| ГОСТ Р 50073-92 ГОСУДАРСТВЕННЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ СОЕДИНЕНИЯ ТРУБОПРОВОДОВ ТЕХНИЧЕСКИЕ УСЛОВИЯ ГОССТАНДАРТ РОССИИ Москва ГОСУДАРСТВЕННЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
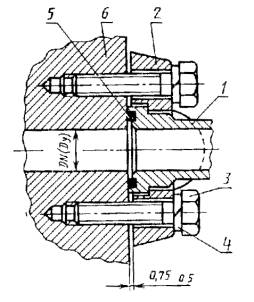
Дата введения 01.07.93 Настоящий стандарт распространяется на резьбовые фланцевые соединения трубопроводов общемашиностроительного применения, работающие в условиях неагрессивных сред при температуре от минус 50 до плюс 120 °С и номинальном (условном) давлении от 2,5 до 40 МПа (от 25 до 400 кгс/см2). Стандарт может быть использован для сертификации с объемами и методами сертификационных испытаний по ГОСТ 15763. Требования пп. 1.2; 2.1 - 2.3; 2.11; 2.13 и разд. 3 - 5 являются обязательными, другие требования настоящего стандарта являются рекомендуемыми. 1. КОНСТРУКЦИЯ, ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ1.1. Типовая сборка разъемного фланцевого соединения приведена на черт. 1. 1.2. Конструкция, параметры и размеры разъемных полуфланцев, ниппелей и резиновых колец должны соответствовать указанным на черт. 2 - 4 и в табл. 1.
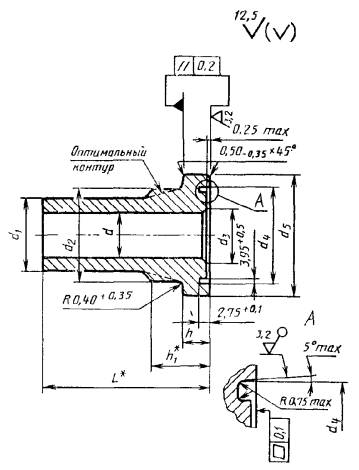
1 - ниппель; 2 - два разъемных полуфланца; 3 - болт; 4 - пружинная шайба; 5 - резиновое кольцо, 6 - корпус Черт. 1 Ниппель (поз. 1)
__________ * Размеры для справок. Черт. 2 Разъемный полуфланец (поз. 2)
___________ * Размер для справок. Черт. 3 Резиновое кольцо (поз. 5)
Черт. 4 Таблица 1 Размеры, мм
Примечания: В таблице указана длина стальных болтов 2. Рекомендуемые значения моментов затяжки указаны для болтов класса 8.8 ГОСТ 1759.4 при коэффициенте трения 0,2. При применении болтов класса 10.9 значения момента затяжки увеличиваются на 25 %. 3. Технические требования к резиновым кольцам - по ГОСТ 18829. Пример условного обозначения разъемного фланцевого соединения с номинальным размером 13 на номинальное (условное) давление 32 МПа (320 кгс/см2): Разъемное фланцевое соединение 13-320 ГОСТ Р 50073-92 То же, ниппеля: Ниппель 13-320 ГОСТ Р 50073-92 То же, разъемного полуфланца: Разъемный полуфланец 13-320 ГОСТ Р 50073-92 1.3. Рекомендуемые размеры корпусов под фланцевые соединения и их взаимное расположение приведены на черт. 5 и в табл. 2.
Черт. 5 Таблица 2 Размеры, мм
Примечания: 1. t - длина резьбы под болт. 2. b1 - максимально допустимая ширина разъемного фланца. 3. Размеры АА; ВВ; СС обеспечивают необходимый зазор 1,5 мм между фланцевыми соединениями одного номинального размера на рядом расположенных корпусах. 2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ2.1. Механические свойства металла (временное сопротивление σв, относительное удлинение δ5) для изготовления разъемных полуфланцев должны быть не ниже указанных в табл. 3. Таблица 3
2.2. Механические свойства металла для изготовления ниппелей под разъемные фланцы должны быть не ниже: временное сопротивление σв - 420 МПа (42 кгс/мм2); относительное удлинение δ5 - 20 %. 2.3. Механические свойства металла болтов должны быть не ниже класса 8.8 ГОСТ 1759.4. 2.4. Неуказанные допуски размеров обрабатываемых поверхностей: ± 0,4 мм. 2.5. Поверхности всех деталей должны быть чистыми и не должны иметь заусенцев, окалин, трещин и признаков коррозии. 2.6. Поверхность канавки ниппеля под резиновое кольцо не должна иметь спиральных и продольных царапин. 2.7. Шероховатость поверхности d12 корпуса - не более Rа 3,2 мкм. 2.8. Допуск плоскостности поверхности d12 корпуса - не более 0,1 мм. 2.9. Защитные покрытия разъемных полуфланцев, ниппелей и болтов следует выбирать в зависимости от условий эксплуатации по ГОСТ 9.303. 2.10. Подготовка кромок ниппеля под сварку - по ГОСТ 16037. Не допускается нанесение покрытия на кромку ниппеля. 2.11. Требования к герметичности, прочности и устойчивости соединений к воздействию вибрации и пульсации давления - по ГОСТ 15763 (пп. 1.27 - 1.29). 2.12. В комплект поставки разъемного фланцевого соединения входят два разъемных полуфланца, ниппель и резиновое кольцо. 2.13. На каждом соединении необходимо маркировать значения номинального размера соединения и номинального (условного) давления. 2.14. Маркировку следует наносить на торцовой поверхности разъемных полуфланцев и цилиндрической поверхности ниппелей любым способом, обеспечивающим ее четкость и длительную сохранность. 2.15. По согласованию с потребителем допускается маркировку соединений наносить на бирке. 3. ПРИЕМКАПриемка - по ГОСТ 15763. 4. МЕТОДЫ ИСПЫТАНИЙМетоды испытаний - по ГОСТ 15763. 5. УПАКОВКАУпаковка - по ГОСТ 15763. ИНФОРМАЦИОННЫЕ ДАННЫЕ 1. РАЗРАБОТАН И ВНЕСЕН Государственным комитетом СССР по стандартам РАЗРАБОТЧИКИ Б.В. Максимовский; Г.В. Поляков, канд. техн. наук; С.А. Суховодова 2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 30.07.92 № 817 3. Срок проверки - 1998 г., периодичность проверки - 5 лет. 4. Стандарт соответствует международному стандарту ИСО 3601-1-78 в части размеров резиновых колец 5. ВВЕДЕН ВПЕРВЫЕ 6. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
7. ПЕРЕИЗДАНИЕ. Август 1994 г. СОДЕРЖАНИЕ
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||