ЦЕНТРАЛЬНЫЙ ИНСТИТУТ НОРМАТИВНЫХ ИССЛЕДОВАНИЙ И НАУЧНО-ТЕХНИЧЕСКОЙ ИНФОРМАЦИИ «ОРГТРАНССTРОЙ»МИНИСТЕРСТВА ТРАНСПОРТНОГО СТРОИТЕЛЬСТВА СССРТЕХНОЛОГИЧЕСКАЯ КАРТАУСТРОЙСТВО СБОРНЫХ ПОКРЫТИЙ АЭРОДРОМОВ ИЗ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫХ ПЛИТ ПАГ-XIVТехнологическая карта разработана на основе применения методов научной организации труда и предназначена для использования при разработке проекта производства работ и организации работ и труда на объекте. Во всех случаях применения технологической карты необходима ее привязка к местным условиям. I. УКАЗАНИЯ ПО ТЕХНОЛОГИИ ПРОИЗВОДСТВА РАБОТПоследовательность выполнения работ по устройству сборного покрытия показана на технологической схеме (рис. 1). До устройства сборного покрытия должны быть выполнены все работы, связанные с устройством водосточно-дренажной сети и цементогрунтового основания, в соответствии с требованиями «Технических условий производства и приемки аэродромостроительных работ» СН 121-60, СНиП III-Д.11-62. Технологическая схема включает: установку и перестановку рельс-форм; устройство выравнивающего слоя из пескоцементной смеси, укладку и обкатку плит гружеными азтомобилями; сварку стыковых скоб и заделку швов. Установка и снятие рельс-формМонтаж покрытия начинают с маячной полосы шириной в три ряда
плит. Последующие ряды плит укладывают рядом с уложенными ранее. Для установки
рельс-форм маячного ряда по теодолиту провешивают две параллельные линии на
расстоянии
Рис. 1. Технологическая схема устройства сборных покрытий: 1 - автокран К-51; 2-автосамосвал ЗИЛ-585; 3 - профилировщик Д-345; 4 - автомобиль КрАЗ-213 с плитами; 5 - кран К-123; 6 - автомобиль КрАЗ-219; 7 - компрессор; 8 - сварочный агрегат На цементогрунтовом основании, по
линии установки рельс-форм, укладывают полосу шириной Доставленные к месту укладки на автомобилях звенья рельс-форм с помощью автокрана К-51 устанавливают вплотную со штырями и соединяют стыковыми замками. Выровняв рельс-формы в плане, их закрепляют штырями и подштопывают пескоцементной смесью. Штыри забивают пневматическим бетоноломом со специальным приспособлением. После установки рельс-формы обкатывают профилировщиком основания Д-345 па транспортной скорости. Затем производят контрольное нивелирование и рихтовку рельс-форм. После укладки плит на захватке рельс-формы разбирают, грузят на автомобиль и отвозят на следующую захватку. При повторной установке выбраковывают искривленные, имеющие сколы в местах стыков, с разбитыми отверстиями звенья рельс-форм. Устройство выравнивающего слоя из пескоцементной смесиВыравнивающий слой из пескоцементной смеси устраивают
толщиной 5- На очищенное цементогрунтовое основание через 7-10 дней после его устройства завозят пескоцементную смесь, приготовленную в бетоносмесительной установке. Смесь доставляют автомобили-самосвалы и разгружают в местах, указанных мастером, согласно расчету. Разравнивают и профилируют пескоцементную смесь профилировщиком основания Д-345 за два прохода. При первом проходе профилировщик на первой передаче распределяет смесь, а при втором, на второй передаче, профилирует и уплотняет ее. При втором проходе перед отвалом профилировщика должен
образовываться валик смеси высотою 7- Укладка и обкатка плитПлиты к месту укладки доставляют автомобилями КрАЗ-219 с приобъектного склада, где они уложены в штабеля по сортам с загрунтованными гранями. Укладку плит в покрытие начинают не позже чем через 4-5 ч после устройства выравнивающего пескоцементного слоя. Перед укладкой плит в покрытие производят разбивку полосы покрытия в плане. Для этого вдоль рельс-форм или края ряда на расстоянии Разбивку по высоте не делают, но вертикальные отметки и поперечные уклоны покрытия проверяют нивелиром. Укладку начинают от верхнего края покрытия. В покрытие укладывают плиты с прогрунтованными битумом гранями, длинной стороной параллельно оси полосы покрытия. Плиты укладывают кранами на пневматическом ходу К-123 или К-124 с установкой их на аутригеры. Краны должны быть оборудованы траверсами, снабженными тросами или цепями с четырьмя крюками. Укладку ведут, совмещая операции выгрузки и укладки. Поворотом крана стрелу устанавливают над плитой на автомобиле и стропуют ее, продевая крюки четырехпетлевого захвата, подвешенного на кране в монтажные петли плиты. Машинист краном переносит плиту на место укладки, удерживая
ее на высоте Монтажники, стоя по четырем углам плиты, баграми длиной 1,5- Затем машинист крана опускает плиту так, чтобы ее нижняя
плоскость не доходила до поверхности выравнивающего слоя на 7- Оттягивая плиту на себя, монтажники смещают ее до упора в торец уложенного покрытия, и машинист крана опускает ее на выравнивающий слой. В этот момент двое монтажников ломиками-шаблонами
контролируют ширину продольного и поперечного швов, которая не должна превышать
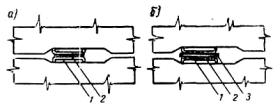
8- Горизонтально передвигать плиту после ее укладки нельзя, чтобы не повредить выравнивающий слой. Когда плита уложена, рейку длиной Если зазор под рейкой превышает После укладки плит производят их обкатку за 2-3 прохода гружеными автомобилями КрАЗ-219. Обкатка плит должна быть закончена к концу смены. При продольной укладке плит кран с одной стоянки укладывает 3 плиты по ходу движения, наезжая на ранее уложенные плиты (рис. 2а).
Рис. 2. Схемы укладки плит в покрытие: а - продольная укладка; б - укладка
с ранее уложенного ряда; Укладка плит с ранее уложенного ряда ведется тоже в направлении продольной оси покрытия, но кран движется параллельно укладываемым плитам и укладывает с одной стоянки 6 плит (рис. 2б). Сварка стыковых скоб и заделка швовПосле обкатки и выравнивания покрытия плиты скрепляют сваркой восьми стыковых скоб, которые должны быть предварительно очищены стальными щетками и скребками с продувкой сжатым воздухом. Сварку производят сварочными агрегатами типа САК-2Г с
применением электродов диаметром 4- При зазоре между скобами до При зазоре больше
Рис. 3. Схемы сварки стыковых скоб: а - при зазоре между скобами менее Сварку производят двумя параллельными швами по обеим сторонам стержня. Для образования швов расширения через каждые 3-4 плиты по
длине ряда (18- Все швы (кроме швов расширения) заделывают пескоцементной смесью, а затем заливают мастикой (только не в зимнее время). Сначала швы заполняют сухой пескоцементной смесью (1:4) на 2/3 глубины шва и увлажняют поливкой из поливо-моечной машины. После заделки швов пескоцементной смесью пазы очищают п
заливают мастикой «Изол» И-1, И-2 или ЦН-2, разогретой до температуры 200 °С с
помощью леек или воронок из расчета Швы заполняют в два приема: за первый мастику заливают заподлицо с покрытием, а после того как мастика остынет и просядет (через 1-1,5 ч), заливают швы вторично с небольшим переполнением (на усадку). Избытки мастики после ее остывания срезают горячей лопатой и используют для дальнейшей работы. Мастика «Изол» выпускается промышленностью, а ЦН-2 приготовляется на месте по следующему рецепту:
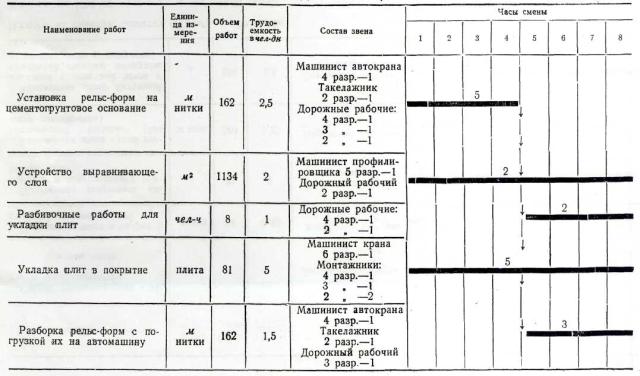
Для приготовления мастики битум разогревают до температуры 100-140 °С, вносят в него сплав В-1 и подогревают до температуры 160-180 °С при постоянном перемешивании. Затем в смесь добавляют подогретый до температуры смеси тесок .и (перемешивают до получения однородной массы и немедленно заливают в швы. При производстве работ по устройству сборных покрытий необходимо руководствоваться следующей технической литературой: 1. Строительные нормы и правила (СНиП III-Д.11-62), часть III, раздел Д, глава 11. Сооружение аэродромов. Правила организации строительства, производства и приемки работ. Госстройиздат, 1964. 2. Технические условия производства и приемки аэродромостроительных работ. СН 121-60, Госстройиздат, 1961. 3. Правила безопасности при работе на дорожных машинах. Автотрансиздат, 1958. II. УКАЗАНИЯ ПО ОРГАНИЗАЦИИ ТРУДАРаботы по устройству сборных покрытий ведутся в две смены поточным методом. Участок работ делят на следующие 4 сменные захватки: установка рельс-форм; устройство выравнивающего слоя из пескоцементной смеси; укладка и обкатка плит; сварка стыковых скоб и заделка швов. Длина каждой захватки назначается по сменной
производительности ведущей машины-крана К-123 (К-124), работающего на укладке
плит. Ориентировочно длина сменной захватки принимается 81 плита или Для .выполнения работ организуется комплексная бригада, состоящая из четырех звеньев. Машинист каждой машины обязан в течение смены проверить готовность машины к работе, устранить мелкие неисправности, произвести заправку машины горючим и водой, в процессе работы управлять машиной, а в конце смены очистить машину от грязи и, в случае необходимости, сообщить механику о неисправности машины. Звено по установке и разборке рельс-форм
Машинист автокрана вместе с такелажником выгружает рельс-формы вдоль линии установки, снимает их после укладки плит и погружает на автомобиль для перевозки на другую захватку. Дорожные рабочие 4 и 3 разр. производят разбивочные работы для установки рельс-форм, подготовляют основание под них, устанавливают, крепят и рихтуют рельс-формы. Дорожный рабочий 2 разр. подштопывает рельс-формы и: уплотняет основание под них механической трамбовкой, помогает такелажнику при выгрузке и погрузке рельс-форм и вместе с дорожным рабочим 4 разр. после установки рельс-форм производит разбивочные работы для укладки плит в покрытие. Звено по устройству выравнивающего слоя
Машинист профилировщика обкатывает рельс-формы, разравнивает и профилирует пескоцементную смесь. Дорожный рабочий 2 разр. находится перед отвалом профилировщика и перебрасывает смесь для ее равномерного распределения. После прохода профилировщика он убирает образовавшиеся валики омеси по краям ряда. Звено по укладке плит в покрытие
Машинист автокрана по указанию монтажника 4 разр. подает плиты к месту укладки. Монтажники 3 и 2 разр. под руководством монтажника 4 разр. стропуют плиты перед укладкой и помогают машинисту уложить плиты в покрытие, придерживая и направляя их баграми. После укладки монтажники расстроповывают плиты. Обкатку плит покрытия по указанию мастера производит шофер одного из автомобилей КрАЗ-219, занятых на доставке; плит к месту укладки. Звено для сварки стыковых скоб и заделки швов
Дорожные рабочие очищают стыковые скобы металлическими щетками и скребками, заполняют швы пескоцементной смесью, очищают и продувают швы сжатым воздухом, разогревают битумную мастику и заполняют ею швы. Электросварщики подготавливают электросварочный агрегат и производят сварку стыковых скоб. III.
ГРАФИК ПРОИЗВОДСТВА РАБОТ НА ОДНУ СМЕНУ ( |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||


|
№ пп |
Шифр норм |
Наименование работ |
Состав звена |
Единица измерения |
Объем работ |
Норма затрат труда на единицу измерения. чел-ч |
Расценка, руб.-коп. |
Количество чел-ч на полный объем работ |
Стоимость затрат труда на полный объем работ, руб.- коп. |
|
1 |
ЕНиР, § 17-14, п. 2 |
Установить рельс-формы на цементогрунтовом основании с помощью автокрана с планировкой -песчаного основания под рельс-формами, уплотнением песчаного основания, установкой подкладок под стыки, выгрузкой рельс-форм вдоль линии установки, подштопкой и рихтовкой, проверкой и повторной подштопкой и рихтовкой, закреплением рельс-форм штырями |
Машинист автокрана 4 разр.-1 Такелажник 2 разр. -1 Дорожные рабочие: 4 разр. -2 3 разр -2 2 разр -1 |
нитки |
1,62 |
18,2 (2,6) |
10-32 |
29,48 |
16-72 |
|
2 |
В-4 «Строительство аэродромов» |
Спрофилировать выравнивающий слой профилировщиком Д-345 с уборкой лишней и подсыпкой недостающей пескоцементной смеси перед отвалом профилировщика |
Машинист профилировщика 5 разр. - 1 Дорожные рабочие 2 разр. - 2 |
|
11,34 |
2,37 (0,79) |
1-33 |
26,88 |
15-08 |
|
3 |
Повременно |
Произвести разбивочные работы перед укладкой плит |
Дорожные рабочие: 4 разр. - 1. 2 разр. - 1 |
чел-ч |
8 |
|
0-55,9 |
8 |
4-47 |
|
4 |
В-4 «Строительство аэродромов» |
Уложить плиты в покрытие самоходным краном со строповкой и расстроповкой их и перемещением самоходного крана с одной стоянки на другую |
Машинист крана 6 разр. - 1 Монтажники: 4 разр. - 1 3 разр. - 1 2 разр. - 2 |
100 плит |
0,81 |
52 (10,4) |
30-74 |
42,12 |
24-90 |
|
5 |
ЕНиР, § 17-14, п. 3 |
Разобрать рельс-формы с извлечением штырей и клиньев, очисткой рельс-форм, погрузкой рельс-форм, штырей и клиньев в транспортные средства |
Машинист автокрана 4 разр. - 1 Такелажник 2 разр. - 1 Дорожный рабочий 3 разр.- 1 |
|
1,62 |
7,5 (2,5) |
4-18 |
12,15 |
6-77 |
|
6 |
В-4 «Строительство аэродромов» |
Сварить стыковые скобы и заделать швы покрытия в том числе: |
|
|
|
|
|
|
|
|
|
То же |
Подготовить плиты к сварке с очисткой стыковых скоб от ржавчины и бетона металлическими щетками |
Дорожный рабочий 2 разр. - 1 |
100 плит |
0,81 |
4,5 |
2-22 |
3,65 |
1-80 |
|
|
То же |
Произвести электросварку стыковых скоб электросварочным аппаратом с подготовкой агрегата к работе |
Электросварщик 4 разр. - 1 |
100 плит |
0,81 |
16,2 |
10-13 |
13,12 |
8-21 |
|
|
Повременно |
Произвести сварку стыковых скоб с дополнительными 'Промежуточными стержнями |
Электросварщик 4 разр. - 1 |
чел-ч |
4 |
- |
0-62,5 |
4 |
2-50 |
|
|
В-4 «Строительство аэродромов» |
Заполнить швы сухой пескоцементной смесью с подноской смеси |
Дорожный рабочий 3 разр. - 1 |
шва |
5,64 |
2,1 |
1-17 |
11-84 |
6-60 |
|
|
То же |
Заполнить швы битумной мастикой с очисткой швов металлическими щетками и продувкой сжатым воздухом |
Дорожные рабочие 3 разр .- 4 |
|
5,64 |
4,5 |
2-50 |
25,38 |
14-10 |
|
|
|
Итого на сменную захватку |
|
|
|
|
|
176,62 |
101-15 |
|
|
|
Итого на |
|
|
|
|
|
181,7 |
104-06 |
Примечание. Обкатка плит покрытия и работа машиниста компрессора нормами не учтены и оплачиваются особо.
V. ОСНОВНЫЕ ТЕХНИКО-ЭКОНОМИЧЕСКИЕ ПОКАЗАТЕЛИ
|
Наименование показателей |
Единица измерения |
По калькуляции |
По графику |
На сколько процентов показатель по графику больше (+1 или меньше i-), чем по калькуляции |
|
Затраты труда на |
чел-дн |
22,71 |
18,52 |
-18,5 |
|
Средний разряд рабочих |
разряд |
3,14 |
3,28 |
+4,5 |
|
Выработка одного рабочего в смену |
м2 покрытия |
44,0 |
54,0 |
+22,7 |
Коэффициенты использования машин |
|
|
Автокран К-51 |
0,87 |
|
Кран К-10Э . |
0,85 |
|
Профилировщик основания Д-3145 |
0,9 |
VI. Материально-технические ресурсы
|
а) Основные изделия на
|
|
|
Плиты ПАГ-XIV, шт. |
83 |
|
Пескоцементная смесь для выравнивающего слоя, м3 |
60 |
|
Пескоцементная смесь для заполнения швов, м3 |
0,15 |
|
Мастика для заливки швов, т |
0,96 |
|
б) Машины, оборудование, инструмент |
|
|
Профилировщик основания Д-3145 с комплектом |
|
|
рельс-форм |
1 |
|
Автокран К-51 |
1 |
|
Кран К-123 (К-124) |
1 |
|
Электросварочные агрегаты САК-2Г |
2 |
|
Компрессор ЗИФ ВКС-5 |
I |
|
Вибраторы поверхностные C-413 |
2 |
|
Котел битумный емкостью |
1 |
|
Автомобили |
по расчету |
|
Укороченные багры |
4 |
|
Теодолит |
1 |
|
Нивелир |
1 |
|
Ватерпас |
1 |
|
Вешки |
5 |
|
Рейки нивелирные |
2 |
|
Визирки |
1 комплект |
|
Трассировочный шнур |
1 |
|
Мерная лента |
1 |
|
Рулетка металлическая |
1 |
|
Лейки для заливки мастики |
4 |
|
Ведра |
2 |
|
Кувалды |
2 |
|
Лом-лапа |
1 |
|
Лопаты совковые |
2 |
|
Лопаты штыковые |
2 |