| научно-исследовательский, проектно-конструкторский и
технологический институт бетона и железобетона (ниижб) Руководящие технические материалы по сварке и
контролю качества СОЕДИНЕНИЙ АРМАТУРЫ И ЗАКЛАДНЫХ
ИЗДЕЛИЙ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ Москва 1994 Содержание Настоящие Руководящие технические материалы (РТМ 393-94) разработаны в НИИЖБ Госстроя России "Инструкции по сварке соединений арматуры и закладных деталей железобетонных конструкций (СН 393-79), а также в развитие: ГОСТ 14098-91 "Соединения сварные арматуры и закладных изделий железобетонных конструкций. Типы, конструкции и размеры"; ГОСТ 10922-90 "Арматурные и закладные изделия сварные, соединения сварные арматуры и закладных изделий железобетонных конструкций. Общие технические условия"; ГОСТ 23858-79 "Соединения сварные стыковые и тавровые арматуры железобетонных конструкций. Ультразвуковые методы контроля качества. Правила приемки"; а также в части требований к арматуре и закладным изделиям: СНиП 2.03.01-84 "Бетонные и железобетонные конструкции"; СНиП 3.03.01-87 "Несущие и ограждающие конструкции"; СНиП 3.09.01-85 "Производство сборных железобетонных конструкций и изделий". РТМ 393-94 разработаны коллективом авторов: кандидаты технических наук: A.M. ФРИДМАН, Т.И. МАМЕДОВ; инженеры: Г.Г. ГУРОВА, В.М. СКУБКО. Руководитель - A.M. ФРИДМАН. РТМ 383-94 подготовлены к изданию и выпуску Фондом помощи строительному делу и прогрессивным начинаниям. РТМ 393-94 рекомендованы секцией НТС НИИЖБ Госстроя России к применению в качестве основного технологического документа по сварке арматуры и закладных изделий железобетонных конструкций и контролю их качества на предприятиях строительной индустрии, в монтажных и проектных организациях, а также при лицензировании деятельности предприятий и сертификации выпускаемой ими продукции. ЧАСТЬ 1. ТЕХНОЛОГИЯ ЗАВОДСКОЙ И МОНТАЖНОЙ СВАРКИ СОЕДИНЕНИЙ АРМАТУРЫ И ЗАКЛАДНЫХ ИЗДЕЛИЙ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ1. ОСНОВНЫЕ ПОЛОЖЕНИЯ1.1. Настоящие "Руководящие технологические материалы по сварке арматуры и закладных изделий железобетонных конструкций" составлены в развитие ГОСТ 14098-91, ГОСТ 10922-90, ГОСТ 23858-79, а также СНиП 2.03.01-84, СНиП 3.03.01-87 и СНиП 3.09.01-85. 1.2. Руководящие технологические материалы содержат требования по технологии сварки соединений арматуры между собой и с плоскими элементами проката при изготовлении арматурных изделий (сеток, каркасов, стыковых соединений стержней) и закладных изделий, а также при монтаже элементов сборных и возведении монолитных железобетонных конструкций. Устанавливают методы и объемы контроля качества сварных соединений. Конструкции сварных соединений, класс и марка арматурной стали и металлопроката должны быть указаны в проектной документации. 1.3. В "Руководящие технологические материалы..." включены все регламентированные ГОСТ 14098-91 сварные соединения, представленные в виде чертежей и таблиц, а также приложения 1 и 2. 1.4. Способы и технологию сварки, а также область применения арматуры различных классов и марок стали с учетом эксплуатационных качеств сварных соединений надлежит выбирать, пользуясь табл.1.1 и приложением 2 настоящих РТМ.
* Соединения Т4 и Т5 из ГОСТ 14098-91 исключены. 1.5. При производстве работ по сварке соединений арматуры и закладных изделий железобетонных конструкций должны выполняться требования, предусмотренные главами СНиП по проектированию, производству работ и приемке сборных и монолитных железобетонных конструкций, а также главами СНиП по организации строительства и технике безопасности в строительстве, Правилами пожарной безопасности при производстве строительно-монтажных работ и другими нормативными документами, утвержденными и согласованными в установленном порядке. 1.6. Арматурную сталь и металлопрокат для изготовления сварных арматурных и закладных изделий следует применять в соответствии с указаниями раздела 2 настоящих РТМ, ГОСТ 14098-91, ГОСТ 5781-82, ГОСТ 10884-81, ГОСТ 6727-80, ГОСТ 535-88, ГОСТ 380-88, СНиП 2.03.01-84, СНиП II-28-81. 1.7. Защита сварных арматурных и закладных изделий железобетонных конструкций от коррозии должна производиться в соответствии с требованиями, предусмотренными главой СНиП 2.03.11-85. 1.8. Выбор типов конструкций и способов сварки соединений арматуры и элементов закладных изделий следует осуществлять из условия: а) применения сварных соединений и технологии сварки, обеспечивающих наиболее высокие эксплуатационные качества и полное использование механических свойств арматурной стали; б) максимально возможного сокращения материальных и трудовых затрат на выполнение сварных соединений путем применения: автоматизированных, механизированных и производительных ручных способов сварки; эффективных и высококачественных сварочных материалов; эффективных методов контроля качества сварных соединений. 1.9. В заводских условиях при изготовлении сварных арматурных сеток, каркасов и сварке стыковых соединений стержней следует применять преимущественно контактную точечную и стыковую сварку, а при изготовлении закладных изделий - механизированную сварку под флюсом и контактную рельефную сварку. При отсутствии необходимого сварочного оборудования допускается выполнять в заводских условиях крестообразные, стыковые, нахлесточные и тавровые соединения арматуры, применяя перечисленные в настоящих РТМ способы дуговой сварки. 1.10. При монтаже арматурных изделий и сборных железобетонных конструкций в первую очередь должны применяться механизированные способы сварки, обеспечивающие возможность неразрушающего контроля качества сварных соединений (например, ультразвуковой дефектоскопии) . 1.11. Допускается замена типов соединений и способов их сварки, указанных в чертежах типовых и индивидуальных рабочих проектов зданий и сооружений, на равноценные по эксплуатационным качествам в соответствии с приложением 2. Допускается также применение не предусмотренных настоящим документом и ГОСТ 14098-91 типов соединений и способов сварки при условии соблюдения требований указанного стандарта и ГОСТ 10922-90 и при наличии ведомственного нормативного документа, утвержденного в установленном порядке. 1.12. Руководство сварочными работами и обеспечение технологических условий сварки, включающих правильность и рациональное применение стали, сварочных материалов, выбор оборудования и наладку режимов, контроль на всех стадиях выполнения работ и документальное фиксирование вплоть до сдачи объекта, осуществляет инженер (техник) по сварке или лицо, назначенное на указанную работу (мастер, прораб). Инженерно-технический персонал обязан один раз в год проходить аттестацию по официально утвержденной строительным министерством (концерном) программе. 1.13. К работам по изготовлению сварных соединений арматуры и закладных изделий допускаются сварщики, прошедшие теоретическое и практическое обучение по сварке, соответствующих профилю их работы и имеющие удостоверения на право производства данных работ. 1.14. Условия сварки соединений с указанием фамилии сварщиков следует фиксировать в типовом журнале сварочных работ. Клеймить сварные соединения следует в местах, указанных на чертеже, 1.15. Не допускается сварка с использованием неисправного оборудования, при ненадежных электрических сетях, перебоях в подаче электроэнергии, а также при колебаниях напряжения в сети более 5% оптимальной величины, последние два условия должны соблюдаться особенно строго при ванной и ванно-шовной сварке стыковых соединений арматуры. 1.16. Сварочное оборудование и источники питания дуги должны каждые полгода подвергаться паспортизации. Эксплуатация сварочного оборудования, не имеющего паспорта или с просроченным сроком паспортизации не допускается. Основные сведения по эксплуатации сварочного оборудования и формы документации приведены в приложении 3. 2. АРМАТУРНАЯ СТАЛЬ ДЛЯ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙДля армирования железобетонных конструкций различного назначения применяют стержневую арматуру и арматурную проволоку гладкого и периодического профиля, используемую при изготовлении сварных арматурных сеток, каркасов, закладных изделий и стержней, сваренных в мерные линейные изделия для обычных и предварительно напряженных конструкций. Соединение элементов железобетонных конструкций между собой осуществляют через выпуски арматуры и закладные изделия, используя технологический процесс сварки, в котором следует учитывать особенности химического состава стали, масштабный фактор, условия выполнения работ и др. 2.1. Стержневая арматурная сталь2.1.1. Стержневая арматурная сталь должна отвечать требованиям: горячекатаная - ГОСТ 5781-82 (1); термомеханически упрочненная - ГОСТ 10884-81 (2). По механическим свойствам стержневая арматурная сталь подразделяется на классы, обозначаемые римскими цифрами от I до VII (после буквенных символов соответственно для горячекатаной арматурной стали - А, для термомеханически упрочненной - Ат). Осуществляемым переходом на новое обозначение в соответствии с международными в обозначении арматурной стали отражают ее класс прочности в виде установленного стандартами нормируемого значения условного или физического предела текучести в Н/мм2 (например, А400, Ат600 и т.п.). В зависимости от эксплуатационных характеристик арматуры в обозначении термомеханически упрочненной арматурной стали свариваемой присваивается индекс С, стойкой против коррозионного растрескивания - индекс К (например, Ат-IVС, Ат-600К и т.п.). На предприятиях строительной индустрии стержневую арматурную сталь классов А-III и Ат-IIIС нередко упрочняют вытяжкой для повышения ее прочностных характеристик (при некотором снижении пластических свойств). Упрочнение вытяжкой производят до контролируемого удлинения и контролируемого напряжения не менее 540 Н/мм2 или только удлинения (без контроля напряжения). Такое упрочнение вытяжкой должно производиться на основе документа, регламентирующего для соответствующей марки стали режимы и параметры упрочнения этой арматурной стали, ее электронагрева и контактной сварки, длины заготовок и допускаемых отклонений размеров стержней, их предварительного натяжения, а также методы контроля в условиях производства. Указанная упрочненная вытяжкой арматурная сталь обозначается А-IIIв. 2.1.2. Оценка технологических возможностей использования свариваемой арматурной стали приведены в подразделе 2.5. 2.1.3. Механические свойства горячекатаной стержневой арматурной стали приведены в табл.2.1, термомеханически упрочненной - в табл.2.2; геометрические и физические параметры арматуры - в табл.2.3, ее химический состав - в табл.2.4 и 2.5.
1/ По ТУ 14-15-154-86 может поставляться арматура диаметром 5,5 мм, используемая вместо арматуры диаметром 6 мм. 2/ Арматура класса Ас-II нормируется по величине ударной вязкости при температуре -60°С, равной 0,5 МДж/м2. 3/ К классу А-III относится сталь марки 32Г2Рпс, выпускаемая в ограниченных объемах. 4/ Значения равномерного удлинения и величины загиба в холодном состоянии являются факультативными. Таблица 2.2
Таблица 2.3
Примечания: 1. Химический состав углеродистой стали и его допустимые отклонения регламентируются ГОСТ 380-88, низколегированной стали - ГОСТ 5781-82 и ГОСТ 10884-81. 2. В стали марки 20ХГ2Ц допускается замена циркония на 0,02-0,08 титана (марка 20ХГ2Т), в стали марки 23Х2Г2Т - титана на 0,05-0,1 циркония (марка 23Х2Г2Ц). 3. Допускается добавка титана в сталь марок 18Г2С, 25Г2С и 35ГС из расчета его содержания к готовом прокате 0,01-0,03%. 2.1.4. Правила приемки и методы испытаний арматурной стали на растяжение регламентируются ГОСТ 12004-81 (6), методы испытания на изгиб - ГОСТ 14019-80 (7). 2.1.5. Арматурная сталь поставляется в стержнях или мотках. Арматурную сталь класса A-I изготовляют гладкой, а классов A-II и выше - периодического профиля. По требованию потребителя горячекатаную стержневую арматурную сталь классов A-II, A-III, A-IV и A-V изготовляют гладкой. Арматурная сталь класса A-II имеет профиль согласно рис.2.1,а; горячекатаная классов A-II - A-V1 и термомеханически упрочненная классов Ат-IIIС - Ат-VП - согласно рис.2.1,б (ГОСТ 5781-82). Ряд металлургических заводов перешел на выпуск арматурной стали с новым серповидным профилем (без пересечения поперечных и продольных ребер) по ТУ 14-2-949-91 согласно рис.2.1,в. Такой профиль, принятый в стандартах ряда зарубежных стран, по сравнение с включенным в отечественные стандарты - ГОСТ 5781-82 и ГОСТ 10884-81 повышает усталостную прочность (что особенно важно при динамических нагрузках) и пластичность арматуры железобетонных конструкций за счет снятия концентраторов напряжения в пересечениях поперечных ребер с продольными. На рис.2.1,г показан винтовой профиль, предназначенный в основном для несвариваемой высокопрочной арматуры, стыкуемой без сварки с помощью муфт в стержни большой длины, а также когда использование анкерных гаек в качестве концевых или промежуточных анкеров напрягаемой арматуры оказывается более технологичным и экономически выгодным по сравнению с устройством анкеров других типов.
Рис.2.1. Периодический профиль стержневой арматурной стали 2.1.6. Поскольку по внешнему виду профиля можно выделить только арматурную сталь классов A-I (гладкая) и А-II для отличия арматурной стали разных классов стандартами предусмотрена окраска концов стержней различных цветов. Вид окраски концов стержней в зависимости от класса арматурной стали приведен в табл.2.6. Таблица 2.6
2.1.7. Металлургическими заводами осуществляется переход на выпуск арматурной стали с дополнительной маркировкой ее класса прочности и завода-изготовителя, наносимой на стержнях при их прокатке, в виде маркировочных коротких поперечных ребер или точек на поперечных ребрах. Маркировочные короткие ребра высотой 0,5 мм, не выходящие за пределы габаритного размера по окружности наружного диаметра, располагают на поверхностях, примыкающих к продольным ребрам. Маркировочные точки высотой, равной высоте поперечного выступа стержня, представляют собой конусообразные утолщения на поперечных ребрах. Маркировка имеет следующую структуру - за знаком начала маркировки, представляющим два маркировочных коротких поперечных ребра либо две маркировочные точки на соседних поперечных выступах периодического профиля, обозначается шифр завода-изготовителя (числом поперечных выступов периодического профиля между указанными маркировочными знаками) и далее класс прочности арматурной стали (соответствующим числом поперечных выступов профиля между маркировочными знаками). Структура прокатной маркировки стержней показана на рис.2.2. Прокатная маркировка наносится на стержни через 0,7-1,4 м.
Рис.2.2. Прокатная маркировка стержневой арматурной стали 2.1.8. Наряду с арматурной сталью класса A-III (А400) металлургическими заводами могут поставляться по ТУ 14-15-114-82 стержни немерной длины не менее 2 м из стали марок 20ГC, 20ГC2, 08Г2С и других, применяемых для производства термомеханически упрочненной арматурной стали классов прочности Ат-IV - Ат-VII (Ат600-Ат1200). Стержни немерной длины окрашивают белой краской в виде полос на расстоянии около 0,5 м от концов стержней. Эта арматурная сталь диаметрами 10-28 мм с временным сопротивлением разрыву в горячем состоянии не менее 539 Н/мм2 (55 кгс/мм2 ) при гарантированном химическом составе может использоваться в качестве свариваемой арматурной стали класса A-III (А400), Примечание. Пример условного обозначения арматурной стали немерной длины диаметром 14 мм: Æ 14АтIIIНС ТУ 14-15-114-82. 2.1.9. Оценка применяемости сварных соединений стержневой арматурной стали (в том числе стержней немерной длины) производится согласно пункту 2.5.3. 2.2. Арматурная проволока2.2.1. Арматурная проволока изготовляется: обыкновенная - периодического профиля класса Вр-I по ГОСТ 6727-80 (рис.2.3, а) и классов прочности 500 и 600 по ТУ 14-4-1322-89 (рис.2.3, б);
Рис.2.3. Периодический профиль обыкновенной арматурной проволоки высокопрочная - гладкая класса В-II и периодического профиля класса Вр-II по ГОСТ 7348-81. 2.2.2. Обыкновенную арматурную проволоку класса Вр-I и класса прочности 500 изготовляют диаметрами 3,0; 4,0 и 5,0 мм; класса прочности 600 - диаметрами 4,0; 4,5; 5,0 и 6,0 мм. Обыкновенную арматурную проволоку применяют, как правило, в сварных арматурных изделиях (сетках и каркасах). Механические свойства обыкновенной арматурной проволоки приведены в табл.2.7, расчетная площадь поперечного сечения и линейная плотность (масса отрезка длиной 1 м) - в табл.2.8. Таблица 2.7
Таблица 2.8
2.2.3. Высокопрочную арматурную проволоку классов Вр-II и Вр-II изготовляют диаметрами 3,0-8,0 мм классами прочности от 1500 до 1000 в зависимости от ее диаметра. Высокопрочную арматурную проволоку применяют в качестве напрягаемой арматуры предварительно напряженных железобетонных конструкций. Механические свойства арматурной проволоки приведены в табл.2.9. Таблица 2.9
Примечания: 1. Класс прочности - установленное стандартами нормируемое значение условного предела текучести в Н/мм2. 2. В обозначении арматурной проволоки классов В-II и Вр-II в соответствии с государственными стандартами указывает ее класс прочности (например, обозначение проволоки класса В-II диаметром 0,4 мм - Æ4B1400; класса Вр-II диаметром 6,0 мм - Æ6Вр1200). По технологии изготовления арматурную проволоку подразделяют на изготовляемую с отпуском или с отпуском под напряжением (стабилизированную - Р). Потери напряжений от релаксации в стабилизированной проволоке при начальной нагрузке 0,7 от фактического разрывного усилия не, должки превышать 2,5% после 1000 ч выдержки под напряжением при нормальной температуре. Площадь поперечного сечения и номинальная плотность арматурной проволоки (масса отрезка длиной 1 м) приведены в табл.2.10. Таблица 2.10
2.3. Арматурные канаты2.3.1. В качестве напрягаемой арматуры предварительно напряженных железобетонных конструкций применяют стальные спиральные канаты: семипроволочные класса К-7 - по ГОСТ 13840-68 (рис.2.4); девятнадцатипроволочные класса K-19 - по ТУ 14-4-22-71.
