| МИНИСТЕРСТВО ТРАНСПОРТНОГО СТРОИТЕЛЬСТВА. ГОСУДАРСТВЕННЫЙ ВСЕСОЮЗНЫЙ ДОРОЖНЫЙ НАУЧНО - ИССЛЕДОВАТЕЛЬСКИЙ ИНСТИТУТ (СОЮЗДОРНИИ) МЕТОДИЧЕСКИЕ РЕКОМЕНДАЦИИ Одобрены Минтрансстроем Москва - 1977 Изложена методика проектирования и расчета мостовых конструкций с арматурой в клеевой рубашке, разработанная на основании теоретических и экспериментальных исследований. Рекомендованы способы армирования блоков пролетных строений стержневой арматурой в клеевой рубашке. Приведена конструкция стыка неразрезных пролетных строений. Перечислены требования по заготовке, транспортировке, монтажу и натяжению стержневой арматуры в клеевой рубашке. В приложениях к «Методическим рекомендациям» даны расчет электрических параметров установок для нагрева арматуры в клеевой рубашке по заданному режиму и указания по технике безопасности при работе с термореактивными клеями. Содержание
ПредисловиеВ современных отечественных железобетонных мостовых конструкциях поперечное предварительное напряжение используется редко. Это вызвано тем, что простых и надежных способов натяжения и анкеровки поперечной арматуры до настоящего времени в нашей стране не было. Способы натяжения и анкеровки продольной арматуры не применяются для поперечной арматуры из-за их трудоемкости. Клеи на основе термореактивных смол позволяют анкеровать стержневую арматуру, натянутую электротермическим способом, непосредственно в бетоне без специальных анкерных устройств (анкеровка арматуры в клеевой рубашке). Сущность этого способа заключается в том, что перед укладкой в опалубку арматуру покрывают клеем, роль которого меняется на различных этапах изготовления конструкции. Во время бетонирования конструкции клей исключает контакт арматуры с бетоном; при нагреве арматуры клей переходит в вязко-текучее состояние и не препятствует удлинению арматуры в затвердевшем бетоне; при выдержке контролируемой температуры нагрева клей полимеризуется и обеспечивает сцепление арматуры с бетоном; при остывании арматура обжимает бетон. В период эксплуатации конструкций клей обеспечивает совместную работу арматуры с бетоном и предохраняет ее от коррозии. Проведенные в Союздорнии исследования показали, что электротермический способ натяжения арматуры с анкеровкой ее в клеевой рубашке с успехом может быть использован при изготовлении и монтаже мостовых конструкций. Результаты исследований легли в основу «Методических рекомендаций по применению напрягаемой стержневой арматуры в клеевой рубашке в элементах мостов». В «Методических рекомендациях» дана методика проектирования и расчета мостовых конструкций с арматурой в клеевой рубашке, приведены требования к производству работ при изготовлении таких конструкций. «Методические рекомендации» разработали инженеры А.П. Пономарев и Б.П. Белов под руководством канд. техн. наук И.Н. Серегина. В «Методических рекомендациях» использованы результаты научно-исследовательских и опытно-экспериментальных работ НИИЖБ и НИИ ГА «Аэропроект», выполненных под руководством С.Г. Фарбера, а так же БелИИЖТ по применению в гражданском строительстве стержневой арматуры, напрягаемой электротермическим способом. Все замечания и предложения просьба направлять по адресу: 143900 Балашиха-6 Московской обл., Союздорнии. 1. Общие положения1.1. «Методические рекомендации по применению напрягаемой стержневой арматуры в клеевой рубашке в элементах мостов» распространяются на проектирование и изготовление железобетонных мостовых конструкций, армированных стержневой горячекатаной и термически упрочненной арматурой периодического профиля, напрягаемой электротермическим способом и анкеруемой в клеевой рубашке. 1.2. Стержневую арматуру в клеевой рубашке рекомендуется применять в качестве поперечной арматуры балок и продольной (рабочей) арматуры плитных мостов, а также для объединения сборных элементов в неразрезные и рамные системы. 2. Особенности проектирования и расчетаМатериалы 2.1. В качестве напрягаемой арматуры в клеевой рубашке можно применять все марки стержневой горячекатаной классов А-IV, А-V и термически упрочненной арматуры периодического профиля классов Ат-1V, Ат-V и Ат-VI. Основные механические свойства стержневой арматуры из стали перечисленных классов и область применения этой арматуры (в зависимости от условий эксплуатации железобетонных конструкций) должны соответствовать СНиП II-B.1-62* «Бетонные и железобетонные конструкции. Нормы проектирования» 2.2. Для анкеровки арматуры рекомендуется использовать клей на основе термореактивной фенолоанилиноформальдегидной смолы СФ-342 «А» по ГОСТ 18694-73. Состав клея в весовых частях: смола СФ-342 «А» - 4, кварцевая мука (молотый кварцевый песок) - 4,8, асбестовая мелочь - 1,2. Все компоненты, входящие в клей, должны быть измельчены так, чтобы частицы их проходили через сито, имеющее 3600 отверстий на 1 см2. Данные для проектирования и расчета 2.3. Проектирование и расчет элементов предварительно напряженных железобетонных конструкций со стержневой арматурой в клеевой рубашке следует выполнять в соответствии с требованиями СНиП II-Д.7-62* и дополнительными требованиями, изложенными в пп. 2.4-2.15 настоящих «Методических рекомендаций». 