Содержание 1 Область примененияНастоящие технические условия распространяются на трубы чугунные напорные высокопрочные, изготовленные из чугуна с шаровидным графитом (ЧШГ) и предназначенные для использования в качестве анодных заземлителей при выполнении электрохимической защиты подземных металлических сооружений. Настоящие технические условия применимы к трубам под нахлестное сварное соединение и трубам с раструбным соединением, которые изготавливаются из ЧШГ методом центробежного литья. Изготовитель поставляет: - трубы под нахлестное сварное соединение (рисунок А.7); - трубы с планкой под нахлестное сварное соединение (рисунок А.3); - трубы с планкой и крышкой под нахлестное сварное соединение (рисунок А.5); - сварное изделие из труб с раструбным соединением (рисунок А. 2а). Настоящие технические условия содержат технические требования на материалы, размеры, допуски, механические свойства, методы испытания труб с диаметром условного прохода (Dy) от 100 до 300 мм. При заказе на поставку труб необходимо указывать условный диаметр внутреннего прохода и длину труб. Примеры условного обозначения изделий: Труба под нахлестное сварное соединение мерной длины 6000 мм, Dy 100 мм: - труба ЧШГС-100×6000, ТУ 1461-062-50254094-2003 Труба с планкой под нахлестное сварное соединение мерной длины 6000 мм, Dy 150 мм: - труба ЧШГСП-150×6000, ТУ 1461-062-50254094-2003 Труба с планкой и крышкой под нахлестное сварное соединение мерной длины 6000 мм, Dy 200 мм: - труба ЧШГСК-200×6000, ТУ 1461-062-50254094-2003 Сварное изделие из труб с раструбным соединением длиной 12000 мм, толщиной стенки 6 мм, Dy 150 мм: - изделие ЧШГУ-150-6×12000, ТУ 1461-062-50254094-2003 Сварное изделие из труб с раструбным соединением длиной 12000 мм, толщиной стенки 9 мм, Dy 150 мм: - изделие ЧШГУ-150-9×12000, ТУ 1461-062-50254094-2003. 2 Нормативные ссылкиВ настоящих технических условиях использованы ссылки на следующие стандарты: ГОСТ 427-75 Линейки измерительные металлические. Технические условия. ГОСТ 1497-84 Металлы. Методы испытаний на растяжение. ГОСТ 9012-59 Металлы. Методы испытаний. Измерение твердости по Бринелю. ГОСТ 10692-80 Трубы стальные, чугунные и соединительные части к ним. Маркировка, упаковка, транспортирование, хранение. ГОСТ 27208-87 Отливки из чугуна. Методы механических испытаний. 3 ОпределенияВ настоящих технических условиях используются следующие определения: 3.1 высокопрочный чугун с шаровидным графитом: Тип чугуна, в котором графит присутствует преимущественно в шаровидной форме. 3.2 труба: Отливка с равномерным каналом, с прямой осью, имеющая гладкий и раструбный концы. 3.3 гладкий конец: Конец трубы, помещаемый в раструбное соединение. 3.4 партия: Количество отливок, из которого выбирается образец для испытаний. 4 Технические требования4.1 Трубы из высокопрочного чугуна с шаровидным графитом должны соответствовать требованиям настоящих технических условий. 4.2 Трубы должны изготавливаться из высокопрочного чугуна с шаровидным графитом. 4.3 Твердость металла труб не должна превышать 230 НВ. 4.4 Механические свойства металла труб, определяемые при испытании образцов на растяжение, должны быть не менее:
Примечание - Величина предела текучести контролируется по требованию потребителя. 4.6 На наружной и внутренней поверхностях труб допускаются пороки, обусловленные способом производства и не влияющие на эксплуатационные характеристики труб. 4.8 Трубы не должны иметь отклонение от прямолинейности на величину более 0,125 % от их длины. 4.9 Размеры и масса труб должны соответствовать величинам, указанным в таблице 3 и на рисунке 7. 4.10 Трубы под нахлестное сварное соединение поставляются мерной длиной (L), равной (6000±100) мм. Сварное изделие из труб с раструбным соединением поставляется мерной длиной (L), равной (12000±100) мм. 4.11 Предельные отклонения по толщине стенки трубы (S) и по наружному диаметру цилиндрической части (DH) не должны превышать величин, указанных в таблицах 1, 3. 4.12 Отклонение фактической массы труб от теоретической не должно превышать:
Примечание - Допускается превышение максимальной массы трубы при соблюдении всех остальных требований настоящих технических условий. 4.13 Трубы должны быть маркированы краской или иметь литую маркировку. На трубе должны быть нанесены следующие обозначения: - товарный знак предприятия-изготовителя; - диаметр условного прохода; - год изготовления; - обозначение, что материалом трубы является чугун с шаровидной формой графита (ЧШГ). 4.14 Упаковка, транспортирование и хранение труб, оформление документации должны производиться в соответствии с требованиями ГОСТ 10692-80. 4.15 На каждую отгружаемую потребителю партию труб Поставщик выдает документ о качестве труб, в котором должны быть указаны: наименование предприятия-изготовителя, диаметр труб, их количество и общая длина в метрах, теоретическая масса, предел прочности при растяжении, относительное удлинение и твердость металла труб. 5 Требования безопасности и охраны окружающей среды5.1 Трубы чугунные взрывобезопасны, нетоксичны, электробезопасны и радиационнобезопасны. Специальных мер безопасности в течение всего срока службы труб не требуется. 5.2 Безопасность труб в процессе эксплуатации обеспечивается: - структурой металла; - механическими и технологическими свойствами труб; - высокой хладостойкостью и коррозионностойкостью металла труб; - проведением гидроиспытаний; - применением внутреннего и внешнего защитных покрытий. 5.3 При испытании, хранении, транспортировании и эксплуатации трубы являются экологически безопасной продукцией. 5.4 Отходы производства труб следует использовать для переработки. 6 Правила приемки6.1 Трубы предъявляются к приемке партиями. Количество проверяемых в партии отливок устанавливается предприятием-изготовителем. 6.2 Трубы из ВЧШГ подвергаются следующим видам контроля: - визуальный контроль; - измерительный контроль; - неразрушающий контроль. 6.3 Визуальному, измерительному и неразрушающему контролю должна быть каждая труба. 6.4 Проверка твердости и механических свойств металла проводится на образцах, изготовленных из любых труб каждого диаметра в проверяемой партии. 6.5 Для труб, прошедших неразрушающий контроль, механические свойства не являются браковочным признаком. 7 Методы испытаний7.1 Для контроля свойств металла труб от гладкого конца отобранной трубы отрезают кольцо, из которого изготавливают образцы для проведения механических испытаний и определения твердости. Изготовление и испытание образцов проводятся согласно ГОСТ 1497-84 и ГОСТ 27208-87. 7.2 Испытание на твердость металла труб проводится по ГОСТ 9012-59. 7.3 Неразрушающий контроль проводится по методике завода-изготовителя. 7.4 Осмотр труб производится визуально. 7.5 Геометрические размеры труб контролируются стандартными мерительными инструментами по ГОСТ 427-75 или инструментом, изготовленным по чертежам завода-изготовителя. 7.6 Проверка прямолинейности труб проводится визуально. В случае сомнения, отклонение может быть измерено линейкой и щупами или другими методами по методике завода-изготовителя. 8 Транспортирование и хранение8.1 По заказу потребителя трубы под нахлестное сварное соединение транспортируются в пакетах. Количество труб в пакетах регламентируется документацией завода-изготовителя. 8.2 При перевозке труб автотранспортом длина свисающих концов не должна превышать 25% от длины трубы. 8.3 Хранение труб на складах и строительных площадках без транспортных пакетов должно производиться в штабелях, уложенных на ровных площадках. Нижние и последующие ряды укладываются на прокладки. Раструбы в каждом ряду должны быть направлены попеременно в противоположные стороны. Допускается складирование труб без прокладок на специальных стеллажах, исключающих раскатывание и повреждение труб. 8.4 При хранении труб высота штабеля не должна превышать 3-х метров. Приложение А |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||



Таблица 1 |
|
|
Размеры в миллиметрах |
|
|
Условный проход |
Dh |
S |
1 |
Масса изделия, кг |
|
100 |
|
6,0-1,3 |
85 |
195,2 |
|
150 |
|
6,0-1,3 |
90 |
297,6 |
|
200 |
|
6,3-1,5 |
89 |
397,8 |
|
250 |
|
6,8-1,6 |
94 |
522,4 |
|
300 |
|
7,2-1,6 |
98 |
661,2 |
Рисунок 2а Сварное изделие из труб под соединение «Универсал».

1 - Планка
2 - Болт М12×3,5 5-8.096 (ГОСТ 7798-70)
3 - Гайка M12-096 (ГОСТ 5915-70)
4 - Шайба А8.02.016 (ГОСТ 11371-78)
Рисунок 3 Труба с планкой под нахлестное сварное соединение
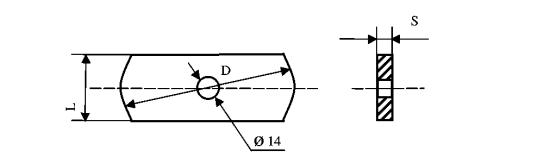
Рисунок 4 Планка
Таблица 1а |
|
Размеры в миллиметрах |
|
|
Усл. проход |
D |
L |
S |
|
100 |
109 |
40 |
12 |
|
150 |
161 |
40 |
12 |
|
200 |
208 |
40 |
12 |
|
250 |
265 |
40 |
12 |
|
300 |
317 |
40 |
12 |

1 - Планка
2 - Болт М12×3,5 5-8.096 (ГОСТ 7798-70)
3 - Гайка M12-096 (ГОСТ 5915-70)
4 - Шайба А8.02.016 (ГОСТ 11371)
5 - Крышка
Рисунок 5 Труба с планкой и крышкой под нахлестное сварное соединение
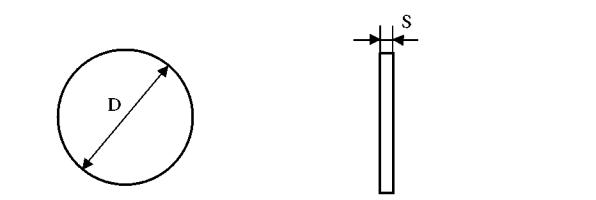
Рисунок 6 Крышка
|
Таблица 2 |
Размеры в миллиметрах |
|
|
Условный проход |
D |
S |
|
100 |
108 |
12 |
|
150 |
160 |
12 |
|
200 |
202 |
12 |
|
250 |
264 |
12 |
|
300 |
316 |
12 |
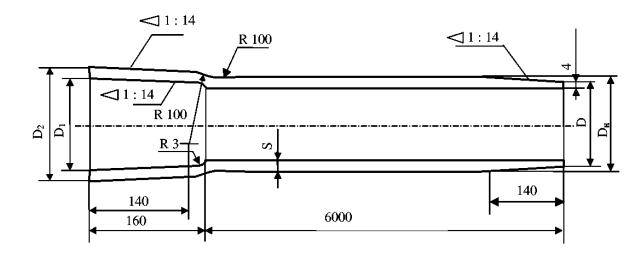
Рисунок 7 Труба под нахлестное сварное соединение
|
Размеры в миллиметрах |
||||||||
|
Условный диаметр |
D |
DH |
D1 |
D2 |
S |
m, кг |
||
|
100 |
108 |
|
117,5 |
137,5 |
6±1 |
9±1 |
94,9 |
138,5 |
|
150 |
160 |
|
169,5 |
189,5 |
6±1 |
9±1 |
143,5 |
211,2 |
|
200 |
202 |
|
221,5 |
241,5 |
6±1 |
9±1 |
190,8 |
282,3 |
|
250 |
264 |
|
273,5 |
293,5 |
6±1 |
9±1 |
249,9 |
370,7 |
|
300 |
316 |
|
325,5 |
345,5 |
6±1 |
9±1 |
315,7 |
469,1 |
9 Лист регистрации изменений
|
Номер изменения |
Дата утверждения |
Перечень измененных пунктов |
Дата введения в действие изменения |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|