|
МОСКВА 1991 1. ОБЛАСТЬ ПРИМЕНЕНИЯ1.1.Типовая технологическая карта разработана на сборку и
сварку 1.2. При разработке карты приняты исходные данные: трубы из горячекатаных низколегированных, углеродистых сталей с нормативным значением временного сопротивления на разрыв до 410 МПа (42 кгс/мм2); предусмотренные проектом, неизолированные; толщина стенки труб - длина секции - количество секций в 1 км- 29; количество стыков в сварка производится электродами с основным видом покрытия. 1.3.Машины и механизмы, применяемые при сборке и сварке, представлены в разделе "Материально-технические ресурсы". 1.4.Работы по сборке и сварке секций в нитку выполняются в летний период в условиях равнинной и слабопересеченной местности и ведутся в одну дневную смену продолжительностью 8 ч. 1.5.В состав работ, рассматриваемых картой, входят: сборка секций труб в плеть с помощью наружного центратора; ручная электродуговая сварка шва. 2. ОРГАНИЗАЦИЯ И ТЕХНОЛОГИЯ ВЫПОЛНЕНИЯ РАБОТ2.1. Выполнению работ по сборке и сварке секций труб в нитку предшествует комплекс организационно-технических мероприятий и подготовительных работ: назначение лиц, ответственных за качественное и безопасное производство сварочно-монтажных работ (прораб, мастер, работник полевой испытательной лаборатории); расчистка и планировка полосы отвода с устройством вдоль трассового проезда; восстановление и закрепление на местности проектной оси строящегося трубопровода; вывозка и укладка вдоль трассы секций труб на инвентарные лежки; размещение в зоне производства работ всех необходимых машин, механизмов, оборудования и инструмента; получение производственно-технической документации и ознакомление членов бригады с применяемой технологией сварочно-монтажных работ; инструктаж членов бригады по технике безопасности и производственной санитарии, включая безопасность работ в охранных зонах действующих трубопроводов; проверка и испытание грузозахватных приспособлений для подъема секций труб; установка на полосе отвода в зоне производства работ вагончиков для хранения сварочных материалов, инструмента, инвентаря и отдыха рабочих. Необходимое количество электродов (в расчете на одну смену) должно быть просушено. 2.2. Перед сборкой и сваркой секций труб необходимо: очистить внутреннюю полость труб от попавших внутрь грунта, грязи и снега; провести визуальный осмотр поверхностей труб и при обнаружении дефектов выполнить необходимый ремонт. В процессе ремонта следует: устранить шлифованием царапины, риски и задиры на трубах
глубиной свыше исправить с применением безударных разжимных устройств вмятины на концах труб глубиной до 3,5 % от диаметра трубы. Трубы с царапинами, рисками, задирами глубиной более 5 % от
толщины стенки, вмятинами с глубиной, превышающей 3,5 % от диаметра трубы, или
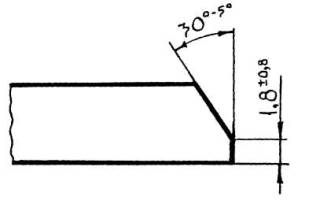
с забоинами и задирами фасок глубиной более 2.3. Основной тип разделки кромок труб приведен на рис. 1.
Рис. 1. Основной тип разделки кромок для труб
с толщиной стенки до 2.4.Кромки труб и прилегающие к ним поверхности (внутреннюю
и наружную) необходимо зачистить электрошлифовальной машинкой на ширину не
менее 2.5.Подготовленную к центровке и сборке секцию перемещают трубоукладчиком и пристыковывают к нитке трубопровода с зазором. Численные значения зазоров в стыках при сборке приведены в табл.1. Таблица 1
2.6. Сборку стыков и сварку трубопровода в нитку следует производить с использованием инвентарных опор. Сборка стыков производится с применением наружного
центратора. Количество прихваток, равномерно распределяемых по периметру стыка,
должно быть не менее двух, а длина каждой - не менее 30- Смещение кромок электросварных труб не должно превышать 20 %
нормативной толщины стенки, но не более 2.7. При наличии влаги на поверхности труб и независимо от прочности металла обязательна просушка торцов труб нагревом до температуры плюс 20-50 °С 2.8. Просушка торцов труб с прилегающими к ним участками шириной
не менее 2.9. Прихватка стыка производится электродами с основным видом покрытия, указанными в табл.2.