2.4. Предварительное напряжение арматуры sо (без учета потерь и коэффициента перегрузки), принимаемое в расчетах, должно быть sо £ 0,9 Rна (в соответствии с требованиями СНиП II-Д.7-62*), где Rна - нормативное сопротивление напрягаемой арматуры. 2.5. Величину наибольшего напряжения sо при электротермическом способе натяжения арматуры принимают с учетом предельно допустимых отклонений Р, исходя из того, что sо + Р £ Rна. Значения допустимых предельных отклонений предварительного напряжения Р от заданного для изделий различной длины рекомендуется определять по формуле
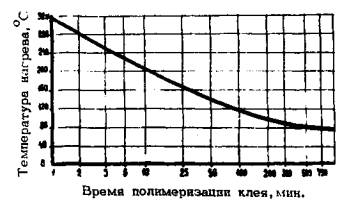
где l - длина натягиваемого стержня, м. 2.6. Коэффициент точности предварительного напряжения арматуры в клеевой рубашке следует принимать в соответствии со СНиП II-Д.7-62*. 2.7. Продолжительность полимеризации клея на основе термореактивной смолы СФ-342 «А» зависит от температуры нагрева стержня (рис. 1). Рекомендуемая температура нагрева стержневой арматуры 280-320°С. Повышение температуры ведет к деструкции смолы, понижение - к продолжительности нагрева арматуры и, как следствие, к увеличению температурных напряжений в бетоне. Заданную температуру нагрева следует выдерживать 2-3 мин.
Рис. 1. Зависимость времени полимеризации клея от температуры нагрева стержня 2.8. Чтобы уменьшить величину температурных напряжений в бетоне при нагреве арматуры, время нагрева до заданной температуры необходимо сократить до минимального. Рекомендуемое время нагрева - 1-3 мин. 2.9. Величину предварительного напряжения в арматуре sо при нагреве стержней до заданной температуры можно определить по формуле
где tp - заданная температура нагрева, °С; to - температура окружающей среды, °С; α - коэффициент линейного расширения*), принимаемый 13.2´10-6 для стали классов А-IV и А-V и 12,5´10-6 для классов Ат-IV, Ат-V, Ат-VI; Енач - начальный модуль упругости стержневой арматуры, кгс/см2; к - коэффициент, учитывающий упругопластичные свойства стали и определяемый по табл. 1. *)Величины коэффициентов взяты из «Руководства по технологии изготовления предварительно напряженных железобетонных конструкций», М., Стройиздат, 1975. Таблица 1
2.10. При расчете предварительно напряженных конструкций и назначении для них контролируемого напряжения следует учитывать потери предварительного напряжения арматуры от усадки и ползучести бетона, релаксации стали и изменения температуры бетона с момента передачи усилия на бетон (с момента выключения тока в цепи нагреваемого стержня) до окончания обжатия бетона. Величины потерь предварительного напряжения арматуры от усадки и ползучести бетона и релаксации стали следует принимать в соответствии с СН 365-87 , приложение 4 , так же как при натяжении арматуры на бетон. Величина потерь предварительного напряжения
арматуры
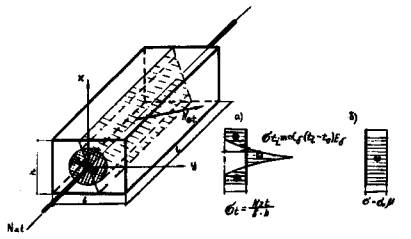
где 2.11. Железобетонные конструкции с арматурой в клеевой рубашке можно подвергать термовлажностной обработке до полимеризации клея. Время обработки не должно превышать 12 и 7ч при температуре изотермического прогрева соответственно 60 и 80°С, при этом прочность бетона конструкции достигает 70-80 % марочной. Расчет на действие температурных сил 2.12. При электронагреве арматуры, покрытой термореактивным клеем, в бетоне конструкции возникает нестационарное температурное поле, которое вызывает температурные напряжения, сжимающие на поверхности канала (вблизи арматуры) и растягивающие на периферии. Железобетонные конструкции с арматурой в клеевой рубашке должны быть рассчитаны на действие температурных сил, возникающих в бетоне на стадии натяжения арматуры. Расчет производят для двух сечений: сечение, нормальное к оси стержня (действует температурная сила Nzt) и сечение, проходящее через ось стержня по линии наименьшего сопротивления (действует сила Not). Расчет выполняют исходя из выбранного режима полимеризации клея.