Рис.2.4. Схема сечения спиральных арматурных канатов 2.3.2. Канаты изготовляют правой свивкой (с шагом свивки от 12 до 16 диаметров каната) с линейным касанием проволок. По технологии изготовления арматурные канаты класса К-7 подразделяются на изготовляемые с отпуском или с отпуском под напряжением (стабилизированные - С). Механические свойства арматурных канатов приведены в табл.2.11. Таблица 2.11
Примечания: 1. Класс прочности - установленное стандартами нормируемое значение условного предела текучести в Н/мм2. 2. В обозначении арматурных канатов в соответствии с государственным стандартами указывает их класс прочности (например, обозначение каната класса К-7 диаметром 12 мм - Æ 12K7-1500). 2.3.3. Арматурные канаты изготовляют из высокопрочной проволоки, сварка которой возможна с применением дополнительных конструктивных элементов и весьма ограниченными способами, которые доступны в практике строительного производства. К таким способам сварки относится контактная стыковая сварка (п.4.3.20), позволяющая увеличить линейные размеры арматурных канатов, и сварка концевых участков каната для обеспечения его анкеровки при натяжении напрягаемой арматуры. 2.4. Прокат для закладных изделий2.4.1. Для плоских элементов закладных изделий применяют прокат из углеродистой стали обыкновенного качества: сортовой и фасонный - по ГОСТ 535-88; листовой - по ГОСТ 14637-89. 2.4.2. Выбор проката из углеродистой стали, исходя из температурных условий эксплуатации конструкций и характера их нагружения, производят в соответствии с табл.2.12. Таблица 2.12
Примечание. Химический состав углеродистой стали обыкновенного качества - по ГОСТ 380-88. Вместо указанного в таблице проката из углеродистой стали по ГОСТ 535-88 допускается применение фасонного и листового проката из углеродистой и низколегированной стали для строительных стальных конструкции по ГОСТ 27772-88: вместо Ст3кп2-1 - С235; " Ст4пс5-1 - С245; " Ст3сп5-1 - С255. Для конструкций, предназначенных для работы при расчетной температуре ниже минус 40°С, а также при применении проката из низколегированной стали (например, С345 и С375 - марок 09Г2С, 15ХСНД, 10Г2С1) выбор проката для закладных изделий и электродов для их сварных соединений производят как для сварных стальных конструкций согласно СНиП II-23-81. Примечание. Расчетная зимняя температура наружного воздуха принимается как средняя температура воздуха наиболее холодной пятидневки района строительства согласно СНиП 2.01.01-82. 2.4.3. Механические свойства сортового и фасонного проката по ГОСТ 535-88 из углеродистой стали обыкновенного качества приведены в табл.2.13; листового проката по ГОСТ 14637-89 из низколегированной стали - в табл.2.14. Химический состав углеродистой стали обыкновенного качества по ГОСТ 380-88 приведен в табл. 2.4; низколегированной стали по ГОСТ 19282-73 - в табл.2.15. Таблица 2.13
* Изгиб до параллельности сторон вокруг оправки диаметром d (a - толщина проката). Примечания: 1. Для фасонного проката толщиной свыше 20 мм значение предела текучести допускается на 10 Н/мм2 (1 кгс/ мм2) ниже по сравнению с указанным в таблице. 2. Допускается снижение для фасонного проката относительно удлинения б5 для всех толщин на 1% (абс). Таблица 2.14
Примечание. Ударную вязкость определяют при одной температуре, которая оговорена в заказе (соответствующей категории). Таблица 2.15
2.4.4. При изготовлении закладных изделий технологические условия сварки, в основном, одинаковые для всех марок сталей используемых плоских или фасонных элементов, могут меняться только сварочные материалы и связанная с ними технология изготовления. При применении для анкерных стержней закладных изделий термомеханически упрочненной арматуры класса Ат-IV и выше следует учитывать возможное разупрочнение стали при сварке. Особенности сварки закладных изделий с такими анкерами изложены в разделе 5. 2.4.5. Плоский или фасонный прокат закладных изделий расположен на поверхности сопрягаемых железобетонных элементов (колонн, наружных и внутренних панелей, плит перекрытий, ригелей и пр.), обеспечивая жесткую связь между отдельными элементами конструкции через так называемые соединительные детали, для которых следует применять прокат из перечисленных в пункте 2.4.2 марок стали. Если при изготовлении закладных изделий был использован прокат с прочностью выше установленной проектом, то для соединительных деталей может применяться прокат с прочностью, предусмотренной проектом. 2.4.6. В сопроводительных документах (сертификатах) на железобетонные конструкции завод-изготовитель указывает марку стали плоских или фасонных элементов закладных изделий, примененных в поставляемых конструкциях. Такие указания необходимы для правильного выбора сварочных материалов при монтажной сварке закладных изделий соединительными деталями. 2.4.7. Листовой или фасонный прокат из стали марок 14Г2АФ, 16Г2АФ и 18Г2АФпс, а также листовой, сортовой и фасонный прокат из термоупрочненной стали не следует применять в закладных изделиях и соединительных деталях. 2.5. Свариваемость арматуры железобетонных конструкцийЦелью настоящего раздела, впервые вводимого в технологический нормативным документ по сварке арматуры, является выработка, во-первых, единых понятий, относящихся к сложной технической категории, именуемой свариваемость металлов, и, во-вторых, установить возможности применения горячекатаной и термомеханически упрочненной стали, используемой для армирования железобетонных конструкций. 2.5.1. Свариваемость сталей является комплексной характеристикой, определяющей при данных условиях техническую пригодность для выполнения заданных соединений. Свариваемость определяется для каждого вида и способа сварки отдельно. Это - сложная совокупность характеристик стали и поэтому не может быть определена с помощью одного универсального метода. 2.5.2. Для стержневой арматуры принято определять: - технологическую свариваемость, к которой относятся стойкость расплавленного металла при сварке плавлением против образования кристаллизационных трещин и изменения свойств стали под действием термического цикла сварки, осуществляемой при любим технологическом процессе сварки: контактная точечная, стыковая, дуговая протяженными швами или ванным способом и т.д.; - эксплуатационную свариваемость, для оценки которой используют показатели механических свойств конкретных, как правило, натурных сварных соединений арматурных стержней при определенных условиях их нагружения. Технологическую свариваемость определяют в лабораториях институтов или металлургических заводов; эксплуатацию - в тех же условиях, а также в контрольных лабораториях заводов железобетонных конструкций и монтажных строительных организаций. 2.5.3. Система оценки эксплуатационных качеств сварных соединений с учетом конструкции соединений и способов их выполнения, характера нагружения, температурных условий работы, масштабного фактора и свариваемости арматурной стали приведены в приложении 2 настоящего РТM. Возможности применения различных способов сварки горячекатаной и стержневой арматурой стали железобетонных конструкций приведены в табл.2.16, термомеханически упрочненной арматурной стали - в табл.2.17. Таблица 2.16
+ - технология сварки и конструктивные элементы соединения регламентированы нормативными документами; - - запрещенные способы сварки. Ас-III - см.табл.2.1; 22Х2Г2С - см.табл.2.1. Таблица 2.17
* Происходит локальное разупрочнение протяженностью (1,5...2,0)dн от границы зоны совместной кристаллизации. Примечания: 1. Ручная дуговая сварка крестообразных соединений применяется только при положительной температуре. 2. Ванно-шовная сварка допускается на удлиненных до 4dн стальных скобах-накладок. 3. В таблице знак (-) показывает, что процесс сварки не допускается или технологически нецелесообразен. 3. СВАРОЧНЫЕ МАТЕРИАЛЫ И ОБОРУДОВАНИЕ3.1. Электроды контактных машин3.1.1. Электроды контактных точечных и стыковых машин следует изготавливать из никель-бериллевой бронзы марки БрНБТ, хромовой бронзы марки БрХ и хромоциркониевой бронзы БрХЦр0,6-0,05. Сплав ВрНБТ выпускают в виде плит толщиной 10-77 мм и применяют для электродов (губок) контактных стыковых машин и специализированных многоточечных машин, для сварки арматурных сеток и каркасов, электроды которых могут иметь прямоугольное сечение. Сплавы БрХ и БрХЦр0,6-0,05 выпускают в виде прутков диаметром 30-100 мм и применяют для электродов контактных точечных машин. 3.1.2. Допускается изготавливать электроды контактных точечных и стыковых машин из меди марок M1 и М2. Износостойкость таких электродов в несколько раз ниже электродов, изготовленных из материалов, приведенных в п.3.1.1. 3.1.3. Разработаны и в ограниченных объемах изготавливаются* биметаллические электроды взамен электродов по пп.3.1.1 и 3.1.2. Биметаллические электроды для контактных машин изготавливают (восстанавливают) путем дуговой ванной наплавки штучными электродами марки Бр-3 с последующей механической и термической обработкой. Износостойкость таких электродов в 2-3 раза выше электродов из специальных сплавов и в 8-12 раз выше медных. *Изготавливает новые или восстанавливает изношенные электроды мастерская НИИЖБ. Адрес: 109428, Москва, 2-я Институтская ул., д.6. Тел. 174-81-02. 3.2. Сварочная проволока3.2.1. Сварочную проволоку для механизированных способов сварки стыковых, нахлесточных и тавровых соединений арматуры в закладных изделиях подразделяют на 3 группы: сплошного сечения, используемую вместе с защитными газами или флюсом; самозащитную, не требующую дополнительной (например, газовой) защиты, и порошковую самозащитную или такие, которые можно использовать только совместно с защитными газами. 3.2.2. Марки проволоки сплошного сечения и порошковой следует назначать в соответствии с указаниями, приведенными в табл.3.1. Технические характеристики сварочных проволок приведены в приложении 4.
Примечания: 1. Для ванной механизированной сварки под флюсом арматурной стали классов A-I и Ас-II (марки 10ГТ) при температуре ниже минус 40°С предпочтительно применять проволоку Св-08А, Св-08АА или Св-08ГА. 2. Для арматуры класса Ат-IIIС и Ат-IVС то же, что для арматуры класса А-III, но только для соединений, выполняемых в комбинированных несущих и формующих элементах, и для соединений, выполняемых порошковыми проволоками на стальных удлиненных скобах-накладках. 3.2.3. Для сварки стыковых соединений арматуры в инвентарной форме (медь, графит), на стальных скобах-накладках или в комбинированных формующих элементах используют проволоку сплошного сечения, расплавляемую под слоем флюса, или самозащитную порошковую проволоку. Допускается применение самозащитной проволоки сплошного сечения. 3.2.4. Для сварки протяженными швами соединений арматуры, закладных изделий и соединительных деталей в монтажных условиях следует применять самозащитные проволоки, а при сварке в заводских условиях можно применять проволоку с дополнительной газовой защитой. 3.2.5. Сварочная проволока сплошного сечения не должна иметь заусенцев, резких переломов или перегибов. Допускается наличие тонкого слоя окисной пленки, не перешедшей в ржавчину. Намотку проволоки на катушки и механическую очистку от ржавчины, масел и других загрязнений рекомендуется выполнять на специальных намоточных станках. Бухты проволоки, имеющей чистую поверхность, можно использовать без перемотки на катушки. В этом случае следует использовать размоточный барабан полуавтомата, а на подающем механизме установить войлочную шайбу для снятия смазки с проволоки. 3.2.6. Порошковая проволока должна храниться в заводской герметической упаковке в сухом помещении не более трех месяцев. При более длительном хранении следует проверить технологические свойства проволоки при сварке на оптимальных режимах, а именно: легкость зажигания дуги, отделяемость шлака, отсутствие пор и шлаковых включений. 3.2.7. Увлажненную порошковую проволоку перед сваркой рекомендуется прокалить в течение 2-2,5 ч при температуре 230-250°С. Примечание. Прокаленная проволока хуже транспортируется по шлангу полуавтомата, поэтому подачу ее следует настраивать с особой тщательностью. Для облегчения транспортировки рекомендуется смазывать спираль шланга дисульфидом молибдена. 3.2.8. Порошковую проволоку, извлеченную из упаковки и освобожденную от связок, следует устанавливать в размоточное устройство полуавтомата, предварительно проверив правильность ее намотки. Перематывать порошковую проволоку не рекомендуется. 3.3. Электроды для дуговой сварки и резки3.3.1. При ручной дуговой сварке соединений арматуры и элементов закладных изделий следует применять электроды, типы которых, а также классификация, размеры и общие технические требования регламентированы ГОСТ 9466 и ГОСТ 9467. Типы и марки электродов в зависимости от способов сварки и классов арматуры следует назначать в соответствии с данными табл. 3.2 и приложения 5. При сварке арматуры разных классов между собой следует применять электроды, рекомендуемые в табл.3.2 для стали большей прочности.
Примечание. При отсутствии электродов типов Э55 и Э60 ванно-шовную сварку и многослойными швами арматурной стали класса A-III допускается выполнять электродами Э50А. 3.3.2. При ручной дуговой сварке плоских элементов закладных и соединительных изделий следует применять электроды в соответствии с табл.3.3 и рекомендуемые СНиП II-23-81.
3.3.3. Электроды при хранении более 3 месяцев на складе или более 5 суток на песте производства работ должны быть прокалены в электрической шкафу. При обнаружении влажности покрытия или большой пористости швов прокалка электродов обязательна независимо от срока их хранения. Прокалка электродов в пламенных печах запрещается. Температура прокалки указывается в паспорте электродов, а также приведена в приложении 5. 3.3.4. Прокаленные электроды для дуговой сварки следует подавать на рабочее место в количестве, необходимом для работ сварщика в течение полусмены. На рабочем месте электроды должны находиться в закрывающихся коробках (пеналах) из влагонепроницаемого материала. 3.3.5. Применение для дуговой резки стандартных электродов, используемых для сварки, нерационально. Для резки напрягаемой арматуры следует применять металлические электроды марки 03P-1 и 03Р-2, выпускаемые Московским опытным сварочным заводом. Электроды марки 03Р-2 могут применяться для разделки торцев стержней перед ванной сваркой, а также для резки листового, сортового и фасонного проката при небольших объемах работ. 3.3.6. Сварочные материалы следует хранить в условиях, обеспечивающих их сохранность от увлажнения, загрязнения и механических повреждений. Температура в помещении, предназначенном для хранения электродов, порошковой проволоки и флюсов, должна быть не ниже плюс 15°С, при этом относительная влажность воздуха не должна превышать 3.4. Сварочные флюсы3.4.1. Для механизированной ванной сварки стыковых соединений арматурных стержней следует применять флюс марок АНЦ-1 (АН-348 А), АН-8, AH-14, АН-22 и ФН-7, а для механизированной сварки тавровых соединений элементов закладных изделий следует применять флюс марки ФК-3 и АНЦ-1 (АН-348А). Примечание. Флюс марки ФК-3 разработан совместно НПО ЦНИИТМАШ и НИИЖБ. 3.4.2. Флюс следует хранить в сухом помещении при относительной влажности не более 50% и температуре не ниже плюс 15°С. 3.4.3. Флюс перед употреблением следует прокаливать при температуре 250-300°С в течение 2 ч. Насыпной слой флюса при прокалке не должен превышать 45-50 мм. 3.4.4. Флюс, оставшийся после сварки нерасплавленным, может быть использован вторично. Для этого его следует просеять, отделив шлаковую корку, допускается использовать также шлаковую корку, добавляя ее после размола к флюсу в количестве до 50% (по объему). Размеры зерен флюсовой смеси должны находиться в пределах 0,5-2,5 мм. 3.5. Электродные материалы, используемые при сварке элементов закладных изделий и узлов сопряжений из листового и фасонного проката3.5.1. При сварке закладных изделий, конструкция которых представляет собой листовой или фасонный прокат из углеродистой и низколегированной сталей, следует использовать в зависимости от принятого технологического процесса, сварочные материалы, приведенные в табл.3.3. Примечание. Использование механизированной сварки под флюсом в изделиях по п.3.5.1 экономически нецелесообразно. 3.5.2. Условия хранения, транспортировки и использования сварочных материалов приведены в соответствующих разделах настоящих ИМ. 3.6. Защитные газы для сварки арматуры и закладных изделий3.6.1. Полуавтоматическую сварку в CO2 осуществляют в защитном сварочном углекислом газе первого или второго сорта, или пищевого по ГОСТ 80456-76. Использование технического углекислого газа не разрешается. 3.6.2. Перед использованием углекислого газа из каждого баллона следует проверит его качество, для чего наплавляют на пластину валиковый шов длиной 100-150 мм и по внешнему виду наплавленной поверхности шва определяют качество газовой защиты. При наличии пор в металле шва газ, находящийся в данном баллоне, применять не допускается. 3.7. Сварочное оборудованиеВ сложившихся производственных условиях конкретные рекомендации по приобретению нового и использованию существующего оборудования затруднены. Поэтому в настоящем разделе приведены общие положения по использованию сварочного оборудования, а в приложении 6 приведены технические характеристики сварочного оборудования, выпуск которого освоен к 01.01.1993 г. 3.7.1. Для сварки арматуры и закладных изделий следует применять специализированное или общего назначения сварочное оборудование, выпускаемое серийно. 3.7.2. Допускается применение оборудования, изготовляемого предприятиями строительной индустрии, технические характеристики которого позволяют осуществить технологию сварки в соответствии с требованиями настоящих РТМ. 3.7.3. Для сварки сеток и плоских каркасов в условиях серийного производства следует применять преимущественно специализированные многоточечные машины автоматического и полуавтоматического действия, типы и технические возможности которых приведены в табл.1 приложения 6. 3.7.4. В условиях многосерийного производства узкие и малогабаритные сетки и плоские каркасы шириной номенклатуры рекомендуется изготавливать на одноточечных машинах общего назначения в соответствии с данными табл.2 приложения 6. 3.7.5. Изготовление объемных каркасов из стержневой и проволочной арматуры впредь до выпуска специализированного оборудования следует, как правило, осуществлять, используя контактные подвесные машины в соответствии с данными табл.3 приложения 6. Рекомендуется также изготовлять объемные каркасы, используя предварительно сваренные на контактных машинах плоские каркасы с последующим их гнутьем на гибочных станках, обеспечивая форму сечения объемного каркаса. Замыкающая сторона каркаса может быть сварена клещами, дуговыми прихватками, расположенными вне рабочей арматуры, вязкой или нахлесткой (без сварки), размер которой принимают по СНиП 2.03.01-84. 3.7.6. Заготовку арматуры следует осуществлять в линиях безотходной сварки и резки, используя контактные стыковые машины общего назначения (табл.4 приложения 6). 3.7.7. Сварку закладных изделий с нахлесточными соединениями их элементов следует выполнять преимущественно на контактных точечных машинах общего назначения (табл.2 приложения 6). 3.7.8. Сварку закладных изделий с тавровыми соединениями их элементов типа "открытый столик" (см. приложение к ГОСТ 10922-90) следует выполнять на устройствах (оборудовании), обеспечивающих стабильность технологического процесса и его малую механизацию. Пример такого устройства для сварки под флюсом приведен в разделе 5. Там же приведены основные конструкции модернизированных узлов одноточечных контактных машин для сварки тавровых соединений закладных изделий методом сопротивления. Технические характеристики специализированного оборудования для изготовления аналогичных изделий методом оплавления приведены в разделе 5. Такое оборудование выпускается в ограниченном количестве ввиду узкой номенклатуры свариваемых изделий. 3.7.9. Сварку закладных деталей с тавровыми соединениями их элементов типа "закрытый столик" (см. приложение к ГОСТ 10922-90) следует выполнять дуговой сваркой, используя оборудование, данные о котором приведены в табл.5 приложения 6. 3.7.10. Сварные стыковые соединения выпусков арматуры на монтаже следует выполнять, используя специализированные полуавтоматы или шланговые полуавтоматы общего назначения, типы и технические возможности которых приведены в табл.6 приложения 6. 3.7.11. Источники питания дуги для механизированной, а также для ручной дуговой сварки следует назначать в соответствии с данными табл.3.4, а также табл.5 приложения 6.