2.10. По окончании прихватки наружный центратор снимается, прихватки зачищаются электрошлифовальной машинкой, а звено по сборке переходит к следующему стыку. 11.11. Сварку первого и последующих, включая облицовочный, слоев шва выполняет самостоятельное звено, используя электроды, указанные в табл.2.Заполняющий слой шва должен обеспечивать проплавление кромок свариваемых труб. 2.12.Рекомендуемые значения сварочного тока при сварке электродами с основным видом покрытия способом "на подъём" приведены в табл.3. Ток постоянный, полярность обратная. Таблица 3
2.13. Минимально допустимое число слоев шва при ручной дуговой сварке должно составлять: при
толщине стенки труб до свыше После завершения сварки первого и заполняющего слоев шва необходимо тщательно очистить их от шлака шлифовальной машинкой с применением шлифовальных кругов. Облицовочный слой шва зачищают от шлака с применением шлифовальных щеток. 2.14.Облицовочный
слой должен иметь плавное очертание и сопряжение с поверхностью трубы, без
подрезов и других видимых дефектов. Облицовочный слой должен перекрывать
основной металл в каждую сторону от шва на 2,5- 2.15. Сварные соединения разрешается оставлять незаконченными только на одни сутки после окончания рабочего дня или при остановке работ, если число выполненных слоев шва соответствует данным табл. 4, в противном случав стык должен быть вырезан и заварен вновь. Таблица 4
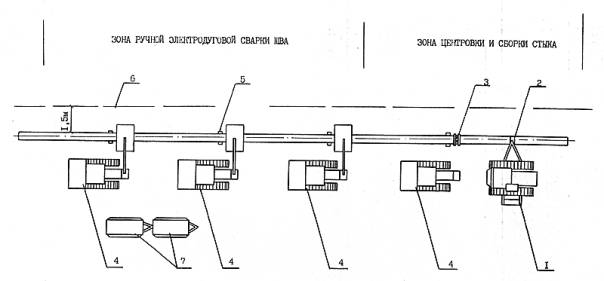
2.16. Комплекс работ по сборке и сварке секций труб в нитку выполняет бригада, состоящая из двух звеньев: по сборке секций труб в плеть- 6 чел; по сварке первого и последующих слоев шва - 9 чел. 2.17.Схема сборки и сварки трехтрубных секций в нитку на трассе представлена на рис.2. 3. ТРЕБОВАНИя К КАЧЕСТВУ И ПРИЕМКЕ РАБОТ3.1.для обеспечения требуемого качества работ необходимо проводить: проверку квалификации сварщиков; контроль исходных сварочных материалов и труб(входной контроль); систематический операционный (технологический) контроль, осуществляемый в процессе сборки и сварки; визуальный контроль (внешний осмотр) и обмер готовых сварных соединений; проверку сварных швов неразрушающими методами контроля. 3.2. Аттестацию и проверку квалификации сварщиков осуществляет постоянно действующая комиссия треста под председательством его главного инженера в объёме и с использованием методик, определяемых требованиями ВСН 006-89 "Строительство магистральных и промысловых трубопроводов. Сварка" и СНиП III-42-80 "Правила производства и приемки работ. Магистральные трубопроводы". 3.3.Все трубы могут быть приняты для монтажа только после прохождения приемки и освидетельствования на соответствие их требованиям ВСН 012-88 "Строительство магистральных и промысловых трубопроводов. Контроль и приемка работ" (часть I, раздел 4), а также требованиям ВСН 006-89. 3.4.Для проведения сварочных работ допускается применение электродов тех марок, которые регламентируются требованиями ВСН 006-89. 3.5. Операционный контроль проводят мастера и производители работ. При этом проверяется правильность и последовательность выполнения технологических операций при сборке и сварке. 3.6. При сборке соединений под сварку проверяют: чистоту полости секций труб и степень зачистки кромки; прилегающих к ним внутренней и наружной поверхностей; соблюдение допустимой разностенности свариваемых секций труб; соблюдение допустимой величины смещения наружных кромок свариваемых секций труб; величину технологического зазора в стыках. Ведется контроль за температурой просушки. 3.7.В процессе сварки проверяют: режимы сварки; порядок наложения слоев и их количество; правильность выбора материалов, применяемых для сварки всех слоев шва. 3.8.При осмотре сварного стыка проверяют: наличие на каждом стыке клейма сварщика или бригады; наличие на конце каждой плети ее порядкового номера; отсутствие наружных трещин, незаплавленных кратеров и выходящих на поверхность пор; точность размеров сварных швов. 3.9.Сварные стыки, которые по результатам визуального контроля и обмера отвечают требованиям ВСН 006-89 и ВСН 012-88 (часть I), подвергаются неразрушающему методу контроля в объёме и методами, указанными в проекте, в соответствии с требованиями ВСН 012-88, часть I. 3.10. Контроль качества сварных соединений неразрушающими методами проводится работниками контроля (ПИЛ, специализированных управлении по контролю и т.п.). 3.11. При выполнении сварочных работ следует своевременно оформлять исполнительную производственную документацию и акты промежуточной приемки в соответствии с перечнем, представленным ВСН 012-88 "Строительство магистральных и промысловых трубопроводов. Контроль качества и приемка работ" (часть II), в том числе: список сварщиков, составляемый службой главного сварщика, форма № 2.3; журнал сварки труб, который ведет производитель работ, форма № 2.6 (2.6 а); заключение по проверке качества сварных соединений физическими методами контроля, составляемое службой контроля качества, форма № 2.9; заключение о результатах механических испытаний контрольных и допускных сварных соединений, составляемое службой контроля качества, форма № 2.12. 3.12. Технические критерии и средства контроля операций приводятся в табл.5.