Рис. 2. Схема действия температурных сил и эпюры напряжений в нормальных (к оси стержня) сечениях: а - в период натяжения стержня (от температурной силы Nzt и стесненных температурных деформаций), где ti - температура бетона на некотором удалении от оси стержня; б - после натяжения стержня (установившиеся) 2.13. Температурную силу Nzt (рис. 2), возникающую в бетоне вдоль нагреваемого стержня, рекомендуется определять по формуле
где α - коэффициент линейного расширения бетона, равный 12,4×10-6; Еб - модуль упругости бетона, кгс/см2; tнк - температура нагрева поверхности бетонного канала, равная 0,5tр,°С; Rн.б - глубина нагретой зоны бетона, принимаемая по табл. 2 (отсчитывается от поверхности цилиндрического канала), см; ∆ - относительная глубина нагретой зоны бетона,
rк - радиус канала, см. Радиус канала принимают равным 0,6 диаметра арматуры. Таблица 2
2.14. Температурную силу Nоt (см. рис. 2), действующую перпендикулярно нагреваемому стержню, рекомендуется определять по формуле
где l - длина нагреваемого стержня в бетоне. 2.15. Температурные силы Nzt и Not можно рассматривать как внешние силы, действующие на элемент конструкции. Напряжения в бетоне элемента конструкции от сил Nzt и Not определяют обычным методом, применяемым в строительной механике. 3. КонструированиеОбщие требования 3.1 Арматура в клеевой рубашке размещается в элементах мостов так же, как и напрягаемая стержневая арматура соответствующего класса согласно СНиП II-Д.7-62*. Расположение арматуры в клеевой рубашке должно обеспечивать наименьшее количество соприкосновений ее с прочей арматурой, 3.2. Напрягаемую стержневую арматуру следует заказывать и применять преимущественно в виде целых стержней мерной длины (без сварных стыков на всю длину элемента), а термически упрочненную сталь классов Ат-IV и Ат-VI - только в виде стержней мерной длины. 3.3. При применении арматуры криволинейного
очертания с несколькими углами перегиба угол наклона стержней рекомендуется
принимать не более 30°, а радиус закругления для стержней арматуры диаметром до
При применении арматуры с одним углом перегиба угол наклона отгибов может достичь 90°. Радиус закругления стержней должен быть не менее 15 диаметров напрягаемой арматуры. 3.4. Длину зоны анкеровки lан напрягаемой стержневой арматуры в клеевой рубашке можно принимать равной 35 диаметрам арматуры независимо от марки бетона. 3.5. При применении арматуры диаметром 3.6. Для подключения токоподводящих проводов
к напрягаемой арматуре необходимо, чтобы стержни выходили за пределы элементов
на 8- 3.7. В случае применения арматуры в клеевой рубашке в качестве монтажной напрягаемой арматуры необходимо обеспечивать надежную связь бетона омоноличивания с бетоном элементов как в направлении вдоль стержня, так и в нормальном к оси стержня во избежание выкалывания бетона омоноличивания при натяжении арматуры от действия температурных сил. 3.8. Допускается применять арматуру, часть длины которой покрыта клеем, располагая участок арматуры с клеевой рубашкой в бетоне, а участок, свободный от клея, в открытом или закрытом канале. Конструкция коробчатых блоков с арматурой в клеевой рубашке 3.9. Армирование блоков рекомендуется производить напрягаемой арматурой, расположенной в соответствии с напряженным состоянием бетона, соблюдая требования п. 3.3 настоящих «Методических рекомендаций» (рис. 3). 3.10. Стенки блоков рекомендуется армировать напрягаемыми хомутами U - образного очертания, расположенными по оси или симметрично оси стенки блока. 3.11. Рекомендуемый диаметр напрягаемой
арматуры - не более 3.12. Конструктивное армирование блоков напрягаемой арматурой выполняется в соответствии с требованиями СНиП II-Д.7-62*.
