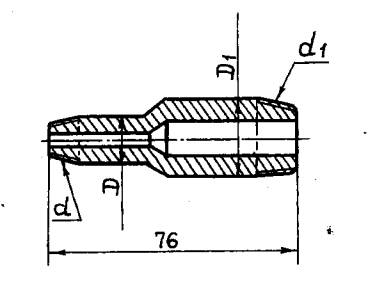
|
Тип |
d |
d1 |
D, мм |
D1, мм |
Масса, не более кг |
|
НП-К1/2"-К1/4" |
К1/4" |
К1/4" |
14 |
22 |
0,125 |
|
НП-К3/4"-К1/4" |
К3/4" |
27 |
0,180 |
||
|
НП-К3/4"-К1/2" |
К1/2" |
22 |
0,190 |
||
ПРИЛОЖЕНИЕ 5
ПЕРЕЧЕНЬ документов, использованных в настоящих технических условиях
|
ЕСЗКСС. Временная противокоррозионная защита изделий. Общие технические требования. |
|
|
ЕСЗКС. Покрытия металлические и неметаллические неорганические. Технические требования. |
|
|
ЕСЗКС. Покрытия металлические и неметаллические неорганические. Правила приемки и методы контроля. |
|
|
Шероховатость поверхности, параметры и характеристики. |
|
|
Ящики дощатые неразборные для грузов весом до 500 кг. Общие технические условия. |
|
|
ГОСТ 5959-80 |
Ящики из листовых древесных материалов неразборные для грузов массой до 200 кг. Общие технические условия. |
|
Резьба коническая дюймовая с углом профиля 60°. |
|
|
ГОСТ 6211-81 |
Основные нормы взаимозаменяемости. Резьба трубная коническая. |
|
ГОСТ 6357-81 |
Основные нормы взаимозаменяемости. Резьба трубная цилиндрическая. |
|
Образцы шероховатости поверхности (сравнения). Технические требования. |
|
|
Упаковка для изделий машиностроения. Общие требования |
|
ГОСТ 23676-79 |
Весы для статического взвешивания. Пределы взвешивания. Метрологические параметры. |
|
Маркировка грузов. |
|
|
Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды. |
|
|
Основные нормы взаимозаменяемости. Резьба метрическая. Допуски, посадки с зазором. |
|
|
ГОСТ 19537-83 |
Смазка пушечная. Технические условия |
|
Продукция, отправляемая в районы Крайнего Севера и труднодоступные районы. Упаковка, маркировка, транспортирование и хранение. |
|
|
Ящики деревянные для продукции, поставляемой для экспорта. Общие технические условия. |
|
|
ГОСТ 24705-81 |
Основные нормы взаимозаменяемости. Резьба метрическая. Основные размеры. |
|
МСН 160-67 ММСС СССР |
Инструкция по проведении гидравлических и пневматических испытаний трубных проводок. |
|
СНиП III-34-74 |
Строительные нормы и правила. Правила производства и приемки работ. Система автоматизации. (Москва, 1979 г.) |
|
|
Положение о порядке составления, оформления и рассылки технической и товаросопроводительной документации на товары, поставляемые для экспорта (Утверждено Минвнешторгом СССР 29.12.79 г. № 567). |
|
|
Условия поставки товаров для экспорта (Утверждены постановлением СМ СССР от 14.01.60 г. № 32 в редакции постановления СМ ССР от 17.09.80 г. № 804). |