* При сварке стержней диаметром до 14 мм допускается применять источники питания постоянного тока с номинальным значением Iсв ³ 600 А 4. ТЕХНОЛОГИЯ СВАРКИ ПРИ ИЗГОТОВЛЕНИИ АРМАТУРНЫХ ИЗДЕЛИЙ4.1. Контактная точечная сварка крестообразных соединений стержней4.1.1. Конструкции крестообразных соединений арматуры типа K1-Кт и К2-Кт, выполняемые контактной точечной сваркой, приведены на рис.4.1 и в табл.4.1.
Рис.4.1. Конструкции крестообразных соединений арматуры типов K1-Кт (вверху) и К2-Кт (внизу)
* Здесь и далее размеры соединений арматуры классов Ас-II и Ас-III идентичны таковым классов A-II и A-III. Примечания: 1. Величины d'н/dн, не совпадающие с приведенными,
следует округлять до ближайшей величины, указанной в таблице. 4.1.2. Контактную точечную сварку следует применять при изготовлении арматурных сеток, плоских и объемных каркасов, а также некоторых типов закладных изделий, используя стандартные одноточечные стационарные и подвесные машины, в основном, при единичном и мелкосерийном производстве. При массовом производстве целесообразно использовать специализированные контактные многоточечные машины. Технические характеристики и область применения оборудования по п.4.1.2 приведены в приложении 6. 4.1.3. Электроды контактных точечных машин (стационарных и подвесных) общего назначения, применяемых для сварки арматуры и закладных изделий с анкерными стержнями, следует изготовлять в соответствии с чертежами на рис.4.2 и табл.4.2 и приложением 7. Могут быть использованы электрода с контактной поверхностью в пределах 25-40 им типа Д, выпускаемые в соответствии с ГОСТ 1411-77. Для удобства снятия таких электродов с машины целесообразно в последних сделать лыски под гаечный ключ (рис. 4.2).
Рис.4.2. Рекомендуемая форма электрода для контактной точечной сварки крестообразных соединений арматуры Таблица 4.2
Примечание. При частом изменении сортамента свариваемых изделий на одной машине допускается устанавливать электроды с диаметром контактной поверхности Д, рекомендуемой для следующего порядка свариваемых стержней. 4.1.4. Допускается применение электродов прямоугольного сечения. При этой сторона прямоугольника, определяющая длину линии контакта между электродом и стержнем, должна быть не менее размера Д (табл.4.2). Сторона, перпендикулярная указанной, должна быть не менее 0,7Д. Допускается применение электродов цилиндрической формы, изготавливаемых методом холодного прессования. 4.1.5. Электроды контактных точечных машин должны быть установлены так, чтобы непараллельность их торцов была не более 3°, а несоосность верхнего и нижнего электродов не более 1 мм. 4.1.6. Для предупреждения чрезмерного износа и деформации рабочей части электродов следует обеспечить их гарантированное обильное охлаждение проточной водой. Схема такого охлаждения показана на рис.4.3. и в приложении 8.
4.3. Схема охлаждения электродов 4.1.7. Замену изношенных электродов или их замену в связи с изменением сортамента выпускаемой продукции следует производить при помощи специального съемника, чертежи которого приведены в приложении 9, или гаечного ключа - поворотом на четверть или пол-оборота в обе стороны. Категорически запрещается удалять электроды из свечи машины ударными воздействиями. 4.1.8. Основными параметрами режима контактной точечной сварки крестообразных соединений стержней, на которые необходимо настраивать машину, являются: - сварочный ток Iсв, определяемый мощностью трансформатора машины и включением его определенной (выбранной) ступени; - выдержка под током tсв, на которую должно быть настроено электронное реле времени; - усилие сжатия электродами Рэ, которое устанавливается путем регулирования пневматической системы электродов машины; - диаметр контактной поверхности электродов Д, устанавливаемых согласно рекомендаций, приведенных в табл.4.2. Примечания: 1. Электронное реле времени обеспечивает регулирование четырех
параметров режима сварки с помощью потенциометров: "сжатие",
"сварка", "пауза" и "проковка". Для соединений
арматуры с их спецификой
формирования зоны совместной кристаллизации основными параметрами являются
" tсв ("сварка"). Другие параметры заметного влияния не
оказывают, хотя следует иметь ввиду, что при малом времени "сжатия" (tcж) может быть значительное искрение между электродами машины и
стержнями, или между стержнями при их слабом прижатии друг к другу;
недостаточное время "паузы" и "проковки" при быстром
перемещении изделия может привести к образованию горячих трещин и т.д. Учитывая
это, показания названных потенциометров не следует устанавливать на
"0" и целесообразно переводить указатель потенциометра на несколько
делений по часовой стрелке до прекращения искрения. 4.1.9. После очередного профилактического ремонта оборудования (см. приложение 3) необходимо уточнять величины сварочного тока Iсв и время протекания сварочного тока tсв, изменяя ступень трансформатора и положение потенциометра реле времени сварки. 4.1.10. При сварке стержней с различны* сочетанием диаметров назначение режимов (Iсв, tсв, Рэ) следует производить по стержню меньшего диаметра, а размер контактной поверхности электрода - по стержню большего диаметра. 4.1.11. При сварке двух стержней, один из которых гладкий, а другой периодического профиля, назначение режимов сварки производят по стержню периодического профиля, стремясь сократить время сварки tсв, т.е. выполнять сварку на "жестком" режиме. 4.1.12. Настройку оборудования на оптимальный режим сварки следует начинать с установления усилия сжатия электродами контактной машины Рэ, которое получают путем регулирования пневматической или гидравлической системы сжатия. Значения усилий сжатия приведены в табл.4.3. Таблица 4.3
Примечание. Если система сжатия не обеспечивает рекомендуемые усилия, допускается ограничиться наибольшим усилием сжатия, развиваемым машиной. 4.1.13. Ориентировочные, минимально необходимые значения сварочного тока для изделий из арматуры классов A-II, А-II и проволоки Вр-I (Вр500) и Вр-600 выбирают по графикам на рис.4.4.
Рис.4.4. Минимально необходимые величины сварочного тока Iсв - при заданном сочетании диаметров стержней (d'н/dн). Для стержневой термомеханически упрочненной арматурной стали классов Ат-IIIС и Ат-IVС приведенные выше минимально необходимые значения сварочного тока должны быть повышены на 20-25%, для стержневой арматуры класса A-I минимально необходимые значения сварочного тока, принятые для классов A-II и A-III, могут быть снижены на 15-20%. Технологически обоснованные значения сварочного тока для оборудования, на котором планируется работа, зависят от электрического сопротивления вторичного контура машины, величины и устойчивости первичного напряжения сети, качества наружной поверхности свариваемой арматуры. Исходя из этого, на корпусе каждой машины должны быть прикреплены таблицы с указанием ориентировочных параметров режима сварки для сочетаний стержней, выполняемых на данном оборудовании. Эти параметры должны корректироваться так, чтобы обеспечить величины относительных осадок h/d'н, для крестообразных соединений с отношением диаметров d'н/dн в свариваемом изделии. При этом чрезвычайно важно и необходимо учитывать способ изготовления стали: горячекатаная, термомеханически упрочненная (термически упрочненная на металлургических заводах) или упрочненная вытяжкой, холодной прокаткой, т.е. наклепанной. 4.1.14. Выбрав минимально необходимый сварочный ток, устанавливают соответствующую этому току ступень трансформатора машины соблюдая условие, при котором выбранный ток Iсв будет близок, но несколько* меньше, чем вторичный пиковый ток I2, в начальный момент сварки, измеренный непосредственно с помощью приборов или пересчитанный с первичного тока I1, замеряемого, как правило, измерительными клещами. * При включении сварочного тока приборы мгновенно фиксируют его пиковое (максимальное) значение, затем в течение долей секунды его значение падает и начинает медленно снижаться в связи с изменением вторичного сопротивления, сопутствующего стабильному процессу сварки. Следовательно, надо фиксировать значение величины тока сразу после пикового показателя. Для пересчета первичного тока на вторичный при сварке арматуры допускается пользоваться формулой:
где U1 - первичное напряжение сети; ε2 - вторичное напряжение соответствующей ступени трансформатора. 4.1.15. Выдержку под током tсв (положение рукоятки потенциометра "сварка" реле времени машины) следует уточнить опытным путем, после установления минимального необходимого значения tсв по графикам на рис.4.5. При назначенных величинах Рэ и Iсв (ступень трансформатора) сваривают 3-4 крестообразных соединения. Их конструкция приведена в разделе 7, затем измеряют величины относительной осадки h/d'н, оптимальная величина которой должна соответствовать приведенной в табл.4.1.
Рис.4.5. Минимально необходимое время выдержки под током (tсв при заданном сочетании диаметров стержней (d'н/dн) Если продолжительность выдержки под током, требуемая для сварки крестообразных соединений большого диаметра, при установлении максимальной ступени трансформатора не обеспечивается технической характеристикой потенциометра данной машины, допускается не прерывая процесса сварки (не опуская педаль включения машины) повторить цикл сварки, но не более 2-3 раз. 4.1.16. Величину осадки h (рис.4.6) следует определять по формулам для двух стержней для трех стержней где а - суммарная толщина стержней после сварки в месте пересечения, мм; в - суммарная величина вмятин (в' + в''), мм. 4.1.17. Оптимальные величины относительных осадок h/d'н в крестообразных соединениях двух стержней с нормируемой прочностью должны находиться в пределах, указанных в табл.4.1. Для соединений трех стержней величины h1/d'н следует принимать в 2 раза меньше относительно приведенных в табл.4.1, но не менее 0,1. Максимальные величины относительных осадок в крестообразных соединениях двух стержней с ненормируемой монтажной прочностью приведены там же. 4.1.18. При сварке соединений с нормируемой прочностью параметры режима Iсв и tсв, определенные в соответствии с требованиями пп.4.1.13, 4.1.14 и 4.1.15, следует проверить, для чего необходимо сварить и испытать на срез 3 контрольных образца. Конструкции и размеры образцов, а также схема их испытаний должны удовлетворять требованиям ГОСТ 10922-90 (см. также раздел 7). 4.1.19. В том случае, если прочность хотя бы одного из контрольных образцов окажется ниже нагрузки, регламентированной ГОСТ 10922-90, режим сварки следует откорректировать, используя для этой цели следующую методику: при выбранном в соответствии с указаниями п. 4.1.12 значении Рэ сварить по 3 образца на нескольких более высоких по сравнению с определенной по пп.4.1.13 и 4.1.14 ступенях регулирования трансформатора, сохраняя при этом неизменной среднюю величину h/d'н по табл.4.1. Неизменность величины h/d'н при сварке на различных ступенях регулирования трансформатора должна обеспечиваться соответствующим подбором tсв. Выдержку под током следует уменьшить при переходе на более высокую ступень регулирования трансформатора; испытать на срез сваренные образцы и определить оптимальные величины Iсв и tсв; (ступень регулирования трансформатора машины и положение рукоятки потенциометра "сварка"). В качестве оптимальных следует принять параметры режима, обеспечивающие наиболее высокую прочность сварных соединений при испытании на срез. 4.2. Дуговая сварка крестообразных соединений арматуры4.2.1. Конструкция крестообразного соединения арматуры, выполняемая ручной дуговой сваркой прихватками типа КЗ-Рр, приведена на рис.4.7 и в табл.4.4. Примечание. Соединения типа КЗ-Рр допускаются только при отсутствии оборудования с учетом положений, изложенных в п.4.2.2.
Рис.4.6. Схема крестообразных соединений, выполняемых контактной
точечной сварки
Рис.4.7. Конструкция крестообразного соединения арматуры типа К3-Рр Таблица 4.4
Примечания: 1. Значение временного сопротивления срезу в соединениях КЗ-Рр не нормируется. 2. Эксплуатационные характеристики этих соединений при растяжении рабочих стержней приведены в приложении 2. 4.2.2. Сварные соединения типа К3-Рр в арматурных стеках, каркасных и иных изделиях являются нерасчетными и должны обеспечивать конструктивные размеры изделий и их транспортабельность вплоть до бетонирования. 4.2.3. Дуговую сварку таких соединений следует выполнять электродами, приведенными в разделе 3.3 и приложении 5, рекомендованными для сварки соответствующих классов и марок арматурной стали на минимальных токах, величина которых в зависимости от диаметра указана в паспортных данных на электроды. 4.2.4. Изделия с крестообразными соединениями, выполняемыми дуговой сваркой (прихватками), следует собирать в кондукторах, применяя электроды диаметром 4-5 мм, обеспечивая прижатие пересекающихся стержней таким, чтобы отсутствовали зазоры между ними (рис.4.7). Выполнение дуговых прихваток должно производиться "короткой дугой" (сопровождаться "сухим" характерным потрескиванием) с незначительным перемещением электрода вдоль места соприкосновения стержней арматуры и заканчиваться постепенным уменьшением длины дуги, без образования кратера - источника возникновения кристаллизационных трещин. 4.2.5. Крестообразные соединения стержней могут выполняться также механизированной сваркой самозащитной порошковой проволокой характеристики которой приведены в табл.3.1. Сварочные полуавтоматы следует выбирать исходя из рекомендаций табл.6 приложения 6. 4.2.6. Допускается механизированная сварка крестообразных соединений стержней проволокой сплошного сечения в среде углекислого газа. 4.2.7. Техника сварки для всех приведенных технологических процессов примерно одинакова и в значительной мере зависит от квалификации и индивидуальных возможностей рабочего-сварщика. Основным следует считать то, что в случае, если изделие (сетка, каркас) расположены в горизонтальной плоскости, верхними и, как правило, нерабочими стержнями, должны быть стержни меньшего диаметра. Электрод (сварочную проволоку) следует располагать под углом α ≈ 30-40° к горизонтальной плоскости, направляя его торец в угол, образованный пересекающимися стержнями, перемещая торец электрода на величину l = 0,5d'н , но не менее 8 мм. Такие швы-прихватки накладываются с двух сторон стержня меньшего диаметра арматуры. Если по техническим условиям производства арматурное изделие собирается, а затем сваривается в вертикальном положении, сварку следует выполнять со стороны рабочей арматуры, т.е. со стороны арматуры большего диаметра. В этом случае оба шва-прихватки выполняются в вертикальной плоскости справа и слева от рабочей арматуры. Швы накладываются снизу вверх, кратеры тщательно завариваются. В том случае, если выполнить сварку оказывается невозможным, швы наплавляются со стороны меньшего стержня, но при этом нижний шов приходится наплавлять в потолочном положении. Сварка таких соединений требует высокой квалификации работающих. 4.2.8. В виде исключения крестообразные
соединения могут быть выполнены дуговой сваркой электродами или в среде CO2 и при этом
обеспечить расчетную прочность соединений при восприятии растягивающих и
срезывающих усилий. Для обеспечения условия, при котором 4.2.9. Не допускается сварка крестообразных соединений стержней с нормируемой прочностью при отрицательной температуре. 4.3. Контактная сварка стыковых соединения стержней4.3.1. Контактную сварку стыковых соединений следует применять: - для соединения арматурных стержней при их заготовке с целью последующей безотходной резки; - для реализации отрезков арматуры; - для приварки к рабочей арматуре отрезков большего диаметра в целях обеспечения возможности последующей сварки выпусков при монтаже железобетонных конструкций. 4.3.2. Стыковые соединения арматуры типов C1-Ко, С2-Кн, С3-Км и С4-Кп, представленные на рис.4.8, 4.9, в табл;4.5, 4.6, следует выполнять способом непрерывного оплавления или оплавлением с предварительным подогревом на машинах, типы которых следует выбирать по табл.4 приложения 6.
Рис.4.8. Конструкция стыкового соединения одинаковых по диаметру стержней (тип C1-Ко). При разных диаметрах стыкуемых стержней (тип С2-Кн)
Рис.4.9. Конструкция стыковых соединений с механической обработкой после сварки (тип С3-Км) - вверху и до сварки (тип С4-Кп) - внизу Таблица. 4.5
Примечания к табл.4.5 и 4.6: 1. Арматура класса A-IV, кроме стали марки 80С. 2. Арматура класса Ат-V только с использованием локальной термической обработки. 4.3.3. Заготовку стержней под стыковую сварку следует осуществлять рубкой на механических ножницах. Не допускается применять стержни с концами, отогнутыми при рубке. Допускается применение газовой резки. При этом стержни, подлежащие сварке непрерывным оплавлением, должны быть отрезаны под углом, регламентированным табл.4.5 и 4.6. При установке в машину торцы стержней не должны быть параллельны между собой. Торцы стержней следует очищать от окисной пленки и иных загрязнений, препятствующих образованию электрического контакта. Стержни в местах контакта с гнездами электродов должны быть зачищены до металлического блеска. 4.3.4. Электроды контактных стыковых машин следует изготавливать из специальных медных сплавов, марки и технические данные которых приведены в п.п.3.1.1-3.1.3. Допускается изготовление электродов из меди марок M-1...M-3, при этом весьма целесообразно на контактную поверхность электродов произвести дуговую наплавку электродами БР-3 (см. раздел 3). 4.3.5. Электроды для стыковой сварки должны иметь продольные канавки-гнезда призматического или трапецеидального сечения (рис.4.10).