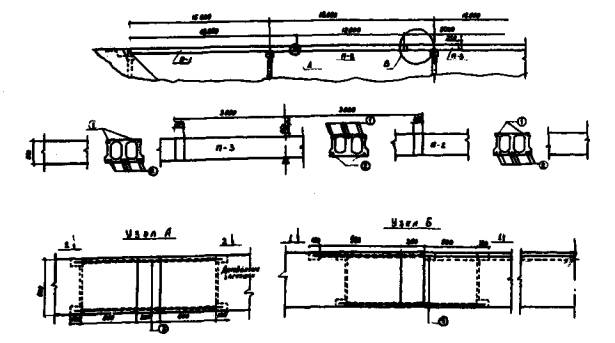
Рис. 3. Схемы армирования плитно-ребристых и коробчатых блоков арматурой в клеевой рубашке Конструкция стыка неразрезных пролетных строений с арматурой в клеевой рубашке 3.13. Разрезные пролетные строения, выполненные из типовых пустотных плит, рекомендуется объединять в неразрезные с помощью стержневой напрягаемой арматуры в клеевой рубашке. Стыки целесообразно располагать в зоне нулевых моментов от постоянных нагрузок. Оптимальный диаметр напрягаемой арматуры 22- 3.14. Арматурные стержни могут перекрывать по длине моста один или два стыка, симметричных относительно опоры (рис. 4). Последний вариант целесообразен лишь в случае, когда необходимо увеличить количество напрягаемой арматуры в надопорном сечении неразрезного пролетного строения. При этом участок стержня, расположенный в надопорном блоке, рекомендуется не покрывать клеем (п. 3.8). 3.15. Арматурные стержни допускается располагать в прорезях либо в пазах, выполненных в бетоне блоков, и в продольных швах между плитами. Анкеровка стержней осуществляется в бетоне омоноличивания. Чтобы обеспечить совместную работу бетона омоноличивания с бетоном плит под действием нормальных сил, прорези в плитах на длине зоны анкеровки арматуры рекомендуется устраивать зубчатыми. Косвенное армирование в зоне анкеровки должно соответствовать п. 3.5 настоящих «Методических рекомендаций». 3.16. В районе стыка плиты должны быть объединены между собой в поперечном направлении с помощью армированной диафрагмы. 4. Требования к производству работЗаготовка, транспортировка и монтаж арматуры в клеевой рубашке 4.1. Арматурные стержни перед нанесением клея выправляют и очищают от грязи, пыли и ржавчины. Стержни арматуры классов А-IV и А-V в случае необходимости могут быть соединены контактной стыковой сваркой согласно ГОСТ 14098-68. Диаметр арматуры в месте соединения не должен превышать максимального диаметра арматуры по выступам. 4.2. При приготовлении клея компоненты отвешиваются, измельчаются и тщательно перемешиваются в пропорциях, указанных в п. 2.2.
