| НИИЖБ ГОССТРОЯ СССР РЕКОМЕНДАЦИИ ПО ПРИМЕНЕНИЮ В ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЯХ ЭФФЕКТИВНЫХ ВИДОВ СТЕРЖНЕВОЙ АРМАТУРЫ МОСКВА-1987 Госстрой СССР Ордена Трудового Красного Знамени научно-исследовательский институт бетона и железобетона (НИИЖБ) Утверждены директором НИИЖБ 14 июля 1987 г. Печатаются по решению секции бетонных и железобетонных конструкций НТС НИИЖБ Госстроя СССР от 22 июня 1987г. Рекомендации по применению в железобетонных конструкциях эффективных видов стержневой арматуры. - М.: НИИЖБ Госстроя СССР, 1987. - с. 47. Приведены практические рекомендации по приемке, сварке, заготовке и натяжению стержневой арматуры и основные положения по проектированию и применению в железобетонных конструкциях горячекатаной, термомеханически упрочненной и упрочненной вытяжкой стержневой арматурной стали эффективных видов. Предназначены для инженеров-проектировщиков и ИТР предприятий строительной промышленности и строек. Табл. 17., илл. 5. Ордена Трудового Красного Знамени научно-исследовательский институт бетона и железобетона Госстроя СССР, 1987 Содержание ПРЕДИСЛОВИЕ.Стержневая арматурная сталь является наиболее массовым видом арматуры железобетонных конструкций. За время, прошедшее с выпуска предыдущих «Рекомендаций по применению новых видов стержневой арматуры в железобетонных конструкциях» (М.: НИИЖБ, 1981), накоплен значительный объем новых данных о свойствах, свариваемости и особенностях применения такой арматуры в железобетонных конструкциях. Данные об особенностях применения в железобетонных конструкциях основных видов стержневой арматурной стали, были включены в главу СНиП 2.03.01-84 «Бетонные и железобетонные конструкции» и в главу СНиП 2.03.11-85 «Защита строительных конструкций от коррозии». Вместе с тем в последнее время разработаны и находят практическое применение новые виды стержневой арматуры, не включенные в СНиП 2.03.01-84 и СНиП 2.03.11-85, в частности, высокопрочная арматура класса Ат-УП с временным сопротивлением бв ≥ 1430Н/мм2 и «северная», сталь класса Ас-Ш. Расширен сортамент и выпускаются новые марки стали повышенной прочности классов Ат-1УС, Ат-ШС, а также стали классов A-1 (Ø 5,5мм), Ат-У и А-У1. Удалось на практике доказать возможность эффективного применения упрочненной вытяжкой стали класса А-Шв в качестве обычной ненапрягаемой арматуры железобетонных конструкций, и поэтому возникла необходимость дать соответствующие практические рекомендации. Разработана и начинает внедряться новая система маркировки стержневой арматуры периодического профиля с обозначением класса стали непосредственно на поверхности стержней при прокатке. Отдельно даются рекомендации по применению в железобетонных конструкциях арматуры винтового профиля, импортных сталей и ряда других материалов, вызывающих постоянный интерес строительных организаций. Настоящие Рекомендации составлены в развитие положений СНиП 2.03.01-84 и СНиП 2.03.11-85, касающиеся арматуры, и будут способствовать распространению и широкому внедрению ее новых эффективных видов и прогрессивных методов изготовления и расчета железобетонных конструкций со стержневой арматурой. При составлении Рекомендаций использованы результаты исследований физико-механических свойств, свариваемости и технологии арматурных работ, а также испытаний железобетонных конструкций, армированных эффективными видами стержневой арматуры, проведенных НИИЖБ, ЦНИИЧМ им. И.П. Бардина, Институтом черной металлургии (г. Днепропетровск), УкрНИИмет (г. Харьков), ЦНИИС Минтрансстроя, ВВДИ железобетоном Минстройматериалов СССР, НИСИ им. В.В. Куйбышева (г. Новосибирск), ХИСИ (г. Харьков), ДМетИ (г. Днепропетровск), АрмНИИСа (г. Ереван), предприятиями стройиндустрии Главмоспромстройматериалов (г. Москва), Минэнерго. СССР и Минюгстроя СССР, Минстроя УССР, Криворожским, Западно-Сибирским, Череповецким и Макеевским металлургическими комбинатами и другими организациями, обобщения практики проектирования, производства и применения железобетонных конструкций со стержневой арматурой эффективных видов. Рекомендации разработаны НИИЖБ Госстроя СССР (доктора техн. наук профессора К.В. Михайлов, С.А. Мадатян, С.Н. Алексеев, Г.И. Бердичевский, кандидаты техн.наук А.М. Фридман, Б.П. Горячев, Г.М. Красовская, инженеры Л.А. Зборовский, Б.Н. Фридлянов, В.И. Петина, А.А. Мартынов, Р.В. Петросян, И.Н. Суриков, В.Д. Терин, З.К. Гришина), КГБ НИИЖБ (инженеры 0.И. Падин, Г.И. Исаев, Ю.Н. Алыбин) при участии ЦНИИС Минтрансстроя СССР (кандидаты техн.наук В.С. Гуменюк, В.З. Мешков), НИСИ (канд. техн. наук В.М. Митасов, инж. Д.А. Федоров) и ХИСИ (канд. техн. наук М.С. Токарев). Общее редактирование осуществили д-р техн.наук, проф. С.А. Мадатян и инж. В.И: Петина. С введением настоящих Рекомендаций утрачивает силу «Рекомендации по применению новых видов стержневой арматуры в железобетонных конструкциях» (М.: НИИЖБ, 1981), а также «Временные рекомендации по применению в железобетонных конструкциях импортных арматурных сталей» (М.: НИИЖБ, 1975). При внедрении новых разработок НИИЖБ оказывает научно-техническую помощь на основе хозяйственных договоров и консультативную помощь с оплатой работ по гарантийным письмам. 1. ОБЩИЕ ПОЛОЖЕНИЯ И ОБЛАСТЬ ПРИМЕНЕНИЯ1.1. Настоящими Рекомендациями надлежит руководствоваться при проектировании и изготовлении железобетонных конструкций, армированных сталью классов и марок, перечисленных в табл. 1 1.2. Основные механические свойства арматурной стали классов и марок, приведенных в табл. 1, должны с доверительной вероятностью Р ≥ 0,95 отвечать требованиям ГОСТ 5781-82, ГОСТ 10884-81 и ТУ на эти новые виды стержневой арматуры, приведенным в табл.2. Нормативные показатели внутригартионной изменчивости предела текучести этих сталей приведены в табл. 3.
Примечания: 1. При производстве стержней мерных длин арматурной стали классов Ат-1УК, Ат-У, Ат-УК, Ат-У1 и Ат-УП остаются прутки немерных длин, которые в случае их применения в сварных арматурных каркасах и сетках, а также при стыковании сваркой, могут разупрочняться до уровня стали класса Ат-ШС (А-Ш). Поэтому такая арматура поставляется как сталь класса Ат-ШНС по ТУ 14-15-114-82. 2. Наряду с термомеханически упрочненной арматурной сталью класса Ат-УК марки 25С2Р допускается применять сталь тех же диаметров класса Ат-УК марки 35ГС (при содержании углерода в готовом прокате наиболее 0,35 %) с поверхностным индукционным отпуском (прежнее обозначение Атп-У) по ТУ 14-1-2525-78. 3. Сталь марки 35ГС с указанным выше ограничением по верхнему содержанию углерода по ТУ 14-231-35-86 допускается применять в термомеханически упрочненном состоянии как сталь класса Ат-1УС. 4. Сталь марки 27ГС класса Ат-1УС находится в стадии освоения и приводится как перспективная
Примечания: 1. Для стали классов Ас-Ш марки 14ГСР и Ат-ШС марки БСт4кп допускается снижение временного сопротивления до 540(55) Н/мм2 (кгс/мм2) при относительном удлинении δ5 ≥ 20 % и σТ ≥ 440(45) Н/мм2 (кгс/мм2). 2. Для стали класса Ат-1УС допускается снижение временного сопротивления на 50(5) Н/мм2(кгс/мм2) при пределе текучести не менее 590(60) Н/мм2 кгс/мм2) и увеличении относительного удлинения δ5, и δР на 2 % абсолютных. Временное сопротивление этого класса не должно превышать 1030 (105) Н/мм2 (кгс/мм2).
* Значения Sо даны с округлением до 5(0,5) Н/мм2 (кгс/мм2). 1.3. Положениями настоящих Рекомендаций надлежит также руководствоваться при упрочнении вытяжкой стали классов А-Ш и Ат-ШС (см. разд. 7), при проектировании и изготовлении железобетонных конструкций со стержневой арматурой винтового профиля (см. разд. 6) и с импортной арматурой, соответствующей по механическим свойствам стали классов А-1, А-П и А-Ш по ГОСТ 5781-82 (см. разд. 8). 1.4. В качестве ненапрегаемой растянутой или сжатой в стадии эксплуатации арматуры следует преимущественно применять арматурную сталь класса Ат-1УС, а в качестве растянутой также - А-Шв. При этом рекомендуется унифицировать сечения рабочей арматуры классов с учетом их взаимозаменяемости без пересчета. В тех случаях, когда применение стали классов Ат-1УС и экономически не оправдано, допускается применять в качестве ненапрягаемой арматуры наряду со сталью класса А-Ш и других указанных в пп. 2.19 и 2.22 СНиП 2.03.01-84, арматурную сталь классов Ат-ШС, Ас-Ш и Ат-ШНС 1.5. В качестве ненапрягаемой арматуры обычных и предварительно напряженных железобетонных конструкций допускается, когда это оправдано экономически, применять стержневую арматурную сталь классов А-1У, Ат-Ш, Ат-У, А-У, А-У1, Ат-У1 и Ат-УП для продольной сжатой и растянутой арматуры (например, смешанное армирование). 1.6. В качестве напрягаемой стержневой арматуры предварительно напряженных железобетонных элементов следует применять арматурные стали, указанные в пп. 2.21-2.22 СНиП 2.03.01-84, включая новые эффективные виды стержневой арматурной стали, указанные в табл. 1 настоящих Рекомендаций. В соответствии с этим при длине предварительно напряженных железобетонных изделий до 12м включительно следует преимущественно применять термомеханически упрочненную сталь классов Ат-УП, Ат-У1 и Ат-У (Ат-УК) в виде стержней мерной длины. Допускается применять горячекатаную сталь классов А-У и А-У1, а также сталь классов Ат-1УС, Ат-1УК, А-1У, А-Шв и Ат-ШС в соответствии с п. 1.7. настоящих Рекомендаций. При длине предварительно напряженных железобетонных изделий свыше 12 м следует преимущественно применять горячекатаную сталь классов А-У1 и А-У в виде стержней, соединенных контактной стыковой или дуговой сваркой с накладками; термомеханически упрочненную сталь классов Ат-УП, Ат-У1 и Ат-У в виде стержней соответствующей мерной длины с обычным профилем, а также сталь всех указанных выше классов в виде стержней винтового профиля, стыкуемых без сварки (см. разд. 6). Допускается применять горячекатаную, термомеханически упрочненную и упрочненную вытяжкой сталь классов А-ТУ, Ат-1УС и А-Шв. 1.7. Допускается применять в качестве напрягаемой арматуры железобетонных конструкций сталь классов Ат-1УС, Ат-1УК, А-1У и А-Шв, а в конструкциях, эксплуатируемых только в неагрессивных средах, также сталь класса Ат-ШС в исходном или упрочненном вытяжкой состоянии (см. разд. 7). 1.8. Области применения эффективных видов стержневой арматурной стали классов A-1, Ат-ШС, А-1У, Ат-1УС, Ат-1УК, Ат-У, Ат-У1, А-У и А-У1 в зависимости от характера действующих нагрузок, расчетной температуры и условий агрессивных воздействий среды принимаются теми же, что и для арматурной стали этих классов прочности согласно указаний п. 2.23 и прил. 1 СНиП 2.03.01-84 и табл. 10 СНиП 2.03.11-85, а для арматурной стали новых классов прочности Ас-Ш и Ат-УП соответственно теми же, что и для стали классов Ас-П и Ат-У1.Сталь класса Ат-УП впредь до получения результатов специальных испытаний не рекомендуется применять в конструкциях, эксплуатируемых при температуре ниже минус 40°С, а сталь класса Ат-ШС, упрочненную вытяжкой, - не ниже минус 30°С. 1.9. Категории требований к трещиностойкости железобетонных конструкций, предельно допустимые ширины непродолжительного и продолжительного раскрытия трещин, требования к толщине защитного слоя бетона и марке по водонепроницаемости бетона для арматурных сталей, приведенных в табл. 1, должны приниматься по табл. 2 СНиП 2.03.01-84, табл.9 и 10 СНиП 2.03.11-85 такими же, как и для стали аналогичных классов прочности, способов упрочнения и коррозионной стойкости. Для стали класса Ат-УП категории требований по трещиностойкости принимаются теми же, что и для стали классов Ат-У1, соответственно для Ас-Ш как для А-Ш, для Ат-ШНС как для Ат-ШС, для Ат-УК как для Ат-УСК, для стали класса Ат-1УС, используемой в качестве ненапрягаемой арматуры, как для стали А-1У и Ат-1УК. 1.10. При изготовлении сборных предварительно напряженных железобетонных конструкций, эксплуатируемых в агрессивных средах, следует преимущественно применять натяжение стержневой арматуры на упоры. 2. ПРЕДЛОЖЕНИЯ ПО ПРОЕКТИРОВАНИЮ2.1. Расчет и конструирование элементов обычных и предварительно напряженных железобетонных конструкций со стержневой арматурой, приведенной в табл. 1 настоящих Рекомендаций, следует выполнять в соответствии с требованиями главы СНиП 2.03.01-84 и соблюдением дополнительных положений, изложенных в пп. 2.2-2.21 настоящих Рекомендаций. 2.2. За нормативное сопротивление стержневой арматуры принимаются браковочные величины условного или физического пределов текучести σ0,2 (σТ) по табл. 2 настоящих Рекомендаций. Нормативные сопротивления арматурных сталей класса Ат-ШС диаметром 10-32.мм и класса A-1 диаметром 5,5 мм приняты в соответствии с табл. 19 СНиП 2.03.01-84 равными 390(40) и 235(24) Н/мм2 (кгс/мм2). 2.3. Значения нормативных сопротивлений арматуры рекомендуется определять с учетом их изменения в результате предварительного напряжения и других технологических факторов изготовления железобетонных конструкций. При этом для расчета железобетонных конструкций по предельным состояниям первой и второй групп рекомендуется применять методы расчета, позволяющие использовать диаграммы работы арматуры и бетона.
2.4. Расчетные сопротивления растяжение RS для предельных состояний первой и второй групп определяются по формуле: где γS - коэффициент надежности по арматуре, принимаемый для стали классов А-Ш-А-У1 по табл. 21 СНиП 2.03.01-84, а для стали класса Ат-УП для первой группы предельных состояний - 1,2 и второй группы - 1,0. Соответствующие расчетные сопротивления стержневой арматуры приведены в табл. 4 настоящих Рекомендаций.
*В сварных каркасах для хомутов из арматуры классов Ас-Ш, Ат-ШС и А-Ш, диаметр которых меньше 1/3 диаметрарпродольных стержней, значения RSW принимается равными 255 Н/мм2 (26 кгс/мм2). **В сварных каркасах и сетках, без предварительного напряжения нормативные сопротивления принимаются равными 540 Н/мм2, а расчетные - RS = 450 Н/мм2, RSW = 360 Н/мм2, RSC = 200 Н/мм2. 2.5. При расчете по прочности железобетонных элементов с высокопрочной напрягаемой арматурной сталью классов Ат - УП, А - У1, Ат - У1, А - У, Ат - У, Ат - УК, Ат - 1УС, Ат-1УК, А-1У значения коэффициента условия работы арматуры при напряжениях, превышающих предел текучести, - γSG принимаются согласно положениям п. 3.13 СНиП 2.03.01-84. При - этом величина коэффициента γSG для стали класса Ат-УП определяется также как и для стали класса А-У1 для стали классов А-Шв и Ат-ШСв значения γSG = 1,0. 2.6. При расчете по прочности нормальных сечений, а также образованию и раскрытию трещин нормальных к продольной оси элемента на арматурную сталь класса Ат-УП распространяются все условия и ограничения, принятые для стержневой арматурной стали класса Ат-У1. 2.7. Расчетные сопротивления арматуры сжатию RSC, используемые при расчете конструкций по предельным состояниям первой группы, при наличии сцепления арматуры с бетоном, следует принимать по табл. 4 настоящих Рекомендаций. При расчете в стадии обжатия конструкций значения RSC умножаются на коэффициент условия работы 0,85. В случае применения сварки для стыков арматурной стали классов Ат-1УС, Ат-У, Ат-УК и Ат-У1 расчетные сопротивления стали этих классов сжатию RSC принимаются равными 450 H/мм2 (46 кгс/мм2). При отсутствии сцепления арматуры с бетоном принимаются значения RSC = 0 Значения RSC, указанные в табл. 4 настоящих Рекомендаций, принимаются для конструкций из тяжелого, мелкозернистого и легкого бетонов при учете в расчете нагрузок по поз. 2,а табл. 15 СНиП 2.03.01-84, а при учете в расчете нагрузок, указанных в поз.2,б табл. 15, принимается значение RSC = 400 Н/мм2 (41,0 кгс/мм2). Для конструкций из ячеистых и поризованных бетонов во всех случаях принимается значение RSC ≤ 400 Н/мм2 (41,0 кгс/мм2). 2.8. Расчетные сопротивления высокопрочной ненапрягаемой арматуры сжатию RSC для элементов из тяжелого бетона могут быть увеличены по сравнению с указанными в табл. 4 настоящих Рекомендаций в зависимости от количества и вида продольной и поперечной арматуры в соответствии с п. 3.22 СНиП 2.03.01-84. 2.9. Значения модуля упругости арматуры ЕS принимаются по табл. 5 настоящих Рекомендаций. Таблица 5
2.10. Для предварительно напряженных железобетонных элементов из тяжелого, мелкозернистого и легкого бетона класс бетона, в котором расположена арматура, следует принимать для стержневой арматуры не ниже указанного в табл. 6 настоящих Рекомендаций, а при назначении передаточной прочности бетона RSP рекомендуется руководствоваться положениями п.2.6 СНиП 2.03.01-84 и п. 2.12 настоящих Рекомендаций. Таблица 6
2.11. Толщина защитного слоя бетона у концов предварительно напряженных железобетонных элементов на длине зоны передачи напряжений в соответствии с п.5.7 СНиП 2.03.01-84 должна составлять не менее для стержней из стали классов Ат-1УС, Ат-1УК, А-1У и А-Шв................. 2d классов А-У, Ат-У, А-У1, Ат-У1 и Ат-УП.............. 3d и быть не менее 40 мм. При этом не требуется ограничения пп. 2.13, 2.14 и табл. 7 настоящих Рекомендаций. Допускается защитный слой бетона сечения у опоры принимать в соответствии с положениями пп. 5.4-5.7 СНиП 2.03.01-84 таким же как для сечения в пролете при выполнении дополнительных требований пп. 2.12, 2.13 и 2.14 настоящих Рекомендаций. 2.12. Концевые участки железобетонных конструкций длиной 0,6lр (п. 2.29 СНиП 2.03.01-84), но не менее 20 см, должны дополнительно армироваться поперечной или косвенной арматурой в соответствии с требованиями п. 5.61 СНиП 2.03.01-84. 2.13. При натяжении арматурных стержней на упоры без дополнительных анкеров и при выполнении требований п. 2.12 настоящих Рекомендаций и п. 5.61 СНиП 2.03.01-84 об армировании приопорной зоны, величина контролируемого предварительного напряжения не должна превышать величин, указанных в табл. 7.
2.14. При использовании технологии натяжения арматуры на упоры, в случае, когда создаваемое предварительное напряжение бsp превышает соответствующее значение величин, указанных в табл. 7, стержни арматурной стали классов Ат-У, Ат-УК, А-У1, Ат-УП должны иметь дополнительные анкера в виде спрессованных шайб или спиралей, высаженных головок, приваренных коротышей или пластин с поперечным размером не менее 1,8 диаметра напрягаемого арматурного стержня в соответствии с пп.4.7 - 4.14 «Руководства по технологии изготовления предварительно напряженных железобетонных конструкций» (М.: НИИЖВ, 1975). 2.15. При использовании арматуры класса Ат-УП в конструкциях, подвергающихся действию многократно повторяющихся нагрузок, расчетные сопротивления RS RSW и RSC следует умножать на коэффициент условия работы арматуры gS3 при многократном повторении нагрузки с коэффициентом ассиметрии цикла rS приведенный в табл. 8. Таблица 8
2.16. Нормативные и расчетные сопротивления, а также другие данные для проектирования, содержащиеся в разд. 2 настоящих Рекомендаций, для арматурной стали класса Ат-ШС, упрочненной вытяжкой или применяемой в состоянии поставки в качестве напрягаемой арматуры, следует принимать как для арматуры класса А-Шв. 2.17. Если число стержней рабочей арматуры в расчетном сечении железобетонного элемента n > 4, допускается увеличивать расчетные сопротивления растяжению RS и сжатию RSC, умножая их на дополнительный коэффициент условия работы γs10 ≥ 1, величина которого определяется по формуле:
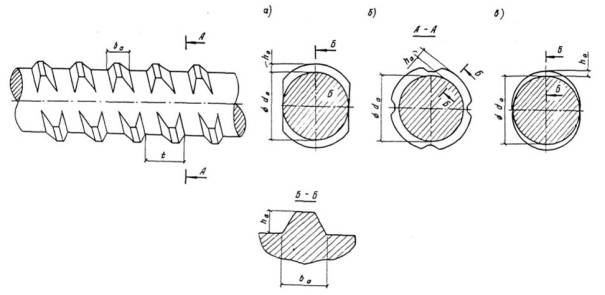
При где RSN и RS - нормативные и расчетные сопротивления растяжению, принимаемые по СНиП 2.03.01-84 и пп. 2.2-2.5 настоящих Рекомендаций; So - среднеквадратическое отклонение величины предела, текучести стали в партии-плавке, принимаемое для рассматриваемых здесь сталей по табл.3, а для других видов стержневой арматуры - по ГОСТ 5781-82 и ГОСТ 10884-81; К - коэффициент, равный 1 для всех видов стержневой арматурной стали классов A-1 -Ат-1УС, и равный 0,93 - для арматуры классов Ат-У, А-У, А-У1, Ат-У1 и Ат-УП. Для напрягаемой арматуры железобетонных конструкций (кроме стали класса Ат-1УК), эксплуатируемых в агрессивных условиях, γS10 принимается равным 1. 2.18. Антикоррозионную защиту железобетонных конструкций, эксплуатируемых в агрессивных условиях, следует осуществлять в соответствии с требованиями главы СНиП 2.03.01-85 «Защита строительных конструкций от коррозии». 2.19. В рабочих чертежах железобетонных конструкций стержни термомеханически упрочненной арматуры классов Ат-У, Ат-УК, Ат-У1 и Ат-УП должны предусматриваться либо мерной длины (на всю длину элемента без сварных стыков), либо в виде прутков винтового профиля с указанием места расположения муфтовых соединений. 2.20. Сварные стыки арматурных стержней рекомендуется располагать «вразбежку» так, чтобы площадь поперечного сечения стержней, стыкуемых в одном сечении не превышала 50 % сечения рабочей арматуры. При этом стыковые соединения арматуры не рекомендуется располагать в зоне наибольших моментов. Число стыков стержней арматуры на длине 6м не рекомендуется принимать больше 2-х, расстояние между стыками меньше 2 метров. 2.21. Арматурную сталь диаметром 5,5 мм класса A-1 допускается применять без пересчета сечений стали взамен конструктивной арматуры диаметром 6 мм того же класса прочности по ГОСТ 5781-82. 3. МАРКИРОВКА, ПРИЕМКА И КОНТРОЛЬ КАЧЕСТВА СТЕРЖНЕВОЙ АРМАТУРНОЙ СТАЛИ3.1. С 1986г. металлургическими предприятиями начат переход на систему маркировки арматурной стали периодического профиля по ТУ 14-2-686-86, отличную от установленной ГОСТ 5781-32 и ГОСТ 10884-81. Арматурная сталь классов А-П - А-УП (Ат-УП) будет поставляться периодического профиля типа «ёлочка» (рис. 1,а). Класс арматурной стали обозначается числом поперечных выступов между двумя выпуклыми метками, наносимыми при прокатке (рис. 1,б, табл. 9).
Рис. 1. Новая маркировка арматурной стали а - пример маркировки арматуры; б - маркировочный прокатный знак Периодичность (шаг) маркировки - не более 1000 мм. Таблица 9
Маркировка стали, немерной длины класса Ат-ШНС соответствует классам арматуры мерных длин, отходом раскроя которой она является. 3.2. В период освоения новой маркировки арматурной стали возможна поставка арматуры с маркировкой по ГОСТ 5781-82 и ГОСТ 10884-81. 3.3. В соответствии с ТУ 14-2-686-86 допускается поставка арматуры классов А-П-Ат-УП со специальным винтовым профилем, обеспечивающим возможность навинчивания на стержни винтовых соединительных элементов (муфт, гаек). С помощью соединительных элементов эту арматуру можно соединять без использования сварки в любом месте стержней и образовывать временные или постоянные концевые анкера. 3.4. Стержневую арматуру принимают партиями, состоящими в соответствии с ГОСТ 5701-82 и ГОСТ 10884-81 из стержней одного диаметра, одного класса прочности, одной плавки-ковша и оформленными одним документом о качестве. Масса партии должна быть не более 70 т или вагонной нормы. 3.5. Каждая партия арматурной стали сопровождается документом о качестве (сертификатом), оформленным по ГОСТ 7566-81, где указываются: номер профиля (диаметр, мм), класс прочности, химический состав, значения временного сопротивления σb, предела текучести σт (σ0,2), относительного удлинения δ5 и δр и результаты испытаний на изгиб в холодном состоянии. Для стали, аттестованной на высшую или первую категорию качества, дополнительно указываются: минимальное среднее х. и среднеквадратическое отклонение -S0 в партии величин σТ (σ0,2) и σb. 3.6. Поступающую потребителю арматуру следует подвергать внешнему осмотру и в необходимых случаях контрольным испытаниям для установления соответствия её характеристик в состоянии поставки требованиям государственных стандартов и технических условий, приведенных в табл 1 настоящих Рекомендаций. Испытания на натурных стержнях арматуры проводят: на растяжение по ГОСТ 12004-81, на изгиб - по ГОСТ 14019-80. Для стержней диаметром свыше 40 мм в соответствии с ГОСТ 5781-82 допускается испытание на изгиб образцов, разрезанных вдоль оси стержня на оправке диаметром, уменьшенным вдвое по сравнению с указанными в табл. 2 настоящих Рекомендаций, и приложением усилия изгиба со стороны разреза. Число контрольных испытаний на растяжение и изгиб при обычном входном контроле качества стали должно быть не менее двух от каждой партии - плавки арматуры одного диаметра. 3.7. Для арматурной стали высшей категории качества (с Государственным Знаком качества) контрольные испытания поступивших к потребителю партий при наличии сертификатов могут не производиться. При необходимости проверки механических свойств от каждой партии проводится испытание шести образцов, взятых из разных пакетов или мотков и по их результатам проверяется выполнение условий:
где Минимальные значения относительного удлинения δ5 и равномерного удлинения δр должны быть не менее значений, - приведенных в табл. 2. Результаты этих испытаний являются окончательными и служат основанием для арбитражных заключений о качестве продукции. 3.8. Для арматурной стали первой категории качества проведение контрольных испытаний каждой поступающей партии стали, является обязательным. Число испытаний принимается по п.3.6 настоящих Рекомендаций. Арбитражные испытания проводятся так же, как для стали высшей категории на шести образцах в соответствии с п. 3.7 настоящих Рекомендаций. Затем дается окончательное заключение о возможности применения данной партии стали. 3.9. Для стали, не аттестованной на высшую или первую категорию качества, контрольные испытания на растяжение и изгиб являются обязательными (см. п. 3.6 настоящих Рекомендаций). Отбор проб для испытания на растяжение, изгиб и ударную вязкость проводят по ГОСТ 7564-73. При получении неудовлетворительных результатов испытаний хотя бы по одному из показателей испытания повторяются на вдвое большем числе образцов и после этого делается окончательное заключение о качестве продукции. 3.10. Контроль качества упрочненной вытяжкой арматурной стали классов А-Шв и Ат-ШСв производится путем испытания на растяжение от каждой партии стали одного диаметра массой до 10 т не менее двух образцов от двух разных прутков арматурной стали в состоянии поставки, после вытяжки и после электронагрева упрочненных стержней при натяжении электротермическим способом (см. разд. 7). прочности сварных и других типов соединений арматуры; механических свойств стали после электронагрева при электротермическом способе натяжения; прочности временных концевых, промежуточных и других видов анкеров, используемых при натяжении арматуры; механических свойств арматуры при разбраковке неизвестных партий стали, в спорных ситуациях и при оценке качества готовых железобетонных конструкций неразрушающими методами или путем их контрольных испытаний. 3.12. Контроль качества сварных соединений стержней, отбор проб для испытаний, конструкции образцов и методика их испытаний должны соответствовать ГОСТ 10922-75, ГОСТ 12004-81, «Инструкции по сварке соединений арматуры» СН 393-78 и требованиям п. 5.4 настоящих Рекомендаций. 3.13. Контроль качества соединений арматуры, выполненных опрессовкой соединительных муфт, осуществляется проверкой усилия опрессовки визуальным осмотром соединения и последующим контрольным испытанием на растяжение по методике ГОСТ 12004-81 не менее чем на двух образцах от каждой партии одного диаметра. Прочность соединения должна быть не менее усилия, равного произведению браковочного значения σb по табл. 2 и номинальной площади поперечного сечения стержня. 3.14. Операционный контроль напрягаемой арматурной стали осуществляется путем проверки соответствия ее количества и размеров требованиям проекта, а также выборочных испытаний на растяжение при электротермическом и электротермомеханическом способах натяжения. 3.15. Для проверки механических свойств рабочей напрягаемой арматуры после электронагрева из каждой партии стали одного диаметра и массой не более 70 т отбирают не менее двух прутков арматуры, которые нагревают до заданной температуры строго по технологии, принятой на данном предприятии. Затем от каждого прутка отбирают по два образца для испытаний на растяжение: один - от ненагретого конца (исходная сталь), другой - из зоны электронагрева. При применении электротермического способа натяжения термомеханически и термически упрочненной арматуры классов Ат-У1, Ат-У и др. число контрольных образцов должно быть увеличено и составлять два образца в течение рабочей смены с каждого поста электронагрева. Испытания на растяжение проводят по ГОСТ 12004-81 с определением временного сопротивления σb, условного или физического пределов текучести σ0,2 (σТ) и относительного удлинения δ5 и δР. Механические свойства напрягаемой стали после электронагрева должны отвечать следующим условиям. Значения σ0,2(σТ), δ5 и δР должны быть не менее браковочных величин для стали данного класса (см. табл.2 настоящих Рекомендаций) и не менее исходных свойств каждой данной партии. Значения σb также должны быть не менее браковочных (см. табл. 2 настоящих Рекомендаций) или 0,95 σb исходной стали. 3.16. При заготовке и натяжении стержневой арматуры на автоматизированных линиях ДМ-2 контроль качества арматурной стали до и после электронагрева и натяжения следует производить в соответствии с требованиями п. 2.5 «Рекомендаций по технологии автоматизированной заготовки и натяжения высокопрочной стержневой арматуры пустотных настилов» (М.: НШХБ, 1984). 3.17. Испытания временных концевых и промежуточных анкеров проводятся по методике ГОСТ 10922-75 и ГОСТ 12004-81. Прочность временных концевых анкеров контролируется испытанием на растяжение. Величина временного сопротивления концевых анкеров напрягаемой арматурной стали должна быть не менее нормативного значения предела текучести (см. табл. 2 настоящих Рекомендаций) или l,2 (σsp+Р) в случае Rsn<1,2(σsp + Р), где Р - предельно допустимое отклонение σsp определяется в соответствии с п. 1.23 СНиП 2.03.01-84 Требования по прочности промежуточных анкеров устанавливаются проектом железобетонных изделий или принимаются такими же, как и для концевых анкеров. 4. ЗАГОТОВКА И НАТЯЖЕНИЕ4.1. Заготовка стержневой арматуры заключается в отрезка стержней заданной длины, изготовлении сварных или вязаных каркасов и сеток обычной арматуры и образования на концах стержней напрягаемой арматуры временных концевых анкеров или установке инвентарных зажимов. В необходимых случаях стержни стыкуются сваркой, опрессовкой обойм или свинчиванием стержней с винтовым профилем с помощью винтовых муфт и контргаек. 4.2. Резку арматуры всех классов следует производить в холодном состоянии на серийных станках с помощью ножниц, пил трения или газокислородной резкой. Разка стержней электрической дугой не допускается. 4.3. Сварку стержневой арматуры новых видов следует выполнять в соответствии с требованиями разд. 5 настоящих Рекомендаций. 4.4. При заготовке стержней высокопрочной арматуры классов Ат-1УС - Ат-УП следует принимать меры по предохранению их от механических повреждений, поджогов в электродах сварочных машин и в контактах устройств для электронагрева при натяжении, а также от попадания брызг расплавленного металла. 4.5. Для закрепления стержней напрягаемой арматуры на упоры при натяжении рекомендуется применять следующие виды временных концевых анкеров: а) высаженные головки, образуемые на концах стержней высадкой в горячем состоянии - для арматуры классов А-Шв, Ат-ШСв, А-1У, Ат-1УС, Ат-1УК, Ат-У, Ат-УК и А-У1 диаметром до 40 мм включительно; б) стальные шайбы или гильзы, спрессованные в холодном состоянии - для арматуры всех классов диаметром до 22 мм включительно; в) обжатые спирали (из горячекатаной стали класса А-1) - для стержней диаметром 10-14 мм; г) резьбовые наконечники, приваренные контактной стыковой сваркой или сваркой трением - для арматуры классов А-Шв, А-1У, Ат-1УС, А-У и А-У1 диаметром 18-32 мм; д) инвентарные клиновые и цанговые зажимы (по ГОСТ 23117-78)для арматуры всех классов диаметром до 32 мм включительно; ж) гайки с контргайками - для арматуры всех классов с винтовым периодическим профилем. Допускается применять высаженные головки для стали классов Ат-У1 и Ат-УП, а также временные концевые анкера в виде приваренных дуговой сваркой коротышей - для стали всех классов диаметром до 32 мм включительно. 4.6. Устройство временных концевых анкеров всех типов, указанных в п. 4.5 настоящих Рекомендаций, следует выполнять в соответствии с требованиями «Руководства по технологии изготовления предварительно напряженных железобетонных конструкций» (М.: НИИЖБ, 1975) и дополнительно требований пп. 4.6-4.9 настоящих Рекомендаций. 4.7. При применении временных концевых анкеров в виде высаженных головок на стали классов Ат-У - Ат-УП рекомендуется принимать температуру нагрева концов стержней перед высадкой головок 850-950°С, а стали классов А-У и А-У1 - 950-1050°С. 4.8. Заготовку и натяжение арматуры классов Ат-1УС, Ат-У, А-У, Ат-У1 и А-У1 диаметром 10-16мм на упоры форм или поддонов при изготовлении пустотных настилов и других массовых предварительно напряженных железобетонных изделий длиной до 12 м и контролируемом напряжении арматуры σSP ≤ 750 Н/мм2 рекомендуется производить на автоматизированных машинах типа ДМ-2 в соответствии с «Рекомендациями по технологии автоматизированной заготовки и натяжения высокопрочной стержневой арматуры пустотных настилов» (М.: НИИЖБ, 1984), предельно сокращая транспортные операции и объединяя основные технологические процессы в одной машине-линии*. *А.с. 669040. Способ заготовки и натяжения арматурных стержней / В.Д. Досюк, С.А.Мадатян // Открытия. Изобретения.- 1979.- М.23. 4.9. Натяжение стержневой арматурной стали механическим способом следует производить с помощью гидравлических домкратов по ГОСТ 9828-78. При натяжении на бетон стержней диаметром 12-22 мм с усилием до 400 кН (40 т) рекомендуется применять полуавтоматические домкраты АрмНИИСа. 4.10. При механическом способе натяжения на упоры допускается осуществлять групповое натяжение стержней с контролем величины предварительного напряжения по удлинению в соответствии с требованиями п.2.4 «Руководства по технологии изготовления преднапряженных железобетонных конструкций» (М.: НИИЖБ, 1975). При этом предельно допустимые отклонения предварительного напряжения Р и коэффициенты точности натяжения - mТ принимаются также как и при электротермическом способе натяжения (см. п. 6.7 «Руководства по технологии изготовления преднапряженных железобетонных конструкций» и п.1.23 СНиП 2.03.01-84). 4.11. Рекомендуемые и максимально допустимые температуры электронагрева рассматриваемых новых видов стержневой арматурной стали, приведены в табл. 10. Таблица 10
*При необходимости увеличения предварительного напряжения электротермическим способом стали классов Ат-У и Ат-УК до 850 Н/мм2, Ат-VI - до 900 Н/мм2 и Ат-VII - до 1000 Н/мм2 возможно повышать максимально допустимые температуры электронагрева стали этих классов до 500°С при автоматизированной технологии натяжения и контроля температуры нагрева, а также ограничений коэффициента условия работы высокопрочной стали γSG ≤ 1,0 [см. п. 2.5 настоящих Рекомендаций, п. 3.13 СНиП 2.03.01-84 и «Рекомендации по технологии автоматизированной заготовки и натяжения высокопрочной стержневой арматуры пустотных настилов» (М.: НИИЖБ, 1984)]. 4.12. При натяжении на бетон рекомендуется применять преимущественно арматурную сталь классов Ат-УП, Ат-У1, А-У1 и А-У с винтовым периодическим профилем, стыкуемую без сварки с помощью муфтовых соединений, и осуществлять ее предварительное напряжение механическим способом с концевыми анкерами в виде двойных гаек. 5. ТРЕБОВАНИЯ ПО СВАРКЕ5.1. Материалы настоящего раздела в части требований по технологии сварки являются дополнением к «Инструкции по сварке соединений арматуры и закладных деталей железобетонных конструкций" СН 393-78 и распространяются на арматуру новых видов классов A-1 (диаметром 5,5 мм), Ат-ШС, Ат-ШНС, Ат-1УС и А-У1. Данные по технологии сварки других видов стержневой арматурной стали, в частности классов А-ТУ и А-У, изложены в Инструкции СН 393-78. 5.2. Способы сварки, а также типы, конструкцию и размеры сварных соединений арматуры классов Ат-ШС, Ат-1УС и А-У1 следует выбирать по ГОСТ 14098-85, по табл. 1 СН 393-78 и руководствоваться требованиями, изложенными в настоящих Рекомендациях. Арматуру класса A-1 диаметром 5,5 мм следует сваривать способами и по технологии, рекомендованными ГОСТ 14098-85 и СН 393-78 для арматуры класса A-1 диаметром 6 мм. Арматуру немерной длины класса Ат-ШНС, а также отходы термомеханически упрочненной арматуры классов Ат-1У - Ат-У1 следует сваривать способами и по технологии, рекомендованными ГОСТ 14098-85 и СН 393-78 для арматуры класса А-Ш. 5.3. Способы сварки, типы, конструкцию и размеры сварных соединений арматуры «северного» исполнения класса Ас-Ш следует выбирать по ГОСТ 14098-85 как для арматуры класса Ас-П марки 10ГТ. Сваривать арматуру класса Ас-Ш следует по технологии, рекомендованной СН 393-78 и настоящими Рекомендациями для арматуры класса Ат-ШС. термомеханически упрочненная арматура классов Ат-ШС. и Ат-1УС обладает повышенной по сравнению со сталью класса А-Ш стойкостью против хрупких разрушений при малых тепловложениях, что позволяет допустить дуговую сварку (прихватками) крестообразных соединений (тип КЗ по ГОСТ 14098-85), использование которой для горячекатаной стали марки 35ГС запрещено. При сварке способами, характеризуемыми большими тепловложениями (ванной полуавтоматической и ручной в инвентарных формах), сталь класса Ат-ШС может разупрочняться до прочности арматуры П класса, а Ат-1УС - до Ш класса на расстоянии до (1-1,2) диаметра арматуры в каждую сторону от сварного стыка. Арматурная сталь класса Ат-ШС марки Ст4кп при сварке разупрочняется в большей мере, чем сталь марок Ст5сп и Ст5пс, в связи с чем, при ее сварке всеми способами, за исключением контактной точечной, требуется проводить обязательные контрольные испытания каждой партии стали на соответствие требованиям ГОСТ 10922-75 и настоящих Рекомендаций. 5.5. В арматурных изделиях, выполненных контактной точечной сваркой, арматурная сталь классов Ат-1УС и Ат-ШС может применяться в качестве как рабочей (продольной), так и поперечной арматуры. Нормируемая прочность таких соединений на срез не менее 0,7 от величины С1 и С2, приведенных в табл. 12 настоящих Рекомендаций. 5.6. Крестообразные соединения
(тип KI по ГОСТ
14098-85) арматурной стали классов Ат-ШС и Ат-1УС следует выполнять контактной
точечной сваркой на оборудовании, технические возможности которого приведены в
прил. 1 и табл. 1-3 СН 393-78,
а также на аналогичном оборудовании новых типов и марок. Параметры режимов
контактной точечной сварки следует выбирать в зависимости от класса и диаметра
поперечной арматуры, пользуясь методикой, изложенной в пп. 3.2-3.11
и табл. 6 СН 393-78. При этом соединения стержней близких диаметров ( При
сварке соединений с поперечными стержнями из стали классов B-1 A-Ш величины относительных осадок ( 5.7. Крестообразные соединения с рабочими стержнями из стали класса Ат-ШС и Ат-1УС с ненормируемой прочностью в конструкциях, предназначенных для эксплуатации в условиях положительных температур (отапливаемые помещения), допускается выполнять дуговыми прихватками (тип соединения КЗ по ГОСТ 14098-85) по технологии, изложенной в СН 393-78. Дуговые прихватки в крестообразных соединениях арматуры класса Ат-ШС и Ат-1УС в сочетании с А-Ш марки 35ГС запрещаются. 5.8. Контактную сварку соединений стержней из стали классов Ат-ШС и Ат-1УС встык следует выполнять способом непрерывного оплавления на режимах, приведенных в табл.9, 10 и 11 СН 393-78. Ступень трансформатора машины следует устанавливать опытным путем из условия-обеспечения устойчивого начала процесса оплавления без предварительного подогрева. 5.9. Нахлесточные соединения стержней из стали классов Ат-ШС И А.Т-1УС с плоскими элементами проката в конструкциях закладных деталей, выполняемые дуговой сваркой (тип KI по ГОСТ 14098-85), осуществлять протяженными швами в соответствии с рекомендациями СН 393-78 для стали класса А-Ш. 5.10. Рельефную сварку нахлесточных соединений стержней из стали класса Ат-ШС с плоскими элементами проката в конструкциях закладных деталей следует выполнять в соответствии с рекомендациями СН 393-78 для стали класса А-Ш (тип Н2, Н3 по ГОСТ 14098-85). 5.11. Сварку тавровых соединений закладных деталей с арматурой класса Ат-ШС диаметром до 18 мм (тип TI, ТЗ по ГОСТ 14098-85) следует выполнять дуговой сваркой под слоем флюса на автомате типа АДФ-2001 по технологии, рекомендованной СН 393-78 для арматуры класса А-Ш. 5.12. Ручную дуговую сварку в раэзенкованное или выштампованное отверстие (тип Т8, Т9, TI2 по ГОСТ 14098-85) допускается применять для выполнения тавровых соединений со стержнями из стали класса Ат-ШС диаметром 10...32 мм по технологии, рекомендованной СН 393-78 для арматуры класса А-Ш. 5.13. Контактную сварку оплавлением тавровых соединений (тип К7 по ГОСТ 14098-85) рекомендуется выполнять при диаметре стержне 4 из стали класса Ат-ШС не более 22 мм на машине К-774А в соответствии с ее паспортными данными. 5.14. Отходы арматуры класса Ат-1УС (стержни длиной менее 3 м) допускается использовать при изготовлении сварных закладных деталей. При этом, используя способы сварки по пп. 5.10-5.13, арматуру класса Ат-1УС следует применять без пересчета сечения как арматуру класса А-Ш. 5.15. Выпуски арматуры классов Ат-ШС и Ат-1УС при монтаже железобетонных конструкций следует, как правило, сваривать ванно-шовной или многослойными швами сваркой на стальной остающейся скобе-накладке длиной не менее четырех диаметров стыкуемых стержней. В железобетонных элементах, в которых сварные стыки арматуры расположены в сечениях, где напряжения в арматуре в предельном по прочности состоянии не достигают 300 Н/мм2 для стали Ат-ШС и 400 Н/мм2 для стали Ат-1УС, допускается применение ванной полуавтоматической и ручной дуговой сварки в инвентарных медных или графитовых формах. Допускается также применение дуговой сварки протяженными швами с круглыми накладками длиной не менее 8d (Ат-ШС) и 10d (Ат-1УС). 5.16. Соединения горизонтальных стержней на монтаже следует выполнять ванно-шовной и полуавтоматической сваркой (типы CI4, CI5 и CI6 по ГОСТ 14098-85) по технологии, изложенной в СН 393-78. При этом конструкция и размеры стальной скобы-накладки должны соответствовать приведенным на рис. 2, а и табл. 11 настоящих Рекомендаций. Фланговые швы необходимо накладывать от краев накладки к ее середине после сварки и полного остывания основного шва, соединяющего торцы стержней, в порядке, приведенном на рис. 2, б.
Рис. 2. Конструкция стальной скобы-накладки (а) и схема наложения фланговых швов 5.17. Соединения вертикальных стержней следует выполнять ручной дуговой и полуавтоматической сваркой многослойными швами (типы C17, C18, C19 по ГОСТ 14098-85) по технологии, приведенной в СН 393-78. Конструкция и размеры скобы-накладки должны соответствовать приведенным на рис. 2, а и табл. 11 настоящих Рекомендаций. Фланговые швы следует накладывать после сварки и полного остывания основного шва в направлении «снизу-вверх» в шахматном порядке. 5.18. Ванную полуавтоматическую и ручную дуговую сварку в инвентарных формах в горизонтальном и вертикальном положениях по п. 5.16 (типы С5, С6, С7, С8, С9 и СЮ по ГОСТ 14098-85) следует выполнить по технологии, изложенной в СН 393-78 для сварки арматуры класса А-Ш. Таблица 11
5.19. Ручную дуговую сварку протяженными швами горизонтальных и вертикальных стержней классов Ат-ШС и Ат-1УС следует выполнять с парными накладками (тип С22 по ГОСТ 14098-85). Применение сварки внахлестку (тип С23) допускается для стержней диаметром не более 18 мм. Длину накладок или нахлестки следует назначать равной 8d (Ат-ШС) или 10d (Ат-1УС). При сварке с накладками швы следует наплавлять от края накладок в середину, наплавляя кратеры у зазора между стержнями в середине накладок. При сварке внахлестку кратер следует выводить на нерабочую часть нахлестки. Величина тока при сварке не должна превышать регламентированную паспортными данными на электроды рекомендуемых типов. Соединения стержней следует выполнять электродами типов Э42А, Э5ОА или Э55. 5.20. Контактную сварку соединений стержней встык из стали класса А-У1 следует выполнять способом непрерывного оплавления без предварительного подогрева на машинах автоматического действия типа МС-2008 (МСМУ-150) и К-724 и полуавтоматических машин типа MC-201. Стержни диаметром 10-12мм допускается сваривать* на машинах ручного действия типа MC-I602 (MCP-100) также способом непрерывного оплавления без предварительного подогрева. *К работе следует допускать специально обученных высококвалифицированных сварщиков. Технология подготовки стержней под сварку, параметры режимов сварки, методика их определения и установки на сварочном оборудовании, а также техника контактной стыковой сварки должны соответствовать пп. 3.12-3.25 «Инструкции по сварке соединений арматуры и закладных деталей железобетонных конструкций» СН 393-78 для арматуры класса А-У. 5.21. Дуговую сварку стержней из стали класса А-У1 встык следует выполнять с парными накладками длиной 10d по технологии, регламентированной Инструкцией СН 393-78 (пп. 3.66-3.68) для арматуры класса А-У, а также изложенной в п. 5.19 настоящих Рекомендаций. 5.22. Общие требования по контролю качества сварных соединений, отбор проб для испытаний, конструкции образцов и схемы их испытаний должны соответствовать требованиям ГОСТ 10922-75 и СН 393-78. 5.23. Сварные соединения при механических испытаниях до разрушения должны иметь временное сопротивление минимальное (C1) и среднее не менее, указанных в табл. 12.
Примечания: 1. Временное сопротивление сварных соединений из стали классов Ат-1УК и Ат-У, выполненных в соответствии с требованиями ГОСТ 14098-85, должно быть не меньше, чем установлено для стали классов А-1У и А-У ГОСТ 10992-75. 2. Допускается снижение величин С2 арматурной стали класса Ат-ШС марки Ст4кп, класса Ас-Ш марки 14ГСР до 550 Н/мм2 и Ат-1УС и Ат-ГУК до 740 Н/млГ2 при относительном удлинении δ5 исходной (до сварки) стали соответственно не менее 20 % для стали классов Ат-ШС и Ас-Ш и 12 % для стали классов Ат-1УС и Ат-1УК и соответствии предела текучести этих классов сталей требованиям п. 1.2 и табл. 2 настоящих Рекомендаций. 3. Сварные соединения, выполненные контактной стыковой сваркой, должны разрушаться с видимыми признаками пластичности - уменьшение исходного диаметра стержня в месте разрыва. Причем уменьшение диаметра ∆d1 должно быть не менее 20 % для стали классов Ат-ШС, Ас-Ш и Ат-ТУС и 10 % для стали классов А-У и А-У1.
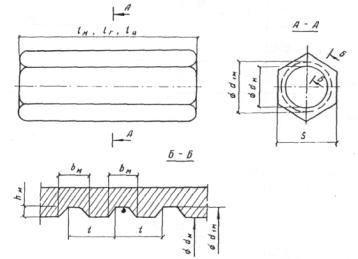
где:d1 - диаметр свариваемого стержня до разрыва по черт. 1, 2 ГОСТ 5781-82 d1к - диаметр свариваемого стержня в местах разрыва по черт. 1, 2 ГОСТ 5781-82. 6. ПРИМЕНЕНИЕ АРМАТУРНОЙ СТАЛИ ВИНТОВОГО ПРОФИЛЯОсновные положения и области применения6.1. Указаниями настоящего раздела надлежит руководствоваться при проектировании и изготовлении строительных конструкций с применением стержневой арматурной стали винтового профиля по ТУ 14-2-686-86 или ТУ 14-228-12-86 в комплекте с соединительными элементами (муфтами, гайками, контргайками) по ТУ 14-283-19-86 (рис. 3, 4; табл. 13 настоящих Рекомендаций). 6.2. Арматурную сталь винтового профиля в комплекте с соединительными элементами следует преимущественно применять: классов А-Ш - Ат-1УС взамен арматуры с профилем по ГОСТ 5781-82, соединяемой внахлестку без сварки, ванной или ручной дуговой сваркой; классов А-У - Ат-УП в качестве напрягаемой арматуры железобетонных изделий и конструкций при длине напрягаемых арматурных стержней более 12 м. При меньшей длине напрягаемых стержней применение арматуры винтового профиля может быть рекомендовано для соединения отрезков стали немерных длин, а также в случае, когда использование анкерных гаек и контргаек в качестве концевых и промежуточных анкеров оказывается более технологичным и экономически выгодным по сравнению с устройством анкеров других типов; классов А-У - Ат-УП в комплекте с гайками, контргайками, ε при необходимости стыкования по длине с муфтами, в качестве грунтовых анкеров, элементов анкерной и штанговой крепи в метро - и тоннелестроении, в конструкциях морских и речных причалов, подпорных стен; в качестве анкерных болтов фундаментов под металлические или сборные железобетонные конструкции и технологическое оборудование; для изготовления затяжек арочных конструкций, элементов шпренгельных металлодеревянных, металлических и железобетонных ферм и т.п.; классов А-П, А-Ш и Ат-ШС диаметром 10-25 мм для крепления опалубки монолитных конструкций в качестве инвентарных тяжей многократного использования с пластмассовыми или металлическими трубчаты м и распорками. 6.3. Допускается применение арматуры винтового профиля (в комплекте с соединительными элементами) других классов, помимо перечисленных в п. 6.2 при соответствующем технико-экономическом обосновании.
Рис. 3. Арматурная сталь винтового профиля а, б - по ТУ 14-2-686-86;
Рис. 4. Соединительные элементы для арматуры винтового профиля по ТУ 14-283-19-86 6.4. При отсутствии соединительных элементов допускается использование арматурной стали с винтовым профилем в железобетонных конструкциях всех видов взамен стержневой арматуры тех же диаметров и классов с профилем по ГОСТ 5781-82. 6.5. Области применения (в зависимости от характера действующей нагрузки и расчетной температуры) арматурной стали винтового профиля с муфтовыми соединениями в железобетонных конструкциях, равно как и в конструкциях прочих видов (без бетонного сооружения), следует принимать согласно требованиям СНиП 2.03.01-84 к областям применения арматурной стали соответствующих марок и классов в виде целых стержней без сварных стыковых соединений. Данные для проектирования6.6. Расчет и конструирование элементов железобетонных конструкций, армированных сталью винтового профиля с муфтовыми соединениями или без таковых, выполняются в соответствии с требованиями СНиП 2.03.01-84 для конструкций с арматурной сталью соответствующих марок, классов и диаметров, имеющей периодический профиль по ГОСТ 5761-82, при соблюдении положений настоящих Рекомендаций.
* Соединительные элементы для арматуры диаметром 10 и 12 мм находятся в стадии освоения. 6.7. Нормативные и расчетные сопротивления, модуль упругости, коэффициенты условий работы для арматуры винтового профиля без соединений и с муфтовыми соединениями, выполненными согласно настоящим Рекомендациям, следует принимать по СНиП 2.03.01-84 как для стержневой арматуры соответствующих классов. Расчет на выносливость конструкций с арматурой винтового профиля, имеющей муфтовые соединения, следует производить как для конструкций со сварными соединениями арматуры группы 1. 6.8. Толщина защитного слоя бетона в местах расположения муфтовых соединений не должна быть менее 1,5dH (dH - номинальный диаметр стержня). Расстояние между стержнями арматуры винтового профиля, стыкуемой по длине муфтами, исходя из габаритных размеров инструмента для затяжки контргаек, должно быть не менее 4dH при стыковании стержней в одном сечении железобетонного элемента и 3dH при расположении стыков вразбежку. Требования к производству работ по стыкованию стержней и устройству концевых и промежуточных анкеров6.9. Стыковое муфтовое соединение арматурных стержней винтового профиля должно, как правило, состоять из соединительной муфты и двух контргаек, как показано на рис. 5, а. Для напрягаемой арматуры допускается стыкование стержней только муфтами при условии обеспечения контроля усилий преднапряжения и фиксации положения муфты относительно концов стыкуемых стержней. Размеры соединительных муфт и контргаек приведены в табл. 14. 6.11. Затяжка контргаек при стыковании ненапрягаемой арматуры производится нормируемым усилием - моментом затяжки, зависящим от диаметра стыкуемых стержней и класса арматуры. Значения момента затяжки контргаек для арматуры классов А-Ш и Ат-ШС приведены в табл. 14. При стыковании арматуры класс А-П момент затяжки определяют умножением этих значений на коэффициент 0,9, а арматуры классов А-1У,
Рис. 5. Соединения арматуры винтового профиля а - винтовое муфтовое соединение; б - концевой анкер арматуры; в - концевой анкер арматуры с использованием двух контргаек 1 - соединительная винтовая муфта; 2 - контргайка; 3 - анкерная гайка
Ат-1У (Ат-1УС) - на коэффициент 1,2. При стыковании напрягаемой арматуры с применением контргаек их затяжка должна обеспечивать лишь фиксацию положения муфты относительно стержней. Момент затяжки независимо от диаметра стержней должен быть не менее 200 Н∙м. 6.12. Для анкеровки напрягаемой арматуры, а в отдельных случаях и ненапрягаемой, а также в грунтовых анкерах используют анкерные гайки (рис. 5, в) или спаренные контргайки, затянутые между собой с усилием (моментом) не менее 200 Н∙м (рис. 5, в). Последний тип анкера рекомендуется при необходимости строгой фиксации его положения на стержне, например, для арматуры, натягиваемой на упоры. 6.13. Применение соединительных элементов, изготовленных потребителем, допускается для стыкового соединения стержней только ненапрягаемой арматуры, а также для образования промежуточных или концевых анкеров напрягаемой арматуры. Параметры резьбы, длина и площадь поперечного сечения соединительных элементов, изготовленных потребителем, должны отвечать требованиям ТУ 14-283-19-86 (табл. 13, 14). Соединительные элементы могут быть как шестигранными, так и квадратными или круглыми с лысками под ключ. Изготовленные потребителем соединительные элементы подлежат обязательному контролю прочности в соответствии с разд. 4 настоящих Рекомендаций. 6.14. Для обеспечения свободного навинчивания соединительных элементов концы стержней должны быть без загибов, заусениц и вмятин. При необходимости концы стержней следует править, а также обрезать или зачищать механизированными абразивными инструментами. Мерную резку стержней следует производить механическими пилами, абразивно-отрезными станками или другими способами, обеспечивающими ровность реза. 6.15. При стыковании стержней плоскость контакта их торцов (сечение Б-Б на рис. 5) должна находиться на равном расстоянии от торцов муфты на допускаемым отклонением ±0,5dH не более 10 мм (dн - номинальный диаметр стержня). Для контроля правильности положения муфты на стержнях предварительно наносятся краской метки, отстоящие от торцов стержней на половину длины муфты плюс длина контргайки (0,5 tм + tа) (см. рис. 5). После затяжки контргаек расстояние от любого из свободных их торцов до ближайшей метки не должно быть более 0,5dН или 10 мм. При соединении стержней без контргаек метки на стержне наносятся на расстоянии от торца, равном половине длины муфты (0,5 tм). 6.16. Затяжку контргаек производят динамометрическими ключами, пневматическими или гидравлическими механизированными устройствами, обеспечивающими достижение и контроль усилий затяжки в соответствии с пп. 6.10 и 6.11. 6.17. При использовании арматурной стали винтового профиля все виды арматурных работ, не связанных со стыкованием стержней муфтами и устройством анкеров из гаек и контргаек, а также сварку арматурных каркасов и сеток, следует выполнять согласно положениям действующих норм проектирования, инструкций и руководств, утвержденных в установленном порядке. 6.18. Для обеспечения возможности соосного сведения арматурных выпусков при их стыковании муфтами на монтаже арматурные каркасы следует изготавливать в шаблонах, обеспечивающих отклонение стержней от проектного положения не более ±,1dH или ±2 мм. При суммарной длине стыкуемых выпусков более 50dH предельные отклонения от проектного положения подлежащих стыкованию стержней в каркасах но должны превышать 0,2 dH и могут быть определены по формуле:
где: f - допускаемое отклонение;tb - длина одного выпуска; dH - номинальный диаметр стержня. Контроль качества и правила приемки6.19. Арматурная сталь винтового профиля, а также соединительные элементы (муфты, анкерные гайки) допускаются к применению только после проведения контрольных испытаний, включающих проверку качества поверхности, оценку точности прокатки и механических характеристик. Контргайки подвергаются контрольным испытаниям только в случае применения их для устройства концевых анкеров напрягаемой арматуры. 6.20 Контрольные механические испытания и проверку качества поверхности арматурной стали винтового профиля производят в соответствии с требованиями ГОСТ 5781-82 для горячекатаной и ГОСТ 10834-81 для термомеханически и термически упрочненной арматуры. Точность прокатки стержней контролируется навинчиванием на отторцованный конец стержня соединительной муфты с резьбой по ТУ 14-283-19-86. Точность прокатки следует считать удовлетворительной, если навинчивание муфты на ее полную длину (см. табл. 14) может быть легко осуществлено вручную без помощи ключа или иного инструмента. 6.21. Качество соединительных элементов контролируется испытаниями на осевое растяжение образцов стержней и концевых анкеров в количестве 1 % объема контролируемой партии изделий, но не менее 3 шт. Объем контролируемой партии поставляемых металлургическими или метизными предприятиями соединительных элементов одного типоразмера не должен превышать 1000 шт., а изготавливаемых потребителем - 500 шт. Образцы при испытании должны выдерживать нагрузку не ниже усилия, воспринимаемого арматурным стержнем при растягивающем напряжении, равном браковочному значению временного сопротивления (σb) для данного класса стали. При получении неудовлетворительных результатов испытаний хотя бы на одном из образцов проводят повторные испытания на удвоенном числе образцов. Результаты повторных испытаний являются окончательными и распространяются на всю контролируемую партию соединительных элементов. 6.22. Образец для испытаний соединительных муфт представляет собой выполненное согласно п. 6.9 муфтовое соединение без контргаек двух отрезков арматуры винтового профиля длиной, достаточной для закрепления в захватных устройствах разрывной машины, но не менее 10dН каждый. Образец для испытаний анкерных гаек и контргаек представляет собой отрезок арматурного стержня с одним концевым анкером, как показано на рис. 5, б или 5, в. Размер свободного конца стержня должен быть не менее 5dН плюс длина, необходимая для закрепления в разрывной машине. 6.23. Метод испытания арматурных стержней винтового профиля, а также образцов муфтовых соединений должен отвечать требованиям ГОСТ 12004-81, а анкерных гаек и контргаек - требованиям ГОСТ 10922-75 к испытаниям тавровых сварных соединений арматурных стержней с пластинами. 6.24. Приемка муфтовых соединений производится партиями, включающими не более 500 соединений. Приемочному контролю, включающему проверку точности положения муфты и усилия (момента) затяжки контргаек, подвергается 3 % соединений одной партии (но не менее 3 шт.). Положение муфт проверяют визуально, а усилие затяжки контргаек контрольной затяжкой динамометрическим ключом до достижения значений крутящего момента, установленных пп. 6.11 и 6.12 для данного диаметра и класса арматурной стали. Результаты контрольной проверки считаются удовлетворительными, а партия соединений - принятой, если положение муфты соответствует условиям п. 6.15 и контрольная затяжка не вызывает относительного поворота контргаек, определяемого визуально по смещению участков продольной риски, предварительно наносимой на поверхность соединения по всей его длине. При несоответствии положения муфты условиям п. 6.15 хотя бы в одном из контрольных соединений производится визуальная проверка положения муфт во всех соединениях партии и в необходимых случаях - переделка соединений. При неудовлетворительной затяжке контргаек хотя бы в одном из контрольных соединений производится повторная затяжка всех соединений партии в соответствии с условиями пп. 6.11 и 6.12; 7. УПРОЧНЕНИЕ ВЫТЯЖКОЙ АРМАТУРНОЙ СТАЛИ КЛАССА А-ШОбщие положения и область применения7.1. Указаниями настоящего раздела надлежит руководствоваться при изготовлении и применении упрочненной вытяжкой стержневой арматурной стали класса А-Шв диаметром 6-40 мм и Ат-ШС диаметром 10-32 мм. 7.2. Упрочнение вытяжкой производится для повышения пределов ее упругости и текучести, величины которых определяются напряжением в стали, достигаемым при вытяжке, а также продолжительностью выдержки в напряженном состоянии и воздействии технологического нагрева, (контактный электронагрев, пропарка изделий и т.п.). В результате воздействия этих факторов, а также вылеживания стали после упрочнения, пределы текучести и упругости ее увеличиваются, а пластические свойства несколько уменьшаются. 7.3. Применение настоящих указаний на заводах ЖБИ предполагает наличие надлежащего технологического контроля процесса переработки арматурной стали и лабораторного контроля ее механических свойств в состоянии поставки и на основных технологических переделах (после упрочнения вытяжкой, после электронагрева при натяжении или контактной электросварки упрочненных стержней), обеспечивающих высокую надежность железобетонных конструкций. 7.4. Для проведения технологического контроля в конкретных производственных условиях, на каждом заводе должны быть разработаны и внедрены местные «Рекомендации», регламентирующие режимы и параметры упрочнения арматуры каждой марки, электронагрева, контактной электросварки, предварительного напряжения, длины заготовок и допустимые отклонения в размерах упрочненных стержней, методы контроля режимов и параметров, обязанности должностных лиц, осуществляющих контроль в процессе производства и другие условия и требования. Технология упрочнения и контроль качества арматуры.7.6. Арматурная сталь, подлежащая упрочнению вытяжкой, должна быть разделена на партии массой не более 10 т. В партию должна входить сталь одного диаметра, одной марки и одной плавки. 7.7. Механические свойства стали каждой партии до упрочнения определяются по данным заводских сертификатов и путем контрольных испытаний двух образцов от двух разных стержней на растяжение и изгиб в соответствии с требованиями ГОСТ 12004-81 и ГОСТ 5781-82. Используемая для упрочнения сталь, должна отвечать по своим механическим свойствам стали класса А-Ш - ГОСТ 5781-82 и Ат-ШС - ГОСТ 10884-81. 7.8. Арматурная сталь класса Ат-ШС, как правило, имеет в состоянии поставки предел текучести около 500 Н/мм2, поэтому в большинства случаев ее упрочнение вытяжкой не требуется. Для выяснения целесообразности упрочнения и требуемого относительного удлинения при вытяжке сталь перед упрочнением испытывают на растяжение по методике ГОСТ I2Q04-8I и в соответствии с положениями п. 7.7 настоящих Рекомендаций. Если в исходном состоянии σт (σ0,2) ≥ 540 Н/мм2, то упрочнение вытяжкой не требуется. Если σт(σ0,2) 540 Н/мм2, то упрочнение производят путем растяжения до б0 = 540 Н/мм2 при удлинении, определенном по формуле: εупр = 0,012 + 1,8
(540/ но не более 0,03 или 3 %,
где εупр - контролируемое удлинение и Пример расчета.Сталь класса Ат-ШС с εупр = 0,012 + 1,8(540/500-1)3 = 0,012 + 0,000922 = 0,01292 ≈ 0,013 или 1,3 %. 7.9. При упрочнении стали вытяжкой с контролем усилия и удлинения, необходимо руководствоваться следующими рекомендациями: величина усилия упрочнения устанавливается по номинальной теоретической площади поперечного сечения; производить вытяжку до усилия, соответствующего натяжению 540 Н/мм2 при условии, что удлинение не превышает контролируемого 4,5 или 3,5 % для стали класса А-Ш или определенного по формуле (4) настоящих Рекомендаций для стали класса Ат-ШС, но не более 3 %;если усилие достигло заданной величины, а удлинение не достигло предельных значений, вытяжка прекращается и стержни принимаются как упрочненные с контролем усилия и удлинения; в случае, если удлинение при вытяжке достигло предельного значения, а напряжение в стали не достигло 540 Н/мм2 (55 кгс/мм2), упрочнение прекращается и стержни отбраковываются. Отбракованные стержни могут быть вновь предъявлены к приемке после определенной выдержки (не менее 24 ч) или прогрева в пропарочной камере при температуре 80-90°С в течение 4-6 ч, если контрольные испытания стали покажут, что её механические свойства стали не ниже, чем указанные в п. 7.12 (см. табл. 15) настоящих Рекомендаций. При применении электротермического способа натяжения повторные испытания отбракованных ранее стержней рекомендуется проводить после электронагрева до 400°С. 7.10. В случаях, когда при исходных механических свойствах стали класса А-Ш, соответствующих требованиям ГОСТ 5781-82, величины контролируемого удлинения оказываются недостаточными для получения контролируемого напряжения 540 Н/мм2 допускается увеличивать удлинение до значений, определенных по формуле (4) (см. п. 7.8) настоящих Рекомендаций, но не более 0,055 или 5,5 %. Примеры расчета1
Сталь класса А-Ш марки 35ГС с пределом текучести εупр = 0,012+1,8(540/400-1)3 = 0,012+0,0772 = 0,0892> 0,055, т.е. εупр > 5,5 %. Принимаем εупр = 5,5 1. 2. Сталь класса А-Ш марки 25Г2С с пределом текучести
7.11. Механические свойства арматурной стали классов А-Шв и Ат-ШС, упрочненной вытяжкой, устанавливайся путем испытаний на растяжение по ГОСТ 12004-81 от каждой партии стали одного диаметра весом до 10 т непосредственно после упрочнения двух образцов, после электронагрева упрочненных стержней - двух образцов, сварных соединений упрочненных стержней - не менее двух образцов для каждого вида сварки. 7.13. Контроль фактических прочностных свойств арматуры осуществляется лабораторией завода (предприятия) путем отбора и испытания контрольных образцов стержней и образцов сварных соединений на растяжение в соответствии с указаниями и требованиями ГОСТ 12004-81, ГОСТ 10922-75 и Настоящих Рекомендаций. Механические свойства стали проверяются не менее чем на двух образцах стали в состоянии поставки, после деформационного упрочнения вытяжкой, после нагрева упрочненных стержней при натяжении электротермическим способом, а также после контактной электросварки образцов сварных соединений упрочненных стержней, при использовании их в сварных каркасах и сетках.
7.14. Отбор образцов арматурной стали в состоянии поставки и после технологических переделов, а также изготовление образцов сварных соединений, учет и доставка всех образцов в лабораторию завода производится техническим персоналом арматурного цеха под контролем представителя ОТК или лаборатории завода. До получения заключения лаборатории по результатам испытаний отобранных образцов применять в дело арматурную сталь данной пачки не допускается. 7.15. Требования к оборудованию для упрочнения стали вытяжкой и контролю технологического процесса упрочнения следует принимать в соответствии с прил. 2 «Руководства по технологии изготовления предварительно напряженных железобетонных конструкций» (М.: НИИЖБ, 1975). Сварка и заготовка арматуры7.16. Стыковать стержни стали класса А-Шв и Ат-ШС рекомендуется до ее упрочнения вытяжкой контактной стыковой сваркой по режимам, установленным» Инструкцией» СН 393-78 для стали класса А-Ш соответствующих марок и стали класса Ат-ШС в соответствии с разд. 5 настоящих Рекомендаций. 7.17. В тех случаях, когда сталь класса А-Шв и Ат-ШСв применяется в качестве ненапрягаемой арматуры, изготовление сварных каркасов и сеток допускается только контактной точечной сваркой по режимам, установленным СН 393-78 для стали класса А-Ш. 7.18. Применение для соединения пересекающихся стержней и любых других соединений из стали класса А-Шв дуговых прихваток категорически воспрещается. 7.19. Прочность сварных соединений из стали класса А-Шв должна соответствовать требованиям ГОСТ 10922-75, п. 5.4 и табл. 15 настоящих Рекомендаций. 7.20. При применении арматурной стали классов А-Шв и Ат-ШСв в сварных каркасах и сетках без предварительного напряжения ее нормативные сопротивления принимаются равными 540Н/мм2, а расчетные - Rs = 450Н/мм2, Rsw= 360 Н/мм2, Rsc = 200 Н/мм2 (см. табл. 4 настоящих Рекомендаций). Возможность использования стали классов А-Шв и Ат-ШСв в качестве обычной ненапрягаемой арматуры железобетонных элементов с такими повышенными характеристиками определяется последующим после упрочнения сокращением (сжатием) стержней. Это укорочение может достигать в реальных условиях к моменту изготовления железобетонных изделий до 0,1 % 8. ПРИМЕНЕНИЕ В ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЯХ ИМПОРТНЫХ АРМАТУРНЫХ СТАЛЕЙ8.1. Указаниями настоящего раздела надлежит руководствоваться при изготовлении железобетонных конструкций, армируемых импортной арматурной сталью, соответствующей по механическим свойствам классам A-1, А-П и Л-Ш по ГОСТ 5781-82. 8.3. Импортную арматурную сталь производства социалистических стран классов и марок, приведенных в табл. 16, следует применять в соответствии с требованиями действующих норм по применению соответствующих отечественных арматурных сталей, указанных в той же таблице. (Например, сталь 35ГС производства НРБ, 34GS - ПНР, РС-60 - СРР и St А-Ш - ГДР следует применять аналогично арматуре класса А-Ш из стали 35ГС по ГОСТ 5781-82). а) проверку механических свойств в соответствии с п. 8.5, по результатам которой арматуру относят в части механических свойств к сталям классов A-1, Л-П или А-Ш; б) оценку эффективности периодического профиля в соответствии с п. 8.6, по результатам которой сталь классифицируют как арматуру периодического профиля или гладкую; в) оценку свариваемости для каждого из применяемых типов сварных соединений в соответствии с п. 8.7, в результате которой определяется возможность применения, сварки или необходимость использования арматуры только в вязаных каркасах и сетках. Таблица 16
8.5. Импортная арматурная сталь в соответствии с п. 8.4 классифицируется в части механических свойств в качестве арматуры классов A-I, А-П или А-Ш. в результате испытаний шести образцов, отобранных от разных пакетов (или мотков) и стержней каждой партии стали, и проверки выполнения условий: X > ХБР, где X - значения временного сопротивления σb, предела текучести GТ или относительного удлинения δ5, полученные в результате испытания шести образцов по ГОСТ 12004-81; ХБР- браковочные значения величин σb, σr или δ5 для арматуры классов A-1, А-П или А-Ш по ГОСТ 5781-82. Форм периодического профиля импортной стали не является признаком принадлежности к арматуре того или иного класса.
Примечание. За величину диаметра стержней, высоту выступов профиля и расстояние между ними принимается среднее арифметическое этих значений, определенное для шести образцов, отобранных от разных пакетов (или мотков) и стержней каждой партии стали. Обозначения в табл. 17 по ГОСТ 5781-82. Если требования табл. 17 для партии арматуры не выполняются, то арматура этой партии применяется в качестве гладкой арматуры класса A-1. В качестве арматуры класса А-П или А-Ш (определенного по п. 8.5) применение этой стали допускается только при обеспечении анкеровки стержней с бетоном с помощью крюков, приваренных коротышей, приварки к поперечной арматуре и других конструктивных мероприятий. При содержании углерода, серы и фосфора в стали меньше указанных величин, возможность сварки импортной стали должна быть проверена механическими испытаниями сварных соединений в соответствии с требованиями ГОСТ 10922-75. 8.8. Импортную арматурную сталь, классифицированную в результате проверки по пп. 8.4-8.7 в качестве арматуры класса А-П, следует применять в соответствии с требованиями отечественных норм к арматуре класса А-П из стали Ст5пс, а классифицированную в качестве арматуры класса А-Ш - арматуре этого класса из стали 35ГС. 8.9. Для монтажных (подъемных) петель элементов сборных железобетонных и бетонных конструкций допускается применять импортную гладкую арматуру класса A-1 из стали марок ВСт3пс2 и ВСт3сп2, произведенного в соответствии с требованиями ГОСТ 5781-82 (см. п. 8.2). |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||