Рис.4.10. Схема электродов (контактных губок), снабженных гнездами Электроды должны быть установлены и надежно укреплены на медных плитах, закрепленных на станине машины и соединенных с вторичной обмоткой трансформатора, без смещений их осей и перекосов в горизонтальной плоскости. 4.3.6. Основными геометрическими параметрами режима стыковой сварки, на которые необходимо настроить машину, является (рис.4.11): - установочная длина ly - размер выступающего из электродов конца стержня; - величина оплавления lопл и осадки lос - соответственно размеры участков стержня, расходуемых на оплавление и осадку (в том числе осадки под током l'ос); - сварочный ток, определяемый мощностью трансформатора выбранной машины и включением его оптимальной ступени, обеспечивающей непрерывность процесса оплавления; - скорость оплавления и осадки. Примечания: 1. Имеются другие параметры режима сварки, влияние которых на качество соединений не столь велико. К таким параметрам относятся продолжительность оплавления, усилие осадки, скорость сближения и размыкания стержней при прерывистом оплавлении с нагревом, продолжительность короткого замыкания и пауза при каждом цикле нагрева, количество циклов подогрева и, наконец, степень нагрева (температура торцов стержней перед осадкой и в процессе осадки под током). 2. Перечисленные в примечании 1 параметры режима сварки в машинах автоматического действия обеспечиваются независимо от квалификации рабочего, в машинах неавтоматического действия обеспечение этих параметров не контролируется приборами, они обеспечиваются квалификацией рабочего и проверяются по результатам механических испытаний натурных контрольных образцов по ГОСТ 10922-90. Установление режимов контактной стыковой сварки арматуры в значительной мере определяется опытным путем.
Рис.4.11. Геометрические параметры режима контактной стыковой
сварки арматуры 4.3.7. Оптимальные величины геометрических параметров режима контактной стыковой сварки стержней одинаковых или мало различающихся диаметров (d'н/dн = 0,85) приведены в табл.4.7.
Минимальную величину lос при сварке на машине типа МСО-604 (МС-2008, МСМУ-150) допускается принимать в соответствии с размерами вкладыша на кулачке оплавления. В тех случаях, когда оптимальная величина lос превышает обеспечиваемую машиной, положение вкладыша следует регулировать установкой стальных прокладок под вкладыш. 4.3.8. Минимально необходимую ступень регулирования сварочного трансформатора и скорость оплавления следует определять из условий обеспечения устойчивого процесса оплавления без предварительного подогрева. Если стыковая машина на номинальной ступени и минимальной скорости не обеспечивает устойчивого процесса оплавления, то допускается выполнять сварку методом оплавления с предварительным подогревом. Арматуру классов Ат-IIIС, Ат-IVС, А-IV, А-V, А-VI, Ат-V и Ат-VСК следует сваривать только способом непрерывного оплавления. Примечания: 1. Арматуру класса А-IV марки 80С допускается сваривать только по специальной технологии с использованием несущих опрессованных гильз из пластичной стали. 2. Арматуру класса Ат-V допускается сваривать только с использованием локальной термической обработки. 4.3.9. Определение оптимальной ступени и скорости оплавления при работе на машине типа МСО-604 (МС-2008, МСМУ-50) в режиме непрерывного оплавления следует проводить по следующей методике: - регулировочным винтом вариатора установить предварительную скорость оплавления в соответствии с данными табл.4.8; - подобрать наименьшую ступень регулирования трансформатора, обеспечивающую устойчивое оплавление со скоростью, выбранной по табл.4.8. Если даже на номинальной (15-й) ступени не обеспечивается устойчивое оплавление со скоростью, выбранной по табл. 4.8, скорость оплавления следует уменьшить. Таблица 4.8
4.3.10. Ступень регулирования трансформатора стыковых машин при работе в режиме оплавления с предварительным подогревом следует подбирать минимальной из числа ступеней, обеспечивающих устойчивое оплавление, со скоростями по табл.4.8, после подогрева торцов стержней до красного или светло-красного каления. 4.3.11. При сварке арматуры на машинах, типы которых приведены в табл.4 приложения 6, следует применять максимальное усилие зажатия стержней, обеспечиваемое машиной данного типа. 4.3.12. Усилие осадки при контактной стыковой сварке арматуры следует определять путем умножения удельного давления (табл.4.9) на площадь поперечного сечения стержня, мм . Если привод осадки в имеющейся машине не обеспечивает получения рекомендуемого усилия осадки, то допускается ограничиться наибольшим усилием, развиваемым машиной. Таблица 4.9
4.3.13. При сварке непрерывным оплавлением на машинах ручного действия стержней, закрепленные в электродах, при включенном токе следует сблизить до соприкосновения их торцов с небольшим усилием. Затем, отведя на 1-3 мм торец одного стержня от торца другого, следует начать процесс оплавления. Для поддержания непрерывного процесса оплавления необходимо сближать торцы стержней по мере их оплавления, добиваясь непрерывного потока искр. После оплавления стержней на заданную величину (табл.4.7) необходимо произвести их быструю осадку, начиная ее под током и завершая при выключенном токе. 4.3.14. При сварке способом оплавления с предварительным подогревом перед началом оплавления торцы стержней следует разогреть путем последовательных замыканий и размыканий при включенном токе. После подогрева торцов стержней до красного или светло-красного каления следует перейти к процессу непрерывного оплавления, который надлежит закончить быстрой осадкой, начиная ее под током и завершая при выключенном токе. 4.3.15. При правильно выбранных и выдержанных при сварке параметрах режима в момент окончания процесса сварки участки стержней, прилегающие к стыку, должны быть нагреты до красного каления на расстоянии от центра стыка, равном: для арматуры классов
4.3.16. Сварку арматуры разных классов между собой следует выполнять при параметрах режима, определенных в соответствии с требованиями настоящих РТМ для арматуры более высокого класса. 4.3.17. Сварку стержней разных диаметров (с соотношением d'н/dн от 0,35 до 0,85) следует выполнять на машинах типов МСО-604, МСО-201 (МС-2008, МСМУ-150 и MC-1602), оборудованных специальным приспособлением*, позволяющим осуществлять независимый подогрев толстого стержня. Подогрев толстого стержня осуществляется в режиме сопротивления путем замыкания на медную кулису-перемычку (приложение 10). * Приспособление разработано ЭКБ ЦНИИСК им.Кучеренко. 109428, Москва, 2-я Институтская, 6 ("Устройство к машине контактной стыковой сварки" 2164/1Д и 2164/2Д соответственно к машинам ручного и автоматического действия. При сварке стержней разного диаметра геометрические параметры режима принимаются по табл.4.7 для тонкого стержня, за исключением величины ly толстого стержня, которую следует устанавливать максимально возможной для имеющегося оборудования. 4.3.18. Для сварки стержней разных диаметров необходимо разогреть конец толстого стержня до светло-красного каления, предварительно закрыв конец тонкого стержня перемычкой. Затем при включенном токе отвести на 2-3 мм подвижную плиту с толстым стержнем, убрать перемычку и произвести сварку в соответствии с указаниями п.4.3.13 и п.4.3.14. 4.3.19. Соединения стержней, рассчитанные на эксплуатацию при вибрационной нагрузке (тип С3-Км, рис.4.9), после сварки должны быть подвергнуты механической обработке путем обрубки грата и последующей обточки наждачным кругом средней зернистости (№ 36-46). Обточку наждачным кругом надлежит вести в продольном относительно оси стержней направлении на минимальную глубину до получения блестящей поверхности. При обточке должны быть соблюдены размеры, приведенные в табл.4.6, и плавные переходы от поверхности стержней к месту утолщения стыка. Обработанная наждачным кругом поверхность не должна иметь поперечных и глубоких продольных рисок и черноты в месте перехода от утолщения стыка к внутреннему диаметру стержня. Недопустимо появление на обрабатываемых поверхностях цветов побежалости. Соединения стержней, также рассчитанные на эксплуатацию при вибрационной нагрузке, типа С4-Кп (рис.4.9 и табл.4.6),отличаются от приведенных выше тем, что концы стержней, если это возможно, предварительно перед сваркой протачиваются на токарном станке, затем свариваются методом оплавления или оплавления с подогревом без последующей механической обработки сварного соединения. 4.3.20. Контактная стыковая сварка "несвариваемой" стержневой арматуры класса A-IV марки 80С, Ат-V и Ат-VI, а также канатов К-7 и K-19 возможна с применением специальных технологических приемов с помощью гильз-накладок, надетых до сварки на концы арматуры или канатов и затем опрессованных. 4.3.21. Электроды контактной стыковой машины для сварки с применением дополнительных гильз-накладок должны иметь призматические гнезда, размеры которых подбирают по наружному диаметру гильзы (рис.4.12).
Рис.4.12. Схема электрода для контактной стыковой сварки арматуры
или канатов с напрессованными гильзами 4.3.22. Гильзы-накладки, надетые на концы канатов или высокопрочных стержней из. арматуры, оговоренной в п.4.2.20, следует опрессовывать с помощью специальных штампов. Для опрессовки требуются прессы, развивающие усилия, рекомендованные в табл.4.10. Таблица 4.10
4.3.23. Длина гильз-накладок ориентировочно должна быть равной длине электродов контактных стыковых машин. 4.3.24. Для гильз-накладок пригодны марки стали, применяемые для плоских элементов закладных изделий (раздел 2.4), но соответственно прокатанные в стержни или соответствующие заготовки труб. 5. СВАРКА ЗАКЛАДНЫХ ИЗДЕЛИЙ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙОбщие положенияГОСТ 14098-91 регламентирует 13 конструктивных решений сварных соединений арматурных стержней с плоскими поверхностями металлопроката (листового, сортового или фасонного), выполняемых с использованием электродуговых и контактных способов механизированной и ручной сварки при изготовлении закладных изделий. Закладные изделия, как правило, состоят из элементов металлопроката и анкерных арматурных стержней, приваренных перпендикулярно к их плоской поверхности или внахлестку. Такие закладные изделия условно относят к сварным в отличие от штампо-сварных, в которых на плоской поверхности металлопроката имеются сферические выступы, с помощью которых формируют тавровые или нахлесточные сварные соединения закладных изделий. Штампованные закладные изделия, изготовляемые без применения сварки, а также закладные изделия, изготовляемые сваркой только элементов металлопроката (без арматурных стержней), в данном разделе не рассматриваются. Сварные закладные изделия5.1. Сварка под флюсом тавровых соединений5.1.1. Конструкция и размеры тавровых соединений арматурных стержней с плоской поверхностью металлопроката, выполняемых под флюсом, типа T1-Mф и Т2-Рф, должны соответствовать приведенным на рис.5.1 и в табл.5.1.
Рис.5.1. Конструкция таврового соединения, выполняемого сваркой под флюсом без дополнительного присадочного материала (типа T1-Mф и Т2-Рф) Таблица 5.1
Примечание. Соединения типа Т2-Рф из арматуры класса Ат-IIIС допускается выполнять до диаметра 14 мм. 5.1.2. Дуговую механизированную сварку под флюсом без дополнительного присадочного материала (т.е. за счет расплавления арматурных стержней) следует выполнять на установках собственного изготовления или на автоматизированных установках (например, типа АДФ-2001 Тбилисского завода "Электросварка") с источниками питания, выбираемыми по табл.3.4 и табл.5 приложения 6. 5.1.3. Основными параметрами режима дуговой сварки под флюсом являются: сварочный ток, величина начального дугового промежутка, т.е. первоначальный зазор, который следует обеспечить при возбуждении дуги, продолжительность горения дуги, ориентировочная величина осадки стержня в ванну расплавленного металла и продолжительность выдержки стержня в ванне остывающего (кристаллизующегося) металла. Значения этих параметров сварки для арматуры диаметром до 16 мм приведены на рис.5.2, 5.3 и в табл.5.2.
Рис.5.2. Ориентировочные значения тока при сварке под флюсом соединений типа Т2-Рф.
Рис.5.3. Ориентировочная продолжительность горения дуги при сварке под флюсом соединений типа Т2-Рф.
5.1.4. При дуговой сварке под флюсом товарных соединений в закладных изделиях с анкерами диаметром больше 16 мм следует использовать автомат типа АДФ-2001, имеющий автоматическую сварочную часть (режимы работы этого автомата изложены в инструкции по его эксплуатации), или использовать другие технологические процессы сварки, приведенные ниже. 5.1.5. Механизированную сварку под флюсом выполняют, как правило, на установках, изготовленных силами заводов, производящих закладные изделия. В наибольшей степени механизированы вспомогательные операции в устройствах, эксплуатируемых на Хорошевском заводе ДСК-1 в г.Москве*. На рис.5.4 приведена его промышленная схема. * Рабочие чертежи такого устройства можно приобрести в КТВ НИИЖБ по адресу: 109428, Москва, 2-я Институтская ул., д.6.
Рис.5.4. Конструктивная схема устройства для механизированной сварки тавровых соединений закладных изделий, эксплуатируемого на Хорошевском заводе ДСК-1 г. Москва 5.1.6. Порядок работы на таком или аналогичном устройстве осуществляются следующим образом: Перед началом сварки стержни и пластины должны быть очищены от ржавчины, отпадающей окалины, масла, грязи и т.д. Плоские элементы проката укладываются (подаются) на стол устройства, к которому плоские детали, например, пластины, прижимаются вручную или механически. Арматурные стержни (анкеры) зажимают в держателе эксцентриковыми или пневматическими прижимами. К плоским деталям через опорный стол и к держателю подается напряжение от источника питания (рис.5.5). Через систему рычагов арматуру прижимают торцом к пластине, затем это место засыпают слоем флюса, его насыпная высота ограничивается цилиндрической или прямоугольной флюсоудерживающей деталью устройства. Нажатием кнопки (К) замыкают цепь реле (Р1), которое замыкает цепь контактора (КС), включающего в сеть первичную обмотку сварочного трансформатора (ТС). В этот момент сварщик системой рычагов отрывает торец стержня от поверхности пластины на высоту начального дугового промежутка (табл.5.2), зажигается электрическая дуга, которую поддерживают в течение всего времени сварки. При необходимости стержень медленно опускают вниз и по истечении времени горения дуги его резко опускают в ванну расплавленного металла, отпускают кнопку (К), прекращая сварку.
Рис.5.5. Принципиальная электрическая схема установки для дуговой
сварки стержней арматуры с пластиной втавр под флюсом 5.1.7. За стабильностью процесса сварки следят по стрелке вольтметра, которая должна показывать напряжение на дуге порядка 20-30 В. При уменьшении напряжения перестают опускать стержень вниз или опускают его медленнее. При увеличении напряжения стержень опускают быстрее. Продолжительность сварки (рис.5.3) можно контролировать электросекундомером или контролировать процесс по величине осадки, скользящем мимо зафиксированной неподвижной шкалы стрелки-указателя. 5.1.8. Тавровое соединение типа T1-Мф или Т2-Вф имеет высокие эксплуатационные качества при статических нагрузках. При динамических нагрузках прочность снижается (см. приложение 2). Чтобы избежать это при сохранении приведенной выше технологии и порядка сварки, можно повысить эксплуатационные характеристики сварного соединения за счет изменения его конструкции (рис.5.6 и табл.5.3). Условия выштамповки сферического рельефа приведены ниже в разделе 5.7. Соединение типа Т3-Мж (рис.5.6 и табл.5.3) выполняется аналогично приведенным выше.
Рис.5.6. Конструкция таврового соединения, выполняемого сваркой под флюсом без дополнительного присадочного материала по элементу жесткости (тип Т3-Мж) Таблица 5.3
5.2. Механизированная сварка в среде углекислого газа тавровых соединений5.2.1. Конструкции и размеры тавровых соединений арматуры с элементами проката, выполняемые механизированной сваркой в среде углекислого газа типа Т10-Мс и Т11-Мц, должны соответствовать при веденным на рис.5.7 и в табл.5.4.
Рис.5.7 Конструкции тавровых соединений, выполняемых механизированной сваркой в среде СО2 в сквозное отверстие (а) и цинкованное отверстие (б) (соответственно типа Т10-Мс и Т11-Мц) Таблица 5.4
Примечания: 1. Арматура класса Ат-IIIС может применяться диаметром до 18 мм. 2. Для арматуры классов A-III и Ат-IIIС значение S/dн³0,55 5.2.2. Сварку элементов закладных изделий осуществляют, как правило, в кондукторах. Допускается собирать стержни с пластинами на прихватках штучными электродами. Прихватки должны быть расположены с двух противоположных сторон стержня в нижней части разделки. 5.2.3. Параметры режимов механизированной сварки в среде СО2 и их рекомендуемые значения приведены в табл.5.5. Таблица 5.5
* Ток постоянный, обратная полярность. Сварка должна выполняться проволокой сплошного сечения диаметром 2 мм при расходе газа от 1000 до 1200 л/ч. Настройку полуавтомата на оптимальный режим, который характеризуется малым раабрызгиванием, ровным и непрерывным горением дуги и правильным формированием шва, следует осуществлять путем наплавки пробных валиковых швов на пластину. 5.2.4. Расположение сварочной горелки относительно свариваемых деталей, расстояние между кромками сопла и мундштука, а также вылет электродной проволоки должны соответствовать указанным на рис.5.8 и 5.9. Сварку следует вести углом назад (величина угла должна составлять 75°).
Рис. 5.8. Схема с основными (а) и подварочным (б) швами в тавровом
соединении стержней диаметром 12-16 мм
Рис.5.9. Схема сварки основным (а) и подварочным (б) швами в
тавровом соединении стержней диаметром 18-25 мм 5.2.5. Перед сваркой следует удалить остатки воздуха из шлангов продувкой их углекислым газом. 5.2.6. Тавровые соединения стержней диаметрами 12-16 мм с пластиной должны выполняться в два этапа (рис.5.8): 1) наплавить основной шов (рис.5.8,а). При этом конец электродной проволоки следует перемещать по кругу вдоль стенки отверстия в пластине закладного изделия. Наплавка основного шва заканчивается после полного заполнения отверстия; 2) наложить подварочный кольцевой однопроходный шов (рис.5.8,б), Для этого следует возбудить дугу на пластине в 5-7 мм от отверстия (рис.5.10). Затем конец электродной проволоки перемещают вокруг стержня на расстояние 1-2 мм от кромки отверстия. Сварку следует закончить после перекрытия начала шва и вывода дуги на пластину по касательной на расстояние 10-15 мм.