Рис. 4. Схемы армирования стыков плитных неразрезных пролетных строений арматурой в клеевой рубашке;
Компоненты клея измельчаются до заданной крупности и перемешиваются при совместном их помоле в вибромельнице. Смолу и асбестовую мелочь загружают в вибромельницу в последнюю очередь. При совместном помоле компонентов клея температура нагрева мелющих тел вибромельницы не должна превышать 80°С. Приготовленный клей хранят в любой таре в сухих помещениях. Срок хранения - 3 года. 4.3. Клей на арматуру наносят в специальной
установке. Толщина пленки клея - 1,5- Хранение приготовленных стержней допускается в местах, защищенных от попадания прямых солнечных лучей и влаги. Срок хранения - 3 года. 4.4. Перевозка приготовленных стержней допускается любым видом транспорта в упаковке, предохраняющей от ударов и трения друг о друга или о другие поверхности. Если при транспортировке или гнутье арматуры пленка клея повреждается, то ее восстанавливают расплавленным при температуре 100-120°С или растворенным в ацетоне клеем. 4.5. После установки арматуры в опалубку места возможного соприкосновения ее друг с другом и прочей арматурой следует изолировать способами, применяемыми в цепях низкого напряжения. Натяжение арматуры 4.6. Натяжение стержневое арматуры осуществляют электротермическим способом с использованием сварочных трансформаторов, тип и количество которых подбирают по необходимым величинам силы тока, напряжения и мощности. Расчет силы тока, напряжения и мощности установок для нагрева арматурных стержней в клеевой рубашке по заданному режиму приведен в приложении 1. Там же указаны основные характеристики сварочных трансформаторов, используемых для нагрева арматуры. Примеры расчетов приведены в приложении 2. 4.7. Технология натяжения стержней заключается в следующем: стержни подключают в цепь нагревательной установки; включают ток и в течение 1-3 мин нагревают стержни до заданной температуры (280-320°С); поддерживают заданную температуру в стержнях в течение 2-3 мин до полимеризации клея; выключают ток в нагревательной установке. При выдержке температуры нагрева требуемая величина силы тока значительно (в 2-3 раза) меньше, чем при нагреве стержней. Уменьшить силу тока при переходе от нагрева стержней к выдержке температуры можно путем включения в электрическую цепь реактивной катушки (дросселя) или сварочных трансформаторов СТЭ-24 или СТЭ-34 с закороченными реактивными обмотками, используемыми как дроссель. Электрическая схема установки для нагрева арматуры и поддержания в ней постоянной температуры в течение определенного времени показана на рис. 5. 4.8. Если арматура расположена по длине конструкции частично в бетоне (участок I) и частично на воздухе (участок II), то каждый участок следует нагревать отдельным трансформатором в такой последовательности: нагревают участок I до температуры » 120°С за 0,5-1 мин; нагревают участок II до заданного удлинения и поддерживают на участке I температуру 100-120°С в течение всего времени нагрева; нагревают участок I до температуры 280-320°С за 1-2 мин и поддерживают заданное удлинение на участке II; выдерживают заданные удлинение и температуру на участках в течение 2-3 мин; отключают ток от участка I и поддерживают на участке II заданное удлинение в течение 5 мин; отключают ток от участка II и снимают токоподводящие провода.