Рис.2. Схема сборки и сварки трехтрубных секций в нитку: 1 - трубоукладчик ТГ-61; 2 - захват клещевой полуавтоматический КЗ-426; 3 - центратор наружный эксцентриковый ЦНЭ-37-42; 4 - сварочная установка УС-21; 5 - инвентарная опора; 6 - бровка траншеи; 7 - передвижные вагончики для обогрева людей и хранения сварочных материалов
4. КАЛЬКУЛЯЦИЯ ЗАТРАТ ТРУДА, МАШИННОГО ВРЕМЕНИ, ЗАРАБОТНОЙ ПЛАТЫ НА I км ТРУБОПРОВОДАТаблица 6
Условные обозначения: А - трубоукладчик ТГ-61; Б - сварочная установка УС-21 5. ГРАФИК ПРОИЗВОДСТВА РАБОТ НА |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Наименование работ |
Единица измерения |
Объём работ |
Затраты труда, чел.-ч |
Принятый состав звена |
Продолжительность процесса, ч |
Рабочие смены |
||||||||||||||||
|
I |
2 |
|||||||||||||||||||||
|
Часы |
||||||||||||||||||||||
|
рабочих |
машинистов |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|||||
|
Сборка секций труб в плеть с помощью наружного центратора |
1 стык |
29 |
25,5 |
12,8 |
Монтажники наружных трубопроводов: 6 разр. - 1 3 разр. - 2 Электросварщик ручной сварки 6 разр. - 1 Машинист трубоукладчика 6 разр. - 1 Машинист электросварочного агрегата 4 разр. - 1 |
6,4 |
__________________ |
|||||||||||||||
|
Электродуговая сварка первого и последующих слоев шва |
I стык |
29 |
43,5 |
21,75 |
Электросварщики ручной сварки 6 разр. - 6 Машинисты электросварных агрегатов 4 разр. - 3 |
7,3 |
_____________________ |
|||||||||||||||
6. МАТЕРИАЛЬНО-ТЕХНИЧЕСКИЕ РЕСУРСЫ
Потребность в машинах, механизмах, оборудовании, инструменте и инвентаре приведена в табл. 8
Таблица 8
|
Наименование |
Марка, тип, ГОСТ |
Количество |
Краткая техническая характеристика |
|
Трубоукладчик |
ТГ-61 |
1 |
Грузоподъёмность - 6,3 т |
|
Сварочная двухпостовая установка |
УС-21 |
4 |
База установки - Т-100МГ Источник питания сварочным током (при ПР 100 %): мощность - 6,9 кВт сварочный ток - 230 А напряжение - 30 В |
|
Центратор наружный эксцентриковыи |
ЦНЭ-37-42 |
1 |
Диаметр
стыкуемой трубы - 377- |
|
Захват клещевой полуавтоматический |
КЗ-426 |
1 |
Диаметр
поднимаемой трубы - |
|
Электрошлифовальная машинка |
Ш1-178А (Ш1-230А) |
1 |
Скорость
вращения - |
|
Электрододержатель со сварочным кабелем |
7 |
|
|
|
Маска электросварщика |
7 |
|
|
|
Универсальный шаблон для контроля параметров шва |
УШС-3 |
7 |
|
|
Пенал для электродов |
ЦНИИОМТП, р.ч. 3347.17.000 |
7 |
|
|
Щуп для определения зазора |
ТУ2-034-22587 |
2 |
|
Потребность в материалах для выполнения работ по сборке я сварке I км трехтрубных секций в нитку на трассе приводится в табл.9.
Таблица 9
|
Наименование материалов |
Фасет-код |
Единица измерения |
Объём работ |
Потребность,кг |
|
|
на единицу |
на весь объём |
||||
|
Электроды |
06-2 |
1 стык |
29 |
1,38 |
40,0 |
7. ТЕХНИКА БЕЗОПАСНОСТИ
При производстве работ по сборке и сварке секций в нитку в условиях трассы следует руководствоваться следующими нормативными документами:
СНиП III-4-80*. Техника безопасности в строительстве;
СНиП III-42-80. Магистральные трубопроводы. Правила производства и приемки работ;
РД 102-011-89. Охрана труда. Организационно-методические документы;
Правилами техники безопасности при строительстве магистральных стальных трубопроводов;
Правилами техники безопасности и производственной санитарии при электросварочных работах;
Правилами технической эксплуатации электроустановок потребителей и Правилами техники безопасности при эксплуатации электроустановок потребителей, утвержденными Главгосэнергонадзором Минэнерго СССР 24.12.1984 г.;
ГОСТ 12.3.003-86.ССБТ. Работы электросварочные. Требования безопасности;
ГОСТ 12.2.013-87. ССБТ. Машины ручные электрические. Общие требования безопасности и методы испытаний;
Правилами пожарной безопасности при производстве строительно-монтажных работ. ППБ 05-86, утвержденными ГУПО МВД СССР 26.02.1986 г.;
Правилами устройства и безопасной эксплуатации грузоподъёмных кранов;
Типовой инструкцией для лиц, ответственных за безопасное производство работ по перемещению грузов кранами, утвержденной Госгортехнадзором СССР, другими нормативно-техническими документами и справочной литературой, приведенной в приложении к РД 102-011-89.
К сварке магистральных трубопроводов допускаются только квалифицированные сварщики в возрасте не моложе 18 лет, прошедшие курс обучения и сдавшие испытание на право сварки труб в соответствии с Правилами аттестации сварщиков Госгортехнадзора СССР и получившие удостоверение сварщика.
В зоне проведения работ по монтажу и сварке стыков запрещается находиться посторонним или не занятым непосредственно на этих работах лицам.
Члены сборочно-сварочной бригады должны быть обеспечены удобной, не стесняющей движений спецодеждой и спецобувью, а также индивидуальными средствами защиты.
Для
безопасности и удобства работ при сварке неповоротных стыков должны
устанавливаться инвентарные опоры в конце каждой пристыковываемой плети.
Расстояние между поверхностью грунта и нижней образующей трубы должно быть не
менее
Сваренную
плеть трубопровода следует укладывать от бровки траншеи на расстоянии
Рабочие должны выполнять в защитных очках следующие операции:
очистку внутренней и наружной поверхностей трубы от грязи, снега, льда и от посторонних предметов;
обработку торцов труб и правку на них вмятин.
При стыковке труб запрещается держать руки в световом пространстве между торцами труб.
Электросварщики, кроме средств индивидуальной защиты, предусмотренных типовыми отраслевыми нормами, должны пользоваться также защитными ковриками, защитными козырьками и шлемами.
В процессе работы необходимо следить за исправным состоянием изоляции токоведущих проводов, пусковых устройств и рукоятки электрододержателя. Не допускается попадание на изоляцию воды и масла, дизельного топлива и других нефтепродуктов.
Трубоукладчик должен быть оснащен исправно функционирующими: звуковой сигнализацией, осветительными приборами, устройством подачи сигнала тревоги о чрезмерной намотке грузового каната, указателем вылета стрелы и другими приборами безопасности.
Для приема пищи, обогрева и отдыха на трассе рабочих бригада должна быть обеспечена передвижным вагон-домиком. Запрещается рабочим располагаться на отдых в кустарнике, высокой траве и других плохо просматриваемых местах.
8. ТЕХНИКО-ЭКОНОМИЧЕСКИЕ ПОКАЗАТЕЛИ НА I км ТРУБОПРОВОДА
Нормативные затраты труда, всего, чел.-ч....................................... 103,55
В том числе:
Рабочих................................................................................................ 69,0
Машинистов........................................................................................ 34,55
Заработная плата, р.-к.
рабочих................................................................................................ 63-44
машинистов......................................................................................... 29-00
Продолжительность выполнения работ, ч(смен)............................ 7,3(0,9)
Выработка на одного рабочего в смену, м/чел-смену..................... 73,1
Численный состав бригады, всего, чел............................................ 15
В том числе:
рабочих................................................................................................ 10
машинистов......................................................................................... 5
9. ФАСЕТНЫЙ КЛАССИФИКАТОР ФАКТОРОВ
ФАСЕТ 01
Характеристика местности (при сборке)
|
Наименование фактора |
Обоснование (ВНиР) |
Код |
Значение фактора |
|
Равнинная слабопересеченная местность |
§ В I0-I-10, табл.1, п.4б |
I |
По калькуляции |
|
Болота, заполненные торфом, илом и другими грунтами неустойчивой консистенции, по которым машины передвигаются по настилам и сланям с погружением ходовой части в грунт на глубину до 200 мм |
BI0-I, глава 2 (ТЧ-1) |
.2 |
Н.вр. и расц. умножать на 1,25 |
|
Болота, заполненные торфом, илом и другими грунтами неустойчивой консистенции, по которым машины передвигаются без настила и сланей с погружением ходовой части в грунт на глубину свыше 200 мм |
(ТЧ-5) |
3 |
Н.вр. и расц. умножать на 1,4 |
|
Сыпучие пески с редким растительным покровом и уклоны свыше 25° |
(ТЧ-11) |
4 |
Н.вр. и расц. умножать на 1,15 |
|
Передвижные барханные и дюнные пески |
(ТЧ-17) |
5 |
Н.вр. и расц. умножать на 1,2 |
ФАСЕТ 02
Характеристика местности (при сварке)
|
Наименование фактора |
Обоснование (ЕНиР) |
Код |
Значение фактора |
|
Равнинная слабопересеченная местность |
§ Е22-2-2, табл.7, п.5и |
1 |
По калькуляции |
|
Болотистая местность |
Е22-2, (ВЧ-15) |
2 |
Н.вр. и расц. умножать на 1,2 |
|
Зона сыпучих песков и уклоны свыше 25° |
(ВЧ-16), (ВЧ-12) |
3 |
Н.вр. и расц. умножать на 1,15 |
ФАСЕТ 03
Температура окружающего воздуха
|
Наименование фактора |
Обоснование |
Код |
Значение фактора |
|
При положительной температуре |
ВНиР, § BI0-I-I0 ЕНиР, § Е22-2-2 |
I |
По калькуляции |
|
Ниже 0 до -10 °С |
МНиР, ПЗО-84, вводная часть, п.7 |
2 |
Н.вр и расц. умножать на 1,15 |
|
Ниже -10 до -20 °С |
То же |
3 |
Н.вр. и расц. умножать на 1,3 |
|
Ниже -20 до -30 °С |
-"- |
4 |
Н.вр. и расц. умножать на 1,45 |
|
Ниже -30 до -40 °С |
-"- |
5 |
Н.вр. и расц. умножать на 1,6 |
|
Ниже -40 °С |
-"- |
6 |
Н.вр и расц. умножать на 1,75 |
ФАСЕТ 04
Толщина стенки труб (при сварке)
|
Наименование фактора |
Обоснование (ЕНиР) |
Код |
Значение фактора |
|
Толщина стенки труб, мм, до: |
§ Е22-2-2 табл. 7, |
|
|
|
8 |
п. 5 и |
I |
По калькуляции |
|
10 |
п. 5 к |
2 |
Н.вр. и расц. умножать на 1,2 |
|
12 |
п. 5 л |
3 |
Н.вр. и расц. умножать на 1,33 |
ФАСЕТ 05
Наличие заводской изоляции
|
Наименование фактора |
Обоснование |
Код |
Значение фактора |
|
Трубы без изоляции |
ВНиР § BI0-I-I0 ЕНиР § Е22-2-2 |
I |
По калькуляции |
|
Трубы без заводской изоляции |
BI0-I, (ТЧ-29) |
2 |
Н.вр. и расц. умножать на 1,15 |
ФАСЕТ 06
Электроды, кг на I стык
|
Наименование фактора |
Обоснование |
Код |
Значение фактора |
|
При толщине стенки труб, мм: |
BCH-I8I-85, |
|
|
|
6 |
табл. 008 |
I |
0,83 |
|
8 |
То же |
2 |
|
|
10 |
-"- |
3 |
2,08 |
|
12 |
-"- |
4 |
2,69 |
Примечание к фасету 06. Рамкой обведено значение фактора, на который рассчитаны показатели в данной технологической карте
СОДЕРЖАНИЕ