Рис.5.10. Порядок сварки подварочными швами 5.2.7 Тавровые соединения стержней диаметрами 18-25 мм с пластиной должны выполняться в два этапа (рис.5.9). 1) за один проход следует наплавить основной кольцевой шов. При этом заплавляется зазор между стержнями и стенкой отверстия в пластине закладного изделия (рис.5.9,а); 2) наложить два полу кольцевых подварочных шва (рис. 5.9,б) по схеме, приведенной на рис. 5.10. Второй полукольцевой шов должен выполняться через 10-15 с после окончания наплавки первого полукольцевого шва. 5.2.8. При изготовлении изделий типа "закрытый столик" вначале рекомендуется производить сварку двух основных швов по концам каждого анкерного стержня, а затем сварку подварочных швов. 5.3. Ручная дуговая сварка тавровых соединений5.3.1. Конструкция и размеры тавровых соединений арматуры с плоскими элементами проката, выполняемых дуговой ручной сваркой типа Т12-Рз, должны соответствовать приведенным на рис.5.11 и в табл.5.6.
Рис. 5.11. Конструкция таврового соединения, выполняемого ручной дуговой сваркой валиковыми швами в раззенкованное отверстие Таблица 5.6
* При h2 £ 12 мм допускается выполнять соединения без подварочного шва. 5.3.2. Сборку элементов закладных изделий следует осуществлять в кондукторах или на прихватках. Прихватки следует располагать: для соединений со стержнями диаметром до 16 мм - с одной стороны, а при стержнях больших диаметров - с двух противоположных сторон так, чтобы при сварке закладных изделий они были полностью переплавлены. Прихватки следует выполнять теми же электродами, что и сварные швы. 5.3.3. Соединения со стержнями диаметром до 14 мм, как правило, следует выполнять за один проход. При многослойной сварке каждый слой перед наложением последующего должен быть очищен от шлака и брызг металла. Переход от наплавленного металла к пластине и стержню должен быть плавным. Подрезы на стержнях не допускаются. Кратеры должны быть заварены. Сварку следует выполнять электродами диаметром: 4 мм при dн = 8-16 мм; 5 мм при dн = 14-32 мм; 6 мм при dн = 22-40 мм. Сварочный ток следует назначать по паспортным данный электродов. 5.4. Ванная и многослойными швами одноэлектродная сварка тавровых соединений5.4.1. Приварку втавр рабочей арматуры непосредственно к опорным частям колонн (лист, плита) или изготовление крупногабаритных закладных деталей можно осуществлять, применяя конструкции и размеры соединение, приведенных на рис.5.12 и в табл.5.7, используя при этом инвентарные формующие устройства.
Рис. 5.12. Конструкция таврового соединения, выполняемого ручной дуговой сваркой с использованием инвентарных формующих устройств Таблица 5.7
5.4.2. Конструкции и размеры инвентарных водоохлаждаемых медных форм должны соответствовать приведенным на рис.5.13 и в табл.5.8.
Рис.5.13. Конструкции водоохлаждаемых медных форм Таблица 5.8
5.4.3. Сборку изделий следует осуществлять, как правило, в кондукторах. Для сохранения перпендикулярности элементов готового изделия одинарные или спаренные стержни перед сваркой нужно собирать "с обратным уклоном", т.е. под угол a = 5-7° (рис.5.14). Конструкция кондуктора должна обеспечивать возможность жесткого закрепления пластин и свободную деформацию стержней.
Рис.5.14. Схема сборки тавровых соединений, выполняемых в инвентарных формах При сварке закладных изделий типа "закрытый столик" вначале все стержни должны быть приварены к одной пластине, после чего пластину с приваренными стержнями необходимо освободить от закрепления и сварить другие концы стержней со второй закрепленной пластиной. Примечание. Сварка спаренных стержней ГОСТ 14098-91 не регламентирована, однако, такие конструктивные решения в практике встречаются и бывают экономически целесообразны. 5.4.4. Режим ванной сварки одинарных стержней с пластиной следует выбирать, пользуясь данными табл.6.20. Многослойную сварку спаренных стержней диаметрами 32-40 мм с пластиной следует выполнять электродами диаметром 5-6 мм при токе 225-275 А. 5.4.5. При ванной сварке одинарных стержней с пластиной необходимо : касанием электрода о пластину возбудить дугу на высоте 3-5 мм от дна медной формы и задержать электрод до образования на дне формы небольшого количества жидкого металла; перемещая электрод, перенести дугу на нижнюю часть торца стержня и после его проплавления перемещать электрод вдоль и поперек межторцевого зазора, так же как при ванной сварке стержней (см. п.6.6.4). 5.4.6. При многослойной сварке спаренных стержней с пластиной необходимо: возбудить дугу на вертикальной плоскости пластины на высоте 3-5 мм от дна медной формы (рис.5.15,а) и перемещать ее вдоль пластины (рис.5.15,б). При этом электродный металл переплавляется с металлом пластины и формируется валиковый шов длиной 75-85 мм, высотой 3-4 мм и шириной 7-8 мм (часть валика ложится на дно медной охлаждаемой формы);
Рис.5.15. Многослойная сварка в медной форме тавровых соединений
спаренных стержней с пластиной перенести дугу на нижнюю часть торцов стержней (рис.5.15,б) и накладывать валиковый шов в обратном направлении до места первоначального возбуждения дуги; не прерывая дугу (допускаются перерывы только для быстрой смены электрода), перемещать электрод в полости, образованной стенкой формы и торцами стержней, придавая ему колебательное движение "елочкой" (рис.5.15,в) и заполняя таким образом до верха плавильное пространство наплавленным металлом. Заканчивать сварку соединения следует перемещением электрода по центру вдоль протяженной стороны завариваемого плавильного пространства. 5.5. Контактная сварка оплавлением тавровых соединений5.5.1. Процесс контактной сварки оплавлением тавровых соединений стержней с плоским элементом проката в наибольшей степени отвечает условиям высокой механизации при изготовлении закладных изделий, конструкция и размеры таких соединений (тип T7-Ко) представлена на рис.5.16 и в табл.5.9.
Рис.5.16. Конструкция таврового соединения, выполняемая контактной сваркой оплавлением (тип К7-Ко) Таблица 5.9
5.5.2. Изготовление закладных изделий по п.5.5.1 следует выполнять на специализированных машинах типа К-774*, которые обеспечивают полную автоматизацию процесса сварки для стержней диаметрами 14, 16, 18 и 20 мм (т.е. в основном для закладных изделий, применяемых в промышленном строительстве). Условия сварки на этом специализированном оборудовании излагаются в инструкции по ее применению и эксплуатации. * Изготовители: Псковский завод тяжелого электросварочного оборудования; Институт электросварки им. Е.О.Патона. 5.6. Ручная дуговая сварка нахлесточных соединений стержней с плоскими поверхностями стального проката5.6.1. Конструкция и размеры нахлесточных соединений арматуры с плоскими поверхностями проката должны соответствовать приведенным на рис.5.17 и в табл.5.10.
Рис.5.17. Конструкция нахлестного соединения, выполняемая ручной дуговой сваркой протяженными швами (тип H1-Рш) Таблица 5.10
Примечания: 1. Соединения арматуры класса Ат-V допускаются только из стали марки 20ГС. 2. Допускается применять сварку самозащитными порошковыми проволоками и в углекислом газе; последнее кроме арматуры классов A-II и Ат-IIIС (из стали марки Ст5). 5.6.2. Сборку элементов закладных изделий следует выполнять с помощью двух прихваток, расположенных по диагонали с противоположных сторон стержня на расстоянии (0,5-1,0)dн от краев нахлестки. 5.6.3. Сварку протяженными швами нахлесточных соединений стержней с плоским элементом проката (пластина, уголок и т.д.) следует выполнять одиночными электродами на режимах, приведенных в табл.5.11. Таблица 5.11
Примечание. Сварку в вертикальном положении, выполняемую, как правило, в монтажных условиях, следует вести при токе, который на 10-20% ниже указанного в таблице. Штампо-сварные закладные изделия Штампо-сварные закладные изделия - термин достаточно условный и вытекает из того, что для обеспечения прочности соединения в плоской детали выштамповывают сферический выступ (рельеф), используемый при контактно-рельефной сварке тавровых и нахлесточных соединений. В том случае, если в сферическом выступе одновременно с его штамповкой просекают отверстие, такие плоские детали, имитирующие зинкованное отверстие, используют затем, при изготовлении закладных изделий, механизированной сваркой в CO2 или ручной дуговой электродами. 5.7. Контактная рельефная сварка тавровых соединений закладных изделий5.7.1. Конструктивная схема таврового соединения стержня с пластиной, выполняемая контактной сваркой сопротивлением по сферическому рельефу, представлена на рис.5.18 и в табл.5.12.
Рис. 5.18. Конструкция таврового соединения, выполненная контактной рельефной сварки сопротивлением (тип Т6-Кс) Таблица 5.12
5.7.2. Контактная рельефная сварка осуществляется на стандартных одноточечных машинах, обеспечивающих параметры режимов сварки, приведенных в табл.5.13. Таблица 5.13
Электродная часть контактных машин подлежит модернизации в соответствии с "Указаниями*...". Схема таких узлов представлена на рис.5.19. * Материалы по контактной-рельефной сварке тавровых соединений составлены по "Указаниям по технологии изготовления облегченных штампо-сварных закладных деталей железобетонных конструкций У-87-82 Главмоспромстройматериалы.
Рис.5.19. Схема модернизированных узлов контактной точечной машины с установленными элементами закладного изделия 5.7.3. Конструкция электродных узлов обеспечивает: зажим анкерного стержня; токоподвод к анкерному стержню; постоянство вылета анкерного стержня из клиновидных зажимов узла; формирование конусообразной нижней части анкера; автоматическое освобождение анкерного стержня после окончания процесса сварки. 5.7.4. Основными параметрами режима контактной-рельефной сварки тавровых соединений являются: сварочный ток (Iсв), определяемый мощностью контактной машины и устанавливаемый включением определенной ступени трансформатора машины или положением ручки регулятора заполнения импульса тока; время сварки (tсв), определяемое положением ручки регулятора реле времени или ручки регулирования количества импульсов; усилие сжатия свариваемых элементов (Рэ), устанавливаемое путем регулирования пневматической или пневмогидравлической системы; величина вылета анкерного стержня (lв) из зажимных губок электродного узла (рис.5.20); диаметр выточки (Дв) нижней части зажимных губок электродного узла, составляющий для анкеров диаметрами 8¸14 мм - 22 мм; для анкеров 14¸16, мм - 28 мм; 18¸20 - 34 мм; глубина выточки нижней части зажимных губок электродного узла (рис.5.20), составляющая для анкеров диаметрами 8¸14 мм - 8 мм, для анкеров диаметрами 16¸20 мм -10-12 мм.
Рис. 5.20. Схема установочных размеров анкерного стержня перед сваркой 5.7.5. Ориентировочные параметры режимов контактной-рельефной сварки тавровых соединений закладных изделий представлены в табл.5.13. Выбор ступени трансформатора контактных машин следует производить аналогично тому, как это делается при сварке крестообразных соединений стержней (раздел 4 настоящего РТМ). 5.8. Дуговая сварка тавровых соединений в выштампованное отверстие5.8.1. Конструкция и размеры тавровых соединений арматуры с плоским элементом проката, выполняемая механизированной или ручной дуговой сваркой типов Т8-Мв и Т9-Рв, должны соответствовать приведенным на рис.5.21 и в табл.5.14.
Рис.5.21. Конструкция таврового соединения, выполняемая дуговой механизированной в CO2 и ручной дуговой (электродами) сваркой в выштампованное отверстие (соответственно типов Т8-Мв и Т9-Рв) Таблица 5.14
5.8.2. Дуговую сварку тавровых соединений указанных типов следует выполнять в так называемое выштампованное отверстие, образованное при выдавливании сферического рельефа с одновременной просечкой отверстия. Чертежи штампов для такой операции приведены в "Указаниях..." (см. сноску). 5.8.3. Соединения типа Т8-Мв следует выполнять механизированной в среде CO2, Т9-Рв - ручной дуговой сваркой штучными стандартными электродами. Режимы сварки приведены в табл.5.15. Таблица 5.15
5.8.4. Техника механизированной и ручной дуговой сварки заключается в следующем: касанием конца электродной проволоки (электрода) в нижней части выштампованного отверстия зажигают и наплавляют кольцевой шов, тщательно заваривая его корневую часть, пытаясь возможно глубже проплавить пластину и стержень в месте их сопряжения в отверстии; последующие кольцевые швы накладывают при поперечном колебании конца электродной проволоки (электрода), перемещая последний от образующей стержня к кромкам отверстия и обратно. Следует не допускать оплавления (подрезов) арматурного стержня; заканчивать процесс сварки нужно полностью заплавляя отверстие на уровне равного плоскости пластины, но не выше 1,5-2 мм. 5.9. Контактная-рельефная сварка нахлесточных соединений5.9.1. Конструкция и размеры нахлесточных соединений арматуры с плоскими элементами проката типов Н2-Кр, Н3-Кп и Н4-Ка, осуществляемых с помощью контактной-рельефной сваркой, представлена на рис.5.22, 5.23 и 5.24 и в табл.5.16, 5.17, 5.18.
Рис. 5.22. Конструкция нахлесточного соединения, выполняемого контактной точечной сваркой по одному рельефу на пластине
Рис. 5.23. Конструкция нахлесточного соединения, выполняемого контактной точечной сваркой по двум рельефам на пластине
Рис. 5.24. Конструкция нахлесточного соединения, выполняемого контактной рельефной сваркой по двум рельефам на арматуре Таблица 5.16
Таблица 5.17
Таблица 5.18
Для арматуры класса Ат-IIIс сварочный ток должен быть увеличен на 10-15%. Рельефную сварку следует выполнять на контактных точечных машинах общего назначения и прессах для рельефной сварки, характеристики которых приведены в табл.1 прил.6. 5.9.2. Выштамповку рельефов в пластинах следует производить на прессах, используя штампы, обеспечивающие размеры рельефов, указанные в приведенных таблицах. Рекомендуется применять комбинированные штампы, обеспечивающие одновременную выштамповку рельефов и рубку детали из полосы. 5.9.3. Основные параметры режима рельефной сварки те же, что и для точечной сварки крестообразных соединений стержней (раздел 4). Значения параметров режима сварки по каждому рельефу следует выбирать по табл.5.19. Таблица 5.19
Если привод сжатия в имеющейся машине не обеспечивает получения рекомендуемого усилия, то допускается ограничиться наибольшим усилием, развиваемым машиной. 5.9.4. Выдержку под током tсв следует определять из условия обеспечения величины зазора между стержнями и пластиной h1 в пределах 0,1dн- 0,15dн. 5.9.5. Положение рукояток потенциометров реле времени "сжатие и "проковка" следует устанавливать в соответствии с требованиями п.4.18. 5.9.6. При сварке по двум рельефам первую точку следует сваривать со стороны рабочей части анкерного стержня. Продолжительность паузы между сваркой двух рельефов должна составлять не менее 0,6 с. 5.9.7. Для соединений, конструкция которого приведена на рис.5.24, значение сварочного тока должно быть увеличено на 10-15% по сравнению с приведенным в табл.5.19 и уточнено по методике, приведенной в пп.4.1.14-4.1.18 раздела 4. 6. ТЕХНОЛОГИЯ СВАРКИ ЭЛЕМЕНТОВ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ В МОНТАЖНЫХ УСЛОВИЯХВ сборных железобетонных конструкциях соединения элементов зданий и сооружений осуществляются, как правило, одним из электродуговых способов сварки*. * В конструкциях, где узлы сопряжений решены через петлевые соединения, арматурные скобы, вставляемые в петлевые элементы, например, наружных стеновых панелей или внутренних перегородок, зачастую прихватываются ручной дуговой сваркой, для обеспечения фиксации этих деталей при сборке и последующем замоноличивании стыков железобетонных элементов. В монолитных конструкциях так же широко используется электродуговая сварка, с помощью которой соединяются отдельные стержни арматуры или арматурные изделия в виде каркасов и сеток, часто крупногабаритные, выполняемые в построечных условиях. В разделе рассмотрены все применяемые в отечественном строительстве электродуговые способы сварки при монтаже железобетонных конструкций. 6.1. Общие положения6.1.1. Перед сборкой узлов сопряжений железобетонных конструкций следует установить соответствие классов стали, размеров и взаимного расположения соединяемых элементов (стержней и закладных изделий) проектным. Обнаруженные дефекты должны быть устранены по согласованию с проектной организацией и в соответствии с ГОСТ 10922-90. 6.1.2. Выпуски стержней, закладные изделия и соединительные детали должны быть очищены до чистого металла в обе стороны от кромок или разделки на 20 мм от грязи, ржавчины и других загрязнений. Вода, в том числе конденсационная, снег или лед должны быть удалены с поверхности стержней, закладных изделий и соединительных деталей путем нагревания их пламенем газовых горелок или паяльных ламп до температуры не выше 100 °С. 6.1.3. Проектное положение свариваемых элементов сборных железобетонных конструкций, монтируемых "с колес", и механическая зачистка этих элементов должны гарантироваться заводом-поставщиком и геодезической службой монтирующей организации. 6.1.4. Плоские элементы закладных изделий, собираемые внахлестку или втавр для последующей сварки конструкций, должны плотно прилегать друг к другу. Зазоры между прилегающими элементами должны быть не более 2 мм для соединения с нахлесткой и 3 мм для соединения втавр без скоса кромок (ГОСТ 5264-69). Величина зазора между торцами стержней, подлежащих сварке встык, должна соответствовать указаниям настоящих РТМ. 6.1.5. При увеличенных, по сравнению с требуемыми, зазорах между стыкуемыми стержнями допускается применения одной вставки (рис.6.1). Вставки должны изготовляться из арматуры того же класса и диаметра, что и стыкуемые стержни. Для обеспечения требуемого зазора между стыкуемыми стержнями допускается увеличивать на 20-50 мм длину выпуска стержня путем его дуговой наплавки в формующих элементах. При сварке стержней встык с накладками увеличение зазора должно компенсироваться соответствующим увеличением длины накладок. При увеличенных зазорах между плоскими элементами закладных изделий следует применять не более одной прокладки.