Рис. 5. Электросхема установки для нагрева арматуры 4.9. Стержни в цепь нагревательной установки подключают лишь с помощью специальных прижимных контактов, надежно соединенных с токоподводящими проводами. Токоподводящую часть контакта (длиной не менее 2 d) выполняют из металла, обладающего высокой электропроводностью (медь, латунь), а прижимающую часть - из обычной стали. Усилие прижатия контакта к нагреваемому стержню - не менее 100 кгс. 4.10. Напряжения в арматуре контролируют по силе тока, протекающего по стержню, используя зависимость между удлинением при заданной температуре и омическим сопротивлением стержня. Одновременно контролируют величину удлинения стержня. Операции при контроле напряжений в арматуре по силе тока выполняют в такой последовательности: в цепи нагреваемого стержня устанавливают трансформатор тока, подключенный к образцовому амперметру; производят тарировку стержней (минимум трех шт.), аналогичных заложенным в бетон, устанавливая величину коэффициента К1:
где Io - сила тока в цепи в начале нагрева стержня; It - сила тока в цепи при удлинении стержня, соответствующем заданному напряжению в арматуре σo. Удлинение определяют по формуле
где Енач - начальный модуль упругости стержневой арматуры, кгс/см2; К - коэффициент, учитывающий упругопластичные свойства стали: стержни, заложенные в бетон, нагревают до тех пор, пока сила тока в цепи не достигнет величины Iti, определенной из зависимости Iti = K1Ioi; при выдержке заданной температуры нагрева периодически включают в цепь нагреваемого стержня реактивную катушку (дроссель), следя за постоянством силы тока в цепи Iti. Удлинение арматуры при натяжении измеряют
штангенциркулем между бетоном конструкции и риской, нанесенной на каждом из
контактов. Точность измерения ± 4.11. При работе с арматурой в клеевой рубашке необходимо составлять акт производства скрытых работ, в котором следует отмечать качество клеевого покрытия арматуры, установленной в опалубку, наличие электроизоляции мест возможного соприкосновения ее с прочей арматурой, положение зафиксированной арматуры, полное удлинение арматуры в момент натяжения и после остывания; величину тока, протекающего по стержню в начальный и конечный моменты нагрева. При натяжении арматуры следует руководствоваться указаниями по технике безопасности, которые приведены в приложении 3. ПРИЛОЖЕНИЯПРИЛОЖЕНИЕ 1 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||


|
Диаметр арматуры, мм |
Площадь поперечного сечения арматуры, мм2 |
Омическое сопротивление R, Ом×10-4 |
Расход тепла, ккал, при нагреве за 1 мин |
Активное сопротивление |
Полное сопротивление |
||||||
|
300 |
350 |
||||||||||
|
Qн |
|
Qн |
|
||||||||
|
300 |
350 |
300 |
350 |
||||||||
|
10 |
78 |
16,7 |
21,9 |
3,33 |
26,3 |
4,26 |
51,4 |
58,5 |
58,0 |
63,3 |
|
|
12 |
113 |
11,5 |
31,4 |
3,98 |
37,7 |
5,09 |
40,0 |
43,8 |
47,0 |
51,3 |
|
|
14 |
154 |
8,45 |
42,7 |
4,71 |
51,3 |
6,02 |
33,2 |
36,7 |
38,4 |
41,8 |
|
|
16 |
201 |
6,45 |
55,8 |
5,28 |
67,0 |
6,75 |
28,5 |
31,2 |
33,2 |
36,2 |
|
|
18 |
254 |
5,12 |
70,6 |
5,92 |
84,8 |
7,58 |
25,2 |
27,6 |
29,4 |
32,1 |
|
|
20 |
314 |
4,15 |
87,2 |
6,66 |
104,7 |
8,52 |
22,6 |
24,8 |
26,4 |
28,8 |
|
|
22 |
380 |
3,42 |
104,3| |
7,47 |
126,3 |
9,56 |
20,7 |
22,7 |
24,4 |
26,6 |
|
|
25 |
491 |
2,65 |
136,0 |
8,37 |
163,0 |
10,70 |
18,0 |
19,7 |
21,2 |
23,1 |
|
|
28 |
616 |
2,11 |
170,5 |
9,25 |
204,5 |
11,82 |
16,2 |
17,7 |
18,9 |
20,7 |
|
|
32 |
804 |
1,62 |
223,0 |
10,62 |
268,0 |
13,60 |
14,2 |
15,5 |
16,7 |
18,2 |
|
|
36 |
1018 |
1,28 |
282,0 |
11,82 |
332,0 |
15,25 |
12,6 |
13,8 |
14,9 |
16,2 |
|
Установлено, что время
нагрева одного и того же стержня в бетоне в среднем в два раза больше, чем на
воздухе, при одинаковых силе тока и напряжении в цепи. Следовательно, потери
тепла с
![]() (8)
(8)
где ![]() - потери тепла с
одного метра стержня теплоизлучением и конвенцией в течение 1 мин, принимаемые
по табл. 1 данного приложения.
- потери тепла с
одного метра стержня теплоизлучением и конвенцией в течение 1 мин, принимаемые
по табл. 1 данного приложения.
Требуемое напряжение определяют по формуле
![]() (9)
(9)
где Z - полное сопротивление
lн - длина нагреваемого участка стержня, м;
m - коэффициент, который при последовательном включении стержней в цепь питания равен их числу, а при параллельном соединении - 1.
Требуемую мощность преобразователя тока определяют по формуле
![]() (10)
(10)
Таблица 2
|
Основные характеристики сварочных трансформаторов |
Трансформатор |
|||||||||
|
двухкорпусной |
однокорпусной |
|||||||||
|
СТЭ-24 |
СТЭ-34 |
СТАН-0 |
СТАН-1 |
СТН-350 |
СТН-500 |
СТН-700 |
ТСД-500 |
ТСД-1000 |
ТСД-2000 |
|
|
Первичное напряжение, В |
220 или 380 |
220/110 или 380 |
220 или 380 |
220 |
220 или 380 |
|||||
|
Вторичное напряжение при холостом ходе, В |
65 |
60 |
63-83 |
60-70 |
70 |
60 |
80 |
69 и 78 |
72 и 84 |
|
|
Нормальный режим работы, ПВ % или ПР % |
65 |
65 |
50 |
65 |
60 |
50 |
||||
|
Номинальная полезная мощность, |
22,75 |
30 |
8,7 |
22 |
24,5 |
30 |
42 |
40 |
69 |
144 |
|
потребляемая, кВА |
24 |
34 |
- |
24 |
- |
32 |
43,8 |
42 |
76 |
180 |
|
Номинальный первичный ток при первичном напряжении 220/380 В, А |
110/63 |
155/90 |
- |
110/63 |
114/- |
145/84 |
198/114 |
185/108 |
345/220 |
820/475 |
|
Номинальный вторичный ток, А |
350 |
500 |
140 |
350 |
500 |
700 |
500 |
1000 |
2000 |
|
|
Номинальное вторичное напряжение при нагрузке, В |
30 |
30 |
35 |
40 |
42 |
- |
||||
|
Пределы регулирования сварочного тока, А |
70-500 |
150-700 |
25-150 |
60-480 |
80-450 |
150-700 |
200-900 |
200-600 |
400-1200 |
880-2200 |
|
КПД |
0,83 |
0,85 |
0,83 |
0,63 |
- |
0,85 |
0,87 |
0,9 |
- |
|
|
Коэффициент мощности |
0,52 |
0,51 |
0,52 |
- |
0,54 |
0,66 |
0,55 |
0,62 |
- |
|
|
Площадь сечения проводов для подключения к первичной сети при напряжении 220/380 В, мм2 |
25/10 |
35/16 |
- |
25/10 |
25/- |
35/16 |
70/35 |
95/50 |
240/185 |
|
|
Площадь сечения проводов сварочной цепи, мм2 |
220 или 2´50 |
185 или 2´70 |
- |
120 или 2´50 |
120 или 2´50 |
185 или 2´70 |
240 или 2´95 |
185 или 2´70 |
2´150 |
4´150 |
На основании полученных данных по табл. 2 данного приложения подбирают трансформаторы, обеспечивающие необходимые силу тока и напряжение.
Номинальная мощность трансформаторов должна быть больше расчетной.
ПРИЛОЖЕНИЕ 2
Примеры расчетов при электротермическом способе натяжения стержневой арматуры в
клеевой рубашке
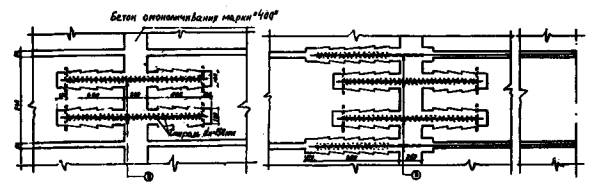
Рассмотрим армирование плиты проезжей части (см. рисунок) арматурой в клеевой рубашке. Температура нагрева стержня 320°С, время нагрева 1 мин, время выдержки 2 мин. Температура конструкции 20°С, Бетон марки «500».
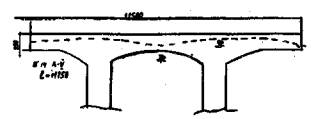
Схема армирования арматурой в клеевой рубашке плиты проезжей части блоков пролетных строений
1. Величину предварительного напряжения в арматуре вычисляем по формуле (2):
|
|
Предельно допустимое отклонение предварительного напряжения в арматуре определяем по формуле (1):
|
|
Проверяем величину наибольшего напряжения в арматуре: 6840 + 606 = 7446 кгс/см2 < 8000 кгс/см2.
2. Потери напряжения в арматуре от изменения температуры бетона определяем по формуле (3):
|
|
Максимальное напряжение в бетоне на уровне напрягаемой арматуры от температурной силы Nzt определяем по формуле
|
|
где Fб, Iб - соответственно площадь сечения и момент инерции бетонного сечения;
l, yа - соответственно эксцентриситет и ордината арматуры относительно центра тяжести бетонного сечения.
Температурную силу определим по формуле (4):
|
|
При расположении арматуры через
|
|
3. Температурные напряжения, возникающие в бетоне при электропрогреве арматуры, определяем в двух сечениях:
а) в сечении, нормальном к оси стержня,
|
|
б) в сечении, проходящем через стержень и параллельном оси блока,
|
|
по формуле (5)
|
|
Чтобы обеспечить трещиностойкость бетона при действии температурной силы Not , рекомендуется натягивать арматуру после монтажа блоков пролетных строений и обжатия бетона плиты проезжей части напряжением не менее 55 кгс/см2.
4. При подборе установки для нагрева одного стержня требуемую силу тока определяем по формулам (6)-(8) в табл. 1 приложения 1:
|
|
Необходимое напряжение устанавливаем по формуле(9) и табл. 1 приложения 1:
|
|
Требуемую мощность трансформатора вычисляем по формуле (10):
|
|
По табл. 2 приложения 1 подбираем трансформатор ТСД-2000, который может обеспечить нужный режим нагрева. Можно также применить батарею из трех соединенных последовательно трансформаторов типа ТСД-500.
ПРИЛОЖЕНИЕ 3
Указания по технике безопасности
1. Правила техники безопасности при приготовлении клея, нанесении его на арматуру, хранении клея и арматуры в клеевой рубашке
1. Все производственные процессы при приготовлении клея и нанесении его на арматуру должны производиться в изолированных помещениях с принудительной вентиляцией.
2. Для естественного проветривания в летнее время все оконные проемы производственных помещений должны иметь открывающиеся рамы и фрамуги с простейшим механизмом для их открывания.
3. В помещениях для работы с пластмассами должны быть установлены раковины с подводкой холодной и горячей воды.
4. Рабочие столы для приготовления клеевой смеси следует накрывать прочной белой бумагой, которую после работы убирают.
5. Для сбора загрязненной бумаги и обтирочного материала в помещении устанавливают металлические емкости с плотно закрывающимися крышками. В конце рабочего дня или смены эти емкости очищают, а содержимое сжигают в специально отведенном месте.
6. Тару из-под пластмасс моют механизированным способом в специальном, хорошо вентилируемом помещении.
7. Для предупреждения контакта кожи рук с пластмассами все работающие должны быть обеспечены полиэтиленовыми на бязевой подкладке или тонкими резиновыми перчатками.
8. Лица, работающие с пластмассами, должны быть обеспечены защитной одеждой, состоящей из хлопчатобумажного халата, застегивающегося сзади, хлопчатобумажной шапочки или косынки.
9. Выносить спецодежду с предприятий и стирать на дому запрещается.
10. Стирать спецодежду на производстве необходимо механическим способом и отдельно от другого белья.
11. Менять спецодежду на производстве необходимо не реже одного раза в неделю.
12. Хранение и прием пищи, а также курение на рабочих местах запрещается.
13. В помещение, где производится помол компонентов клея, не разрешается входить до тех пор, пока пыль, образовавшаяся при помоле, не будет удалена.
14. Клей на арматуру следует наносить механизмом, оборудованным местным отсосом.
15. Клей и смолы должны храниться в плотно
закрытой таре, а арматура в клеевой рубашке - в штабелях (с зазорами между
стержнями не менее
2. Правила техники безопасности при напряжении арматуры электротермическим способом
16. Натяжение арматуры следует производить на открытом воздухе в сухую погоду.
17. К работе на установках для нагрева арматуры допускаются только лица, прошедшие обучение по программе технической эксплуатации электросиловых установок промышленных предприятий.
18. Лица, работающие на установках, обеспечиваются спецодеждой и индивидуальными защитными приспособлениями, соответствующими выполняемой работе.
19. Все соединения электропроводки нужно тщательно изолировать.
20. Установки для нагрева арматуры должны иметь сигнальную лампу, автоматически включающуюся во время нагрева стержня.
21. На рабочих местах должны быть уложены резиновые коврики.
22. Установки и все комплектующее их силовое оборудование надежно заземляются.
23. Электросиловое оборудование и приборы, входящие в комплект установки, должны быть вмонтированы в металлические шкафы, доступ к которым разрешается только дежурному электромонтеру.
Кроме того, следует соблюдать «Правила техники безопасности и промышленной санитарии при работе с эпоксидными смолами и материалами на их основе» (М., Изд. НИИАТ, 1962), «Правила технической эксплуатации электроустановок потребителей и правила техники безопасности» (М., Атомиздат, 1973), «Правила техники безопасности и производственной санитарии при электросварочных работах» (М., Машгиз, 1960).