Рис.6.1. Узел сопряжения колонны с ригелем, собранный с
дополнительными конструктивными элементами 6.1.6. Длина каждого выпуска арматуры из тела бетона должна быть не менее 150 мм при нормальных зазорах между торцами стержней и 100 мм при применении вставки (рис.6.1). Следует стремиться изготовлять изделия так, чтобы длина выпусков позволяла вести монтаж и сварку без вставок (т.е. подгонку зазора между выпусками производить на месте монтажа, используя газовую резку. При величине зазора в 2-3 раза больше регламентированного допускается привести его к нормируемому путем дуговой наплавки (см. п.6.1.5). 6.1.7. Сборные железобетонные конструкции, монтируемые только на выпусках стержней, должны собираться в кондукторах, обеспечивающих их проектное положение. Сварка выпусков стержней железобетонных конструкций, удерживаемых краном, не допускается. 6.1.8. Сборные железобетонные конструкции, имеющие закладные изделия, следует собирать на прихватках. Прихватки должны размещаться в местах последующего наложения сварных швов. Длина прихваток должна составлять 15-20 мм, а высота (катет) - 4-6 мм. Количество прихваток должно быть не менее двух. Выполнять прихватки следует, применяя те же материалы и такого же качества, что и материалы для основных швов. Перед сваркой основных швов поверхность прихватки и соседних участков должна быть очищена от шлака и брызг металла. Прихватки должны выполнять обученные сварщики, имеющие удостоверения на право производства этих работ. 6.1.9. Не допускается наличие ожогов и подплавления от дуговой сварки на поверхности рабочих стержней. Ожоги должны быть зачищены абразивным кругом на глубину не менее 0,5 мм. При этом уменьшение площади сечения стержня (углубление основной металл) не должно превышать 3%. Место механической зачистки должно иметь плавные переходы к телу стержня, а риски от абразивной обработки должны быть направлены вдоль стержня. 6.1.10. Резка концов стержней электрической дугой при сборке конструкций или разделке кромок стержней не допускается. Указанные операции следует выполнять специальными электродами для резки арматуры марки ОЗР-2 (см. п.3.3.5). 6.1.11. Для снижения сварочных напряжений в узлах сопряжений сборных железобетонных конструкций необходимо: сварку протяженными швами опорных и соединительных элементов закладных изделий выполнять после сварки выпусков стержней и их остывания*; * При монтаже каркасных зданий, без кондукторов часто после установки колонн и ригелей на последние укладывают плиты перекрытий (настила); во избежание сдвига ригелей и обрушения плит перекрытий допускается прихватка ригелей к опорным закладным деталям колонн короткими швами длиной 40-50 мм электродами с высокими пластическими свойствами наплавленного металла, например, типа Э42, Э46. сварку трех и более выпусков стержней расположенных в одном ряду, выполнять от среднего стержня к краю попеременно по одному выпуску (например, справа от сваренного стержня, а затем слева), при этом сварку выпусков стержней в колоннах выполнять в той же последовательности одновременно двумя сварщиками с двух сторон по диагонали; наплавку фланговых швов при ванно-шовной сварке производить после остывания основного шва; осуществлять нагрев стыковых соединений стержней в соответствии с рекомендациями, изложенными в п.6.20.3. МЕХАНИЗИРОВАННАЯ СВАРКА СТЫКОВЫХ СОЕДИНЕНИЙ ВЫПУСКОВ АРМАТУРЫ В ИНВЕНТАРНЫХ ФОРМАХ6.2. Ванная сварка под флюсом однорядной арматуры6.2.1. Конструкция и размеры стыкового соединения арматурных стержней типа С5-Мф должна соответствовать приведенной на рис.6.2 и в табл.6.1*. *Здесь и ниже на рисунках и таблицах приведены условные обозначения нескольких типов соединений по ГОСТ 14098-91, конструкции которых и исходные размеры идентичны. Технология сварки таких соединений описана в соответствующих разделах с последующей ссылкой на необходимый рисунок и таблицу. Примечание. Ванная сварка в инвентарных формах термомеханически упрочненной арматуры классов Ат-IIIС и Ат-IVС запрещается из-за локального разупрочнения стели, (снижение временного сопротивления на один класс прочности).
Рис. 6.2. Конструкция горизонтального стыкового соединения, выполняемого в инвентарных съемных формах (типа С5-Мф, С6-Мп и С7-Рв)
Примечания: 1. Размеры в знаменателе относятся к одноэлектродной сварке. 2. При отношении d'н/dн < 1 линейные размеры относятся к стержню большего диаметра.
Рис.6.3. Конструкции инвентарных медных форм 6.2.2. Конструкции и размеры инвентарных медных (медь любых марок) или графитных (графит марок ЭЭГ, ЭГI, ППГ, ГМЗ) форм должны соответствовать приведенным на рис.6.3 и табл. 6.2.
Примечания: 1. При изготовлении инвентарных форм из графита размеры А и В следует увеличить на 25-30%. 2. При износе внутренних размеров форм допускается использовать их для сварки арматуры следующего за первоначальным диаметром, изменив размеры А, В, Н, d, d1. 3. Для сварки между собой стержней различного диаметра (d1 < d2) размеры медных форм следует принимать по диаметру большего из свариваемых стержней, обеспечив со стороны меньшего диаметра герметичность во избежание вытекания расплавленного шлака и металла. 6.2.3. При сварке горизонтальных соединений стержней допускается применять медные скобы (желобчатые формующие подкладки) в сочетании с медными вкладышами, устанавливаемыми слева и справа от зазора между торцами арматуры (рис.6.4).
Рис.6.4 Схема сборки медной желобчатой скобы-подкладки 1 и медных вкладышей-ограничителей плавильного пространства 2 при подготовке к ванной сварке стержней 3 6.2.4. Закрепление инвентарных форм на стержнях следует выполнять струбцинами или вязальной проволокой или зажимными приспособлениями любой конструкции. Проскальзывание по арматуре инвентарных форм в горизонтальном и вертикальном направлении или сдвиг половинок составных форм по отношению друг к другу не допускается. 6.2.5. Между внутренней поверхностью инвентарных форм и наружными поверхностями стержней не должно быть зазоров. При наличии зазора на стержни, отступя 5-10 мм от их торцов, следует наматывать шнуровой асбест, обеспечивая плотное прилегание к стержням половинок форм после их закрепления. 6.2.6. Для сварки горизонтальных соединений стержней рекомендуется применять разделку торцов с двухсторонним скосом и прямую разделку (рис.6.2). Сварку стержней с прямым скосом могут выполнять сварщики высшей квалификации, при этом для предохранения поверхности медных и графитных форм от подплавления в момент возбуждения дуги рекомендуется засыпать в зазор между торцами стержней 2-3 г сухой измельченной, очищенной от масла и грязи стружки, приготовленной из арматуры того же класса. 6.2.7. Конструкция и размеры стыкового соединения вертикальных стержней типа С8-Мф должны соответствовать приведенным на рис.6.5 и в табл.6.3.
Рис.6.5. Конструкция вертикального стыкового соединения выполняемого в инвентарных съемных формах (типы С8-Мф, С9-Мп и С10-Рв) Таблица 6.3
Примечания: 1. При ручной дуговой одноэлектродной сварке и сварке порошковой проволокой разделку с обратным скосом нижнего стержня производить не следует, то же относится к стержням диаметром ³ 32 мм. 2. Размеры в знаменателе относятся к одноэлектродной сварке. 3. При отношении d'1/dн < 1 линейные размеры относятся к стержню большего диаметра. 6.2.8. Для сварки вертикальных соединений рекомендуется применять прямую разделку нижнего стержня. На время освоения процесса механизированной сварки допускается использовать разделку нижнего стержня со скосом "на себя". Разделка нижнего стержня с обратным уклоном ("от себя") допускается при условии, что сварку таких соединений будут выполнять сварщики, имеющие удостоверения на право производства таких работ. Размеры вертикальных инвентарных форм приведены в табл.6.2. На горизонтальные и вертикальные соединения арматуры инвентарные формы следует устанавливать на подготовленные для сварки концы стержней таким образом, чтобы были выдержаны установочные размеры, приведенные на рис.6.6.
Рис.6.6. Установочные размеры при сборке инвентарных форм для
сварки стыковых соединений арматуры 6.2.9. Применительно к широко распространенным полуавтоматам общего назначения параметры режима сварки одинарных горизонтальных и вертикальных соединений стержней должны соответствовать приведенным в табл.6.4. 6.2.10. Перед началом сварки в форму следует засыпать дозу флюса в количестве, приведенном также в табл.6.4. Если в процессе сварки начинается разбрызгивание жидкого шлака, флюс следует добавлять порциями, равными ~ 1/3 первоначальной дозы. 6.2.11. Рекомендуемую дозу флюса следует засыпать в форму единовременно перед сваркой. В тех случаях, когда рекомендуемое количество флюса не умещается в плавильном пространстве формы, его остаток следует досыпать после полного расплавления первоначальной дозы. 6.2.12. При сварке в медных формах с увеличенным (в результате износа) размером плавильного пространства количество флюса должно быть увеличено с тем, чтобы глубина шлаковой ванны, измеряемая как толщина закристаллизовавшегося после остывания стыка шлака, соответствовала данным, приведенным в табл.6.4.
*Начальное напряжение дуги при сварке вертикальных соединений стержней рекомендуется повысить на 2-3 В. Примечания: 1. Напряжение холостого хода преобразователя следует устанавливать на 2-5 В выше приведенного начального напряжения. 2. При сварке вертикальных стержней после заполнения плавильного пространства примерно на 50% напряжение дуги следует понизить до 36-35 В (41-39 В), а затем, когда шлаковая ванна достигнет уровня на 5-10 мм ниже верхней кромки инвентарной формы, - до 30-27 В (35-34 В). Величины в скобках относятся к стержням диаметрами 36-40 мм. Техника сварки под флюсом 6.2.13. Для образования стыкового соединения одинарных горизонтальных стержней следует: погрузить конец электродной проволоки во флюс и касанием в точке К (рис.6.7) возбудить дугу. Не допускается производить возбуждение дуги путем замыкания электродной проволоки на элементы медной формы; проплавить нижнюю часть торца одного стержня (рис.6.7,а), сообщая проволоке колебательные движения, показанные на рисунке стрелками. Расплавив нижнюю часть торца одного стержня, переместить конец проволоки на нижнюю часть второго стержня и проплавить его; после образования ванны жидкого металла и шлака путем быстрых перемещений конца сварочной проволоки по краям шлаковой ванны у торцов стержней (рис.6.7,б) постепенно заполнить плавильное пространство. Приближать проволоку к стенкам инвентарных форм не рекомендуется; закончить сварку путем перемещения конца электродной проволоки по периметру ванны, при этом не допускается ее приближение к центру плавильного пространства (рис.6.7,в).
Рис.6.7. Техника ванной сварки под флюсом стыковых соединений
горизонтальных стержней 6.2.14. Для образования стыкового соединения вертикальных стержней следует: возбудить дугу в точке К и проплавить торец нижнего стержня, перемещая конец сварочной проволоки поперечными колебательными движениями в сторону, противоположную сварщику (рис.6.8,а); после образования ванны жидкого металла и шлака заполнить металлом всю разделку соединения. При этом колебательные движения конца проволоки в районе скоса верхнего стержня следует чередовать с круговыми движениями по периметру ванны (рис.6.8,б); на заключительном этапе процесса (рис.6.8,в) сварочную проволоку следует направлять под минимальным углом к вертикали возможно ближе к поверхности верхнего стержня (положение I), сообщая концу проволоки полукруговые движения. Заканчивать сварку следует, удаляя проволоку от поверхности стержня (в положении II) и сообщая ее концу движение по периметру шлаковой ванны у стенок формы.
Рис.6.8. Техника ванной сварки под флюсом стыковых соединений
вертикальных стержней диаметром £
32 мм Техника сварки вертикальных соединений стержней с разделкой верхнего и нижнего стержня аналогична приведенной выше (рис.6.9,а,б,в).
Рис.6.9.Техника винной сварки под флюсом стыковых соединений вертикальных стержней диаметром ³32 мм а - расплавление торца нижнего стержня; б - расплавление торца
верхнего стержня; в - окончание сварки; Сварку вертикальных соединений стержней при разделке нижнего стержня с обратным уклоном следует начинать со стороны, удаленной от сварщика, т.е. в точке, показанной на рис.6.10. Проплавлять торец нижнего стержня следует поперечными колебательными движениями проволоки, постепенно передвигая ее "на себя". После этого сварку следует продолжать также, как и при прямой разделке нижнего стержня.
Рис.6.10. Техника ванной сварки под флюсом стыковых соединений
вертикальных стержней диаметром £ 32 мм (при разделке нижнего стержня с обратным
уклоном) 6.2.15. В случаях, когда после окончания сварки наблюдается вздутие корки металла или появляется усадочная раковина, следует при достижении жидким шлаком уровня верхней кромки инвентарной формы прерывать, а после приобретения шлаком темно-вишневого цвета снова на короткое время возобновить процесс сварки. 6.2.16. Применительно к специализированным полуавтоматам с переменной скоростью подачи электродной проволоки (например, типа ЦЦФ-502) параметры режимов сварки стыковых соединений горизонтальных и вертикальных стержней следует принимать в соответствии с данными, приведенными в табл.6.5.
Примечание. I1, I2, I3 - значения сварочных токов, соответствующие первой, второй и третьей скорости подачи сварочной проволоки. 6.2.17. При сварке стыковых соединений стержней полуавтоматами с переменной скоростью подачи следует перемещать конец электродной проволоки на различных этапах сварки в последовательности, изложенной в пп.6.2.13 и 6.2.14. При этом расплавление нижних участков торцов стержней при сварке горизонтальных соединений и торцов стержней в начале процесса при сварке вертикальных соединений следует производить на первой скорости подачи электродной проволоки. Переключать полуавтомат на вторую скорость следует после расплавления первоначальной дозы флюса. Дальнейшее заполнение плавильного пространства необходимо продолжать на второй скорости подачи электродной проволоки. Третью скорость следует включать в конце сварки в целях снижения температуры ванны расплавленного металла и предотвращения подрезов стыкуемых стержней. Время сварки на третьей скорости должно составлять для соединения вертикальных стержней 5-10 с, а для соединений горизонтальных стержней - 10-18 с. При наличии усадочной раковины после заполнения плавильного пространства рекомендуется еще раз включить первую скорость на 4-6 с и заполнить усадочную раковину. Сварку вертикальных соединений стержней диаметрами 20-25 мм допускается выполнять, не включая третью скорость. 6.3. Ванная сварка под флюсом спаренных стержней6.3.1. Конструкция и размеры стыковых соединений спаренных горизонтально расположенных стержней типа С11-Мф должны соответствовать приведенным на рис.6.11 и в табл.6.6.
Рис.6.11. Конструкция горизонтального стыкового соединения спаренных стержней, выполняемая в инвентарных съемных формах (типа С11-Мф, C-12, С12-Мп и С13-Рв)
Примечания: 1. В соединениях, выполняемых ручной дуговой ванной сваркой (тип С13-Рв) разделку торцов под углом допускается не производить. 2. Размеры в знаменателе относятся к соединению, в котором сварной шов заполняет полностью сечение двухрядной арматуры. 6.3.2. Оборудование, источники питания и сварочные материалы следует выбирать, руководствуясь указаниями и характеристиками, изложенными в табл.3.4 основного текста и приложениями 4, 5, 6. 6.3.3. Конструкции и размеры инвентарных медных (медь любых марок) или графитовых (графит марок ЭЭГ, ЭГО, ЭГ1, ППГ, ГМЗ) форм должны соответствовать приведенным на рис.6.12 и в табл.6.7.
Рис.6.12. Конструкция инвентарной формы для сварки стыковых соединений спаренных стержней.
6.3.4. Параметры режимов сварки спаренных стержней полуавтоматами общего назначения следует назначать в соответствии с рекомендациями, приведенными в табл.6.4. Скорость подачи проволоки и длину ее свободного вылета следует выбирать максимальной из приведенных в указанной таблице. Допускается увеличение скорости подачи проволоки на 8-12%, однако, независимо от типа применяемого полуавтомата сварку следует выполнять при выбранной постоянной скорости подачи проволоки. Для обеспечения высокой стабильности процесса и малого разбрызгивания электродного металла следует стремиться подавать проволоку под углом, максимально приближаемым к 90° к проплавляемому торцу стержня и поверхности расплавленного металла; следует стремиться к тому, чтобы дуга не была направлена на стенки формы. При сварке полуавтоматами с переменной скоростью подачи электродной проволоки параметры режима сварки следует назначать по табл.6.5. 6.3.5. Для образования стыкового соединения спаренных стержней следует производить сварку в последовательности, изложенной в пп.6.2.13. При этом в начале сварки дугу следует возбуждать касанием электродной проволоки о дно медной формы, защищенное слоем стальной стружки. 6.3.6. К сварке стыковых соединений спаренных стержней допускаются сварщики, имеющие удостоверения на право производства таких работ. 6.4. Сварка порошковой самозащитной проволокой однорядной арматуры6.4.1. Конструкция и размеры стыкового соединения стержней типа С6-Мп должна соответствовать приведенной на рис.6.2 и в табл.6.1. 6.4.2. Положения пп.6.2.2, 6.2.4-6.2.6 распространяются на сварку однорядных стыковых соединений стержней порошковой самозащитной проволокой. Изменяется размер канавки, формирующей усиление сварочного шва. Ее глубина должна составлять 0,5-1,5 мм. 6.4.3. При сварке порошковой проволокой шланг с держателем следует выбирать в зависимости от диаметра порошковой проволоки: для проволоки диаметром 2,8-3 мм - шланг с внутренним диаметром спирали 4,7 мм, для проволоки диаметром 2-2,5 мм - шланг с внутренним диаметром спирали 3,6 мм. Наконечники мундштука следует выбирать в зависимости от диаметра проволоки. Хороший токопровод обеспечивают медные наконечники длиной 40-50 мм. 6.4.4. Порошковая проволока после прижатия ее верхним роликом должна быть утоплена в канавку нижнего ролика на 2/3 своего диаметра. Прижатие проволоки должно быть минимальным, обеспечивающим ее равномерную подачу. Деформация (смятие) проволоки не допускается. 6.4.5. Ориентировочные режимы сварки стыковых соединений стержней самозащитной порошковой проволокой диаметром 3 мм должны соответствовать приведенным в табл.6.8. Таблица 6.8
6.4.6. При сварке в медных формах следует стремиться к тому, чтобы дуга не была направлена на стенки формы. После заполнения плавильного пространства примерно на 80% объема рекомендуется прервать процесс на 1-2 минуты в целях снижения температуры расплавленного металла и предотвращения подрезов стыкуемых стержней. 6.5. Сварка порошковой самозащитной проволокой спаренных стержней6.5.1. Конструкция и размеры стыкового соединения спаренных арматурных стержней порошковой проволокой - тип С12-Мп - должна соответствовать приведенным на рис.6.11 и в табл.6.6. Сварку выполняют с использованием инвентарных форм, приведенных на рис.6.12. 6.5.2. Режимы и технику сварки спаренных стержней с прямой разделкой двух стержней следует скорректировать, учитывая увеличенный вылет электродной проволоки. Остальные технологические указания идентичны приведенным в пп.6.4.1-6.4.6 для сварки однорядной арматуры. 6.5.3. Сварку спаренных стержней со стыками "вразбежку" (рис.6.11 внизу) необходимо осуществлять, соблюдая следующий порядок: вначале соединить нижний ряд стержней, используя инвентарные формы на рис.6.3 или 6.4. При этом наплавленный металл не должен образовывать усилия более 1-1,5 мм; верхний ряд стержней следует соединять двумя стыками через вставку. Для обеспечения процесса сварки следует применять две медные полуформы (рис.6.13), ограждающие плавильное пространство с боков и сверху. Снизу плавильное пространство ограничивается нижним рядом стержней.
Рис.6.13. Конструкция медных полуформ для сварки соединений верхнего ряда спаренных стержней, собранных "вразбежку". 6.5.4. Конструкция и размеры полуформ должны соответствовать приведенным на рис.6.13 и в табл.6.9; схема их установки приведена на рис.6.14.
Рис.6.14. Схема установки полуформ в месте соединения верхнего ряда
спаренных стержней МЕХАНИЗИРОВАННАЯ СВАРКА СТЫКОВЫХ СОЕДИНЕНИЙ АРМАТУРЫ НА СТАЛЬНОЙ СКОБЕ-НАКЛАДКЕ6.6. Сварка порошковой самозащитной проволокой6.6.1. Конструкция и размеры стыкового соединения горизонтальных стержней типа С14-Мп должна соответствовать приведенной на рис.6.15 и в табл.6.10.
Рис.6.15. Конструкция горизонтального стыкового соединения однорядных стержней, выполняемая на стальных скобах-накладках (типы С14-Мп, С15-Рс, С16-Мо)
Примечания: 1. Для dн = 20-25 мм S = 6 мм,dн = 28-40 мм S = 8 мм. 2. При отношении d'н/dн = 0,5-0,8 следует применять скобу-вкладыш (см. приложение 12). 6.6.2. Основные технологические условия сварки, включая технику ее выполнения, не отличаются от приведенных в пп.6.4.3-6.4.5. Для лучшего провара корня шва стыковых соединений стершей дугу следует направлять в угол, образованный разделкой торцов стержней и стальной скобой-накладкой, предварительно закрепляемой двумя дуговыми прихватками на расстоянии примерно 0,5dн от края накладки по обе стороны от торцов стыкуемых стержней. Дуговые прихватки в процессе сварки фланговых швов должны быть полностью переплавлены. В случае скопления большого количества шлака, затрудняющего процесс сварки, желательно прожечь электродной проволокой небольшое отверстие на 2-5 мм ниже зеркала жидкого шлака. После удаления некоторого количества шлака отверстие надо заварить и продолжить процесс сварки; сварку следует заканчивать резким обрывом дуги, прекратив подачу проволоки за 2-3 с до окончания процесса. 6.6.3. Сварка стыковых соединений из арматуры классов Ат-IIIС и Ат-IVС в монтажных условиях ограничена ввиду возможного локального разупрочнения термомеханически упрочненной арматуры. Сварка соединений типа С14-Мп может выполняться только на удлиненных стальных скобах-накладках (см.табл.6.10), при этом фланговые швы следует сваривать в регламентированной последовательности: например, сваривают левый, ближний к сварщику шов, начинал его от левого края скобы-накладки в направлении к центру; после остывания до 100-150° сваривают правый дальний от сварщика шов также в направлении от края накладки к центру; затем после остывания этого шва до 100-150° сваривают дальний от сварщика шов с левой сторона стыкового соединения; заканчивают сварку ближним к сварщику швом с правой стороны. При этом условия сварки, описанные для первых двух швов, соблюдаются. Таким образом, выполняется последовательность сварки, условно названная здесь и ниже сваркой в шахматном порядке. В процессе сварки протяженных швов кратеры тщательно навариваются в месте соприкосновения "фланговых" швов со швом, заполнившим межторцовое плавильное пространство. 6.6.4. Конструкция стыкового соединения вертикальных стержней типа С17-Мп должна соответствовать приведенной на рис.6.16 и в табл. 6.11.
Рис.6.16. Конструкция стыкового соединения однорядных вертикальных стержней, выполняемого на стальных скобах-накладках (типы С17-Мп, С18-Мо, С19-Рм)
6.6.5. Технологические условия сварки вертикальных соединений стержней следует выполнять, руководствуясь изложенными в п.п.6.4.3-6.4.5. При этом дугу следует зажигать в противоположном от сварщика углу, образованном торцом нижнего стержня и скобой-накладкой, перемещая электродную проволоку влево, ориентировочно на 1/4 длины окружности по торцу нижнего стержня), заваривают угловой шов, затем не прекращая сварки, наплавляют второй валик, наплавляя электродную проволоку вправо, наплавляя шов, длина которого будет равна pd/2 (половине длины окружности). Не прекращая процесса, возвращается к месту, где был закончен первый шов, и продолжает сварку влево, еще на четверть окружности, вновь возвращается вправо, увеличивал протяженность шва и т.д., пока не будет заплавлен (наплавлен) весь торец нижнего стержня, затем начинают наплавлять второй, третий и т.д. слои аналогично первому слов. Основное внимание следует обращать на наплавку в угол, образованный скобой и торцами стержней. Подводя электродную проволоку к ближней от сварщика кромке стержней и наплавляя валики многослойных швов, желательно лишний скопившийся шлак сбрасывать концом электродной проволоки, обеспечивая минимальное расстояние между концом проволоки и наплавленным металлом. Если расплавленный металл стекает вниз, следует, закорачивая дугу, прерывать сварку на 2-3 с, позволяя сформироваться шву. Общая площадь наплавляемой многослойными швами поверхности сокращается и становится минимальной в верхней части разделки верхнего стержня. В конце сварки дугу закорачивают чаще, делая перерывы 2-3 с, обеспечивая качественное формирование шва. Сварка таких соединений требует высокой профессиональной квалификации. 6.6.6. После сварки межторцевого пространства наплавляют валиковые швы на режимах, приведенных в паспортных данных на выбранную сварочную проволоку. Порядок сварки фланговых швов для горячекатаной арматуры не регламентируется. При сварке арматуры класса Ат-IIIС и Ат-IVС порядок сварки фланговых швов идентичен приведенному в п.6.6.5, т.е. в шахматном порядке. В том случае, если технические характеристики порошковых проволок, которыми сваривается межторцевое пространство, не позволяют выполнить вертикальные фланговые швы, следует выполнять такие соединения двумя технологическими приемами: сварку порошковой проволокой, а фланговые швы штучными электродами типа Э50. При этом порядок сварки электродами аналогичен приведенному выше. Не исключается возможность выполнения таких соединений двумя сварщиками последовательно. Первым сварщиком завариваются межторцевые пространства стыкуемых стержней, вторым - фланговые швы. 6.6.7. В практике строительства применяются стыковые соединения вертикальных арматурных стержней, имеющие замкнутые стальные скобы-подкладки*, конструкция которых не нормируется ГОСТом**. * Подкладкой называется дополнительная технологическая деталь, служащая формой для образования сварного шва. ** Конструкция разработана СУ-28 Минмонтажспецстроя.
Рис.6.17. Конструкция стальных скоб-подкладок для сварки стыковых соединений вертикальных стержней Схематично на рис.6.17 показана конструкция одной половины полускобы и двух полускоб в сборке. Две полускобы могут собираться на выпусках арматуры на прихватках (рис.6.18). Полускобы могут собираться отдельно и в месте их сопряжения свариваться сплошным швом. Это упрощает сварку, препятствуя вытеканию жидкого металла и шлака. Техника сварки в этом случае близка к приведенной выше, но зачастую возникает необходимость в процессе сварки прожигать отверстия для выпускания лишнего, мешающего варить, шлака.
Рис.6.18. Схема сборки стальных скоб-подкладок Размеры подкладок приведены в табл.6.12. Таблица 6.12
6.7. Сварка открытой дугой проволокой сплошного сечения без дополнительной защиты (СОДГП)6.7.1. Конструктивные элементы стыковых соединений стержней при механизированной сварке (СОДТП) многослойными швами на стальной скобе-накладке - типа С16-Мо и С18-Мо должны соответствовать указанным соответственно на рис.6.15 и 6.16, а также в табл.6.10 и 6.11. Оборудование и источники питания следует выбирать по табл.3.4 основного текста и приложения 6. 6.7.2. Конструкция стальных скоб-накладок для сварки горизонтальных и вертикальных стержней такая же, как скоб-накладок, применяемых для сварки порошковой проволокой. 6.7.3. Закреплять скобы-накладки на концах стержней следует прихватками, которые в процессе сварки должны быть перекрыты основными швами. 6.7.4. Параметры режимов СОДШ должны соответствовать приведенным в табл.6.13. Таблица 6.13
6.7.5. При выполнении соединений горизонтальных стержней следует: конец проволоки с вылетом 20-30 мм расположить между торцами стыкуемых стержней и возбудить дугу на скобе-накладке; тщательно проплавить нижние кромки стержней, перемещая проволоку вдоль торцов (рис.6.19,а); заполнить плавильное пространство многослойными швами, как это указано на рис.6.19,б и 6.19,в; закончить сварку наплавкой по всей длине скобы-накладки двух фланговых швов шириной (0,35-0,4)dн.
Рис.6.19. Техника механизированной сварки
СОДГП горизонтальных стержней 6.7.6. При сварке горизонтальных стержней надлежит руководствоваться также следующими положениями: СОДГП необходимо вести, наплавляя многослойные швы, не допуская перехода процесса в ванный режим, т.е. предупреждая образование большой ванны расплавленного металла. При перегреве стыкового соединения процесс сварки надлежит прервать. Продолжить сварку следует после остывания металла в соединении до темно-вишневого цвета, предварительно удалив шлак, покрывающий металл шва; для предупреждения перегрева стержней сварку рекомендуется выполнять с перерывами. Наиболее целесообразно выполнять одновременно сварку двух-трех стыковых соединений стержней. При этом должна соблюдаться, следующая последовательность сварки: первый стык следует заварить, заполнив лишь 60-70 % объема разделки стержней; также нужно заполнить разделку второго, затем третьего стыка. Вслед за этим следует последовательно заполнить разделку первого, второго и третьего стыка; для выведения усадочной рыхлости и газовых пустот за пределы рабочего сечения многослойных швов и межторцевоы зазоре сварку следует заканчивать наплавкой усиления высотой 3-4 мм; при окончании процесса сварки длина вылета сварочной проволоки должна составлять 30-40 мм; особое внимание при сварке соединений горизонтальных стержней уделять проплавлению торца стержня, расположенного справа от сварщика (при сварке левой рукой - слева).
Рис.6.20 Техника механизированной сварки
СОДГП вертикальных стержней 6.7.7. Процесс сварки соединений вертикальных стержней состоит в том, что после возбуждения дуги в точке К (рис.6.20) сварщик должен наплавить валиковые швы 1 и 2, а затем перемещать конец электродной проволоки, как это указано на рис. 6.20,б. Разделку торцов стержней следует заполнить путем последовательного наложения отдельных швов. Завершая процесс сварки, особое внимание следует уделить предупреждению подреза верхнего стержня. Сварку следует заканчивать наплавкой фланговых швов. Сварка в комбинированных несущих и формующих элементахКомбинированные стыковые соединения (а.с. № 1477876) представляют собой конструктивное решение, использующее частично измененные несущие скобы-накладки и инвентарные (съемные) детали. Независимо от принятого технологического процесса сварки скобы-накладки участвуют в формировании корня межторцевого шва вплоть до заполнения половины плавильного пространства и обеспечивают передачу растягивающих или сжимающих усилий через фланговые швы без эксцентриситета. Инвентарные - медные или графитовые детали создают условия формирования второй половины межторцевого плавильного пространства. Новое конструктивно-технологическое решение при сварке в монтажных условиях обеспечивает высокие эксплуатационные качества при работе железобетонных конструкций при статистических и динамических нагрузках. 6.8. Ванная сварка под флюсом комбинированных соединений однорядной арматуры6.8.1. Конструкция и размеры стыкового соединения стержней типа С24-Мф должны соответствовать приведенным на рис.6.21 и в табл. 6.14. Примечание. Шланговые швы могут выполняться под флюсом на рекомендованных ниже режимах, однако, ввиду их малой протяженности целесообразно организовать работу таким образом, чтобы эти швы выполнялись ручной дуговой сваркой после заварки плавильного пространства торцов всех выпусков аркатуры одной или нескольких железобетонных конструкция (колонн, ригелей и др.). Условия организации работ могут предусматривать возможность выполнения соединения разными рабочими, входящими в одну бригаду.
Рис.6.21. Конструкция горизонтального стыкового комбинированного соединения, выполняемая на стальных скобах-накладках и формующей инвентарной съемкой детали (типа С24-Мф, С25-Мп, С26-Рс)
Примечания: 1. Размеры в знаменателе относятся к одноэлектродной сварке. 2. Для dн = 20-25 мм s = 8 мм, для dн = 28-40 мм s = 10 мм. 6.8.2. Конструкции и размеры стальных скоб-накладок и инвентарных медных (медь любых марок) или графитовых (графит марок ЭЭГ, ЭГО, ЭГ1, ППГ, ГМЗ) деталей должны соответствовать приведенным на рис.6.22, 6.23 и 6.24, а также в табл.6.15 и 6.16.
Рис.6.22. Конструкция стальной скобы-накладки для комбинированной сварки стыковых соединений стержней в горизонтальном и вертикальном положениях
Рис 6.23. Конструкция инвентарной медной формующей детали для комбинированной сварки стыковых соединений стержней в горизонтальном положении
Рис.6.24. Конструкция инвентарное медной формующей детали для комбинированной сварки стыковых соединений стержней в вертикальном положении Таблица 6.15
Примечание. Для арматуры классов Ат-Ш и Ат-IVС величина в = 4dн + l1, где l1 - величина зазора стыкуемых стержней (рис.6.21). Таблица 6.16
6.8.3. При сборке стыкового соединения закрепление стальных скоб-накладок на стержнях следует выполнять с помощью двух дуговых прихваток, расположенных по диагонали на каждом стыкуемом стержне на расстоянии 10-15 мм от края скобы-накладки. Прихватки же должны мешать установке инвентарных формующих деталей. При сварке фланговых швов прихватки должны полностью переплавляться. 6.8.4. На собранное согласно п.6.8.3 соединение следует установить инвентарную медную или графитовую формующую деталь (рис. 6.23 и 6.24) так, чтобы отверстие детали находилось, над плавильным пространством, стержни справа и слева от отверстия имели одинаковые размеры выпусков. 6.8.5. Режимы механизированной сварки под флюсом не отличается от приведённых в пп.6.2.6, 6.2.7, 6.2.10-6.2.14. Техника сварки рассматриваемых конструкций соединений отличается только тем, что при сварке нижней половины горизонтально расположенных стыкуемых стержней электродную проволоку, погруженную во флюс в начале процесса сварки, наплавляют под углом 30-40° в угол, образованный образующими стержней и их торцами с внутренними стенками стальных скоб-накладок. После наложения первых швов по периметру плавильного пространства и образования ванны расплавленного металла техника сварки не отличается от применяемой при использовании инвентарных форм. 6.8.6. Фланговые однопроходные швы наплавляются после полного заполнения плавильного - межторцевого пространства. Размер катета шва должен быть равен толщине стальной скобы-накладки. Допускается его уменьшение на 1,0-1,5 мм. При сварке арматуры классов A-I... A-III швы накладываются от наплавленного в торцах стержней металла к краю накладок. Фланговые швы желательно выполнять в шахматном порядке с окончанием швов в конце накладки, тщательно заваривая кратеры. При сварке арматуры классов Ат-IIIС и Ат-IVС швы следует направлять от края накладок и к центру, только в шахматном порядке, тщательно заваривая кратеры. 6.8.7. При сварке фланговых швов под флюсом (см. примечание к п.6.8.1) для удовлетворительного формирования швов, избежания стекания расплавленных металла и шлака допускается использовать дополнительные медные детали-щечки толщиной 6-8 мм, прикрепленные струбциной к наружной стенке скобы на всю ее длину и выступающую над ней на 8-10 мм. При сварке конец электродной приволоки должен располагаться под углом 45-60° к образующей стержня и плоской грани скобы. 6.8.8. При сварке на специализированных полуавтоматах следует учитывать указания пп.6.8.4-6.8.7, а также пп.6.2.17 и 6.2.18. 6.8.9. Конструкция и размеры стыкового комбинированного соединения вертикальных стержней типа С27-Мф должны соответствовать приведенным на рис.6.25 и в табл.6.17, используя, как правило, разделку со скосом верхнего стержня. Допускается разделка со скосом нижнего стержня "на себя".
Рис.6.25. Конструкция вертикального стыкового комбинированного соединения, выполняемая на стальных скобах-накладках и формующей инвентарной съемной детали (типа С27-Мф, С28-Мп и С29-Рс) Таблица 6.17
Примечание. 1. Размеры в знаменателе относятся к одноэлектродной сварке. 2. Для dн =20-25 мм, s = 8 мм для dн =28-40 мм, s =10 мм. 3. При отношении d'н/dн = 0,5-0,8 следует применять скобу-вкладыш (см. приложение 12). 6.8.10. Подготовка выпусков арматуры к такой сварке, прихватка стальных скоб-накладок (рис.6.22), количество засыпаемого флюса, режимы и техника сварки не отличаются от изложенного выше, т.е. часть комбинированного соединения, образованного стальной скобой и концами стыкуемых стержней следует выполнять, как это изложено в п.6.8.6 с учетом специфики сварки вертикальных стержней, а вторую половину межторцевого зазора надо выполнять аналогично сварке в инвентарной форме. 6.8.11. Фланговые швы в комбинированных вертикальных соединениях следует выполнять штучными электродами типа Э42А, Э46А, Э50А, проведя наплавку снизу вверх и выводя кратер на скобу-накладку. При сварке термомеханически упрочненной арматуры следует соблюдать шахматный порядок сварки фланговых швов. 6.8.12. Сварка комбинированных вертикальных соединений с использованием специализированных полуавтоматов с переменной скоростью подачи проволоки производится аналогично приведенному в пп.6.2.16 и 6.2.17. 6.9. Ванная сварка под флюсом комбинированных соединений спаренных стержней6.9.1. Конструкции и размеры стыковых комбинированных соединений спаренных горизонтально расположенных стержней типа С30-Мф должны соответствовать приведенным на рис.6.26 и в табл.6.18.
Рис.6.26. Конструкция горизонтального стыкового комбинированного соединения, спаренных стержней, выполняемого на стальных скобах-накладках и формующей инвентарной съемной детали (типы С30-Мф, С31-Мп и С32-Рс)
6.9.2. Оборудование, источники питания и сварочные материалы следует выбирать, руководствуясь указаниями и характеристиками, изложенными в табл.3.4 основного текста и приложения 6. 6.9.3. Конструкции и размеры инвентарных медных (медь любых марок) или графитовых (графит марки ЭЭГ, ЭГО, ЭГ1, ППГ и ПС) формирующих деталей должны быть аналогичны таковым, приведенным на рис.6.12 и в табл.6.7 без учета нижней четверти формы). Конструкция и размеры стальных скоб-накладок приведены на рис.6.22, которые при сборке стыковых соединений устанавливаются и фиксируются только на нижнем ряде спаренных стержней. 6.9.4. Комбинированное стыковое соединение спаренных стержней осуществляется в одном сечении при режимах и технике сварки, приведенных в п.6.3.5 с учетом использования стальных скоб-накладок по пп.6.8.5-6.8.7. 6.10. Сварка порошковой проволокой комбинированных соединений стержней6.10.1. Конструкция и размеры стыковых комбинированных соединений арматурных стержней типов С25-Мп, С28-Мп, С31-Мп должны соответствовать приведенным на рис.6.21-6.26 и в табл.6.14-6.18. 6.10.2. Режимы и техника сварки комбинированных соединений стержней аналогичны приведенным в пп.6.4.1-6.4.6. Примечание. Сварка одинарных горизонтальных, вертикальных, а также двухрядных комбинированных соединении стержней типов С26-Рс, С29-Рс и С32-Рс выполняется аналогично приведенным для порошковой проволоки с учетом режимов регламентированных паспортными данными электродов или табл.6.20. Термитная сварка стыковых соединений арматуры** Настоящий раздел РТМ с незначительными изменениями составлен по временной инструкции, разработанной филиалом института "Оргэнергострой". За практической помощью при внедрении процесса термитной сварки следует обращаться по адресу; 197046, Санкт-Петербург, ул.Чапаева, 2а, к.84, в НПЦ "Термохим" (тел. 312-70-56). Термитной сваркой можно соединять встык только горячекатаную арматуру классов A-I - A-III диаметрами от 20 до 40 мм. Предпочтительно применять этот процесс сварки в монолитном железобетоне. Применение такой сварки для термомеханически упрочненной арматуры классов Ат-IIIС и Ат-IVС не допускается. 6.11. Особенность процесса термитной сварки6.11.1. Термитная (алюмо-термитная) сварка основана на использовании восстановленного металла, полученного в результате экзотермической реакции между порошкообразным алюминием и окислами железа (стальной окалиной). Для возбуждения экзотермической реакции необходим нагрев смеси до температуры 1200-1300°С. 6.11.2. Необходимая прочность литого металла, которым заполняется межторцевое пространство, достигается введением в термитную смесь легирующих добавок в виде различных ферросплавов. 6.11.3. Термитная сварка стержней арматуры осуществляется в двухкамерных формах по схеме, представленной на рис.6.27, в следующей последовательности: - в реакционную камеру 1 формы засыпается термитная смесь, удерживаемая запорной пластинкой-клапаном 2; - в сварочной камере (плавильном пространстве) 3 с заданным зазором устанавливаются собранные для сварки концы стыкуемых стержней 4; - после поджигания смеси специальной термитной спичкой происходит реакция с выделением большого количества тепла; - легкие частицы шлака всплывают вверх, а жидкий металл скапливается внизу. Через 10-15 с перегретый металл прожигает клапан 2 и через шлакоуловитель 5 по литниковым каналам 6 поступает в плавильное пространство, омывает торцы стержней и первые его порции скапливаются в сливной камере 7; - объем сливной камеры, в зависимости от диаметра стержней подбирается таким, чтобы стержни прогрелись и начали оплавляться их торцы; - расплавленный металл заполняет плавильное пространство и в процессе остывания кристаллизуется, образовывая сварное стыковое соединение.
Рис.6.27. Схема выполнения термитной сварки 6.11.4. Учитывая неординарные условия выполнения и организации работ при термитной сварке стыковых соединений арматуры, в приложении 11 отдельно выделены следующие вопросы: - требования к квалификации сварщиков и инженерно-технических работников; - требования к термитным сварочным смесям и средствам поджига; - требования к формам, уплотняющим и герметизирующим материалам; - требования к оснастке. 6.12. Технология термитной сварки6.12.1. Зона сварки, включая свариваемые концы (выпуски) стержней, собранные на них формы и рабочее место сварщика, должна быть надежно защищена от дождя, снега и ветра. 6.12.2. Точность сборки выпусков арматурных стержней должна соответствовать требованиям таблицы приложения. 6.12.3. При отрицательной температуре воздуха в пределах от минус 10°С до минус 30°С необходимо производить предварительный подогрев газовым пламенем стержней арматуры до 100-150°С. Подогрев следует осуществлять после установки зажимных устройств и полной сборки форм, направляя пламя горелки на концы стержней, находящихся за пределами формы и зажимного устройства. 6.13. Техника сварки6.13.1. Сборку горизонтального стыкового соединения и его сварку необходимо выполнять в следующей последовательности: - установить полуформу так, чтобы литниковые каналы располагались симметрично относительно торцов свариваемых стержней (рис. 6.28), зафиксировать полуформу с помощью зажимного устройства;
Рис.6.28. Сборка формы и тигля при сварке горизонтального
соединения стержней - наложить на первую полуформу вторую, обеспечив совпадение плоскостей по верхней горизонтальной плоскости; - установить в квадратное углубление верхней плоскости формы запорную стальную пластинку размером 25´25 мм и толщиной 1,5; 2,0 и 2,5-3,0 мм соответственно для арматуры диаметрами 20-22, 25-30 и 36-40 мм; - собрать отдельно тигель с помощью струбцины или другого зажимного устройства и установить его на горизонтальную площадку собранной формы, совместив сливной канал тигеля со сливным каналом формы (рис.6.28); - обмазать пастой из огнеупорной глины форму и тигель по контуру разъема и примыкания, особо тщательно уплотнить место выхода стержней из формы, используя в зазорах более 1 мм шнуровой асбест или огнестойкий фетр; - засыпать термитную смесь в тигель, накрыть его крышкой с отверстием, поджечь смесь термоспичкой, после чего отойти на расстояние не менее 1 м от зоны сварки. 6.13.2. Сборку формы для вертикально расположенного стыкового соединения и его сварку следует выполнять в последовательности, принятой для горизонтального стыкового соединения. Отличие заключается в конструкции используемой оснастки и способе установки первой полуформы. На внутренней поверхности полуформы имеется специальное углубление - репер сферической формы диаметром 4 мм. Первую полуформу надо установить так, чтобы торец верхнего стержня в проекции на внутреннюю поверхность сварочной полости располагался в пределах между осью и верхней точкой репера (рис.6.29).
Рис.6.29. Сборка формы и тигеля при сварке вертикального соединения
стержней 6.13.3. Удалять форму с тигеля и технологические приливы металла со сварного соединения следует ударами молотка не ранее чем через 8-10 мин после завершения процесса сварки. 6.13.4. При сварке стержней разного диаметра при отношении d'н/dн < 0,85 на стержень меньшего диаметра следует намотать слой сухого асбестового шнура, толщина которого должна равняться разнице между радиусами стержней. При отношении d'н/dн < 0,85 можно использовать графитовые вкладыши, асбестовый шнур или огнестойкий фетр. Во всех случаях следует применять формы, предназначенные для стержней большего диаметра; смесь следует использовать на номер больше (см. приложение 11). Зазоры стыкуемых стержней идентичны приведенным для стержней одинакового диаметра, но минимального размера. РУЧНАЯ ДУГОВАЯ СВАРКА СТЫКОВЫХ СОЕДИНЕНИЙ АРМАТУРЫ6.14. Ванная одноэлектродная сварка в инвентарных формах6.14.1. Конструкция и размеры стыкового соединения горизонтальных стержней типа С7-Рв должны соответствовать приведенным на рис.6.2 и в табл.6.1. 6.14.2. Конструкцию и размеры инвентарных форм для сварки одинарных и спаренных горизонтальных стержней следует принимать соответственно по рис.6.3, 6.12 и табл.6.2, 6.7, а при сварке спаренной арматуры вразбежку - по рис.6.13 и табл.6.9 со следующими изменениями: формы следует изготавливать без канавок, служащих для усиления швов при механизированной сварке. 6.14.3. Конструкцию и размеры форм для сварки одинарных вертикальных стержней ванной одноэлектродной сваркой следует применять по рис.6.30 и табл.6.19.
Рис.6.30. Конструкция инвентарной формы для ванной одноэлектродной сварки соединений вертикальных стержней Таблица 6.19
Примечание. Для ванной одноэлектродной сварки не рекомендуется применять графитовые формы. Режимы ванной одноэлектродной сварки должны соответствовать приведенным в табл.6.20.
Примечание. При применении электродов большего диаметра ток может быть определен по формуле Iсв = (50-55)dэ 6.14.4. Для образования стыкового соединения одинарных и спаренных горизонтальных стержней следует: касанием электрода о нижнюю часть торца стержня возбудить дугу и тщательно проплавить его, добиваясь образования в месте возбуждения дуги и на дне формы небольшого количества жидкого металла. Перенести дугу на нижнюю часть торца другого стержня и также тщательно проплавить его; заполнить плавильное пространство, перемещая электрод вдоль и поперек межторцевого зазора, стремясь при этом обеспечить равномерное и полное расплавление торцовых поверхностей стержней; при подъеме уровня шлаковой ванны до верха стыкуемых стержней придать концу электрода круговые движения по спирали в направлении от стенок формы к ее центру; после подъема поверхности наплавленного металла выше уровня стержней на 0,5-1 мм закончить сварку, избегая образования заметного усилия сварного шва. При окончании сварки попеременным замыканием дуги в центре шва следует предупредить образование подкорковых раковин. 6.14.5. Для образования стыкового соединения вертикальных стержней следует: возбудить дугу на ближней к сварщику трети плоскости нижнего стержня и проплавить торец нижнего стержня, осуществляя поперечные колебания конца электрода и перемещая его в направлении "от себя"; после образования ванны жидкого металла и шлака придать концу электрода попеременно круговые и колебательные движения, приближая электрод к разделке верхнего стержня и задерживая его у края формы по ее внутреннему периметру; заполнить расплавленные металлом плавильное пространство до уровня, при котором шлак начинает вытекать наружу через прямоугольный вырез в передней части медной формы (рис.6.30), согнать, помогая электродом, большую часть шлака и максимально укоротить дугу; остаток незаплавленной части разделки заварить на короткой дуге обычными валиковыми швами и закончить сварку, выполнив плавный переход от валиковых швов к верхнему стержню. 6.14.6. Одноэлектродной сваркой на медных желобчатых подкладках (аналогично приведенные на рис.6.4) допускается выполнять стыковые соединения горизонтальных стержней диаметром 10-18 мм. В этом случае сварку следует выполнять электродами диаметром 3-5 мм, типы которых назначаются по табл.3.2. Режимы сварки должны соответствовать паспортным данным электродов. Внутренний размер подкладки должен соответствовать величине наружного диаметра стыкуемых стержней плюс 0,5-1,5 мм, а толщина стенок может быть уменьшена до 8 мм. 6.15. Ванно-шовная одноэлектродная сварка на стальных скобах-накладках6.15.1. Конструкция и размеры стыкового соединения горизонтальных стержней типа С15-Рс должны соответствовать приведенным на рис.6.15. и в табл.6.10. Фиксация скоб-накладок производится аналогично приведенному в п.6.6.2 независимо от положения стержней в пространстве. 6.15.2. Режимы ванно-шовной сварки горизонтальных стержней следует назначать, как и для сварки в инвентарных формах, по табл.6.20. Для выполнения ванной одноэлектродной сварки на стальных скобах-накладках следует: возбудить дугу в нижней части зазора в месте сопряжения торца стержня с подкладкой и наплавить угловой шов, соединяющий нижнюю кромку торца стержня и стальную подкладку. Затем проплавить нижнюю кромку второго стержня, после чего электрод следует быстро перемещать попеременно вдоль торцов стержней до образования ванны расплавленного металла; заполнить плавильное пространство, перемещая электрод вдоль и поперек межторцового зазора, стремясь при этом обеспечить равномерное и полное расплавление торцов стержней; закончить сварку стыка спиралеобразными движениями электрода и наплавкой усиления над поверхностью стыкуемых стержней высотой 3-4 мм, при этом для успокоения жидкого металла электрод следует периодически замыкать на ванну. При заполнении межторцового зазора металлом, когда скапливается большое количество шлака и процесс сварки становится затруднительным, необходимо прожечь электродом небольшое отверстие в скобе-накладке на 2-5 мм ниже зеркала жидкого шлака. После удаления излишнего шлака отверстие нужно заварить. После заварки межторцового зазора и наплавки усиления следует очистить от шлака боковые углубления между стержнями и скобой-накладкой и проварить их четырьмя фланговыми швами шириной (0,35-0,4)dн. Схема перемещения электрода может быть принята аналогичной представленной на рис.6.19. Примечание. После полного расплавления одного электрода сварщик должен за 3-5 с заменить его следующим. 6.16. Ручная дуговая сварка многослойными швами на стальных скобах-накладках6.16.1. Конструкция и размеры стыкового соединения вертикальных стержней типа С19-Рм должны соответствовать приведенным на рис.6.16 и в табл.6.11. Режимы многослойной сварки вертикальных соединений стержней следует назначать по паспортным данным на электроды. 6.16.2. Многослойную сварку стыковых соединений вертикальных стержней на стальных скобах-накладках нужно выполнять в такой последовательности: возбудить дугу в дальнем от сварщика углу между торцом нижнего стержня и накладкой, наплавить шов, а затем проплавить притупление торца верхнего стержня; наплавляя отдельные валики на торец нижнего стержня, постепенно заполнить разделку, проваривая особенно внимательно скошенную часть верхнего стержня. Если шлак, образующийся в процессе сварки, затрудняет наплавку последующих слоев, сварку следует прервать, удалить шлак с поверхности предыдущих слоев и затем наплавлять новые слои. Схема сварки многослойными швами аналогична приведенной на рис.6.20. 6.17. Ручная дуговая сварка многослойными швами без стальной скобы-накладки6.17.1. Конструкция и размеры стыкового соединения вертикальных стержней при сварке многослойными швами без дополнительных формующих и технологических элементов типа С20-Рм должны соответствовать указанным на рис.6.31 и в табл.6.21.
Рис.6.31. Конструкция стыковых соединений с односторонней и двусторонней разделкой торцов вертикальных стержней, выполняемых ручной дуговой сваркой многослойными швами (тип С20-Рм) Таблица 6.21
6.17.2. Режимы сварки многослойными швами стыковых соединений вертикальных стержней следует выбирать по паспортным данным электродов или по табл.6.22 Таблица 6.22
Примечание. При тяжелом формировании валиковых швов, стекании наплавленного металла следует снизить величину сварочного тока, указанного в таблице, на 10-20%. 6.17.3. При сварке многослойными швами следует возбудить дугу в точке К (рис.6.32) нижнего стержня и, начиная с этого месте, наплавлять отдельные валиковые швы в порядке, который показан на рис.6.32, с послойным естественным охлаждением до температуры около 100°С.
Рис.6.32. Порядок положения швов при многослойной сварке без формующих и технологических элементов (а) с односторонней и (б) двусторонней разделкой торцов стержней 6.17.4. Конструкции и размеры стыковых соединений с круглыми накладками или с нахлесткой типов С21-Рн, С22-Ру и С23-Рэ должны соответствовать приведенным соответственно на рис. 6.33, 6.34, 6.35 и в таблицах 6.23, 6.24 и 6.35. Суммарная площадь накладок определяется по формуле:
где Fн - общая площадь поперечного сечения накладок в соединении; F - площадь стыкуемого стержня; Ra - расчетное сопротивление стали стыкуемого стержня; Raн - расчетное сопротивление стали накладок; g - коэффициент, учитывающий условия работы накладок, выбирается по табл.6.26.
Рис.6.33. Конструкции стыковых соединений горизонтальных и вертикальных стержней с парными накладками (тип С21-Рн).
Рис.6.34. Конструкция горизонтального стыкового соединения, преимущественно рекомендованного для особо ответственных предварительно напряженных конструкций (тип С22-Ру)
Рис.6.35. Конструкция стыкового соединения горизонтальных и вертикальных стержней, выполненных внахлестку (тип С23-Рэ). Таблица 6.23
Примечания: 1. Соединения арматуры классов A-IV, A-V, A-V1, Ат-VСК, Ат-V следует выполнять со смещенными накладками, выполняя швы в шахматном порядке. 2. Допускается применять сварку самозащитными порошковыми проволоками и в углекислом газе (СО2); последнее кроме классов А-II и At-IIIC из стали марки Ст5. 3. Допускаются двусторонние швы длиной 4dн для соединений арматуры классов A-I, A-II и A-III 4. Соединения арматуры класса Ат-V допускаются только из стали марки 20ГС. Таблица 6.24
Таблица 6.25
Примечания: 1. Для соединений арматуры классов A-I и A-II из стали марки 10ГС допускаются двухсторонние швы длиной 4dн. 2. Допускается применять сварку самозащитными порошковыми проволоками и в СО2; последнее кроме арматуры классов A-II и Ат-IIIС из стали марки Ст5. Таблица 6.26
Примечание. Допускается изготавливать накладки из уголкового проката или стальных скоб-накладок (рис.6.15); при этом их сечение рассчитывается по приведенной формуле, а длина должна быть равна длине накладок из арматурной стали. 6.17.5. При сборке соединений накладки следует располагать так, чтобы их оси находились в одной плоскости с осями стыкуемых стержней. Положение накладок должно обеспечивать удобный доступ выполнения прихваток и последующей сварки. 6.17.6. Стыкуемые стержни следует скреплять с круглыми накладками четырьмя прихватками, а друг с другом (при сварке с нахлесткой) - двумя прихватками длиной 15-20 мм каждая, располагаемыми с одной стороны соединения на расстоянии 2dн от края накладок или нахлестки (см. рис.6.36).
Рис.6.36. Соединение стержней с накладками (I) и с коротышами (II) 6.17.7. Режимы сварки протяженными швами соединений с накладками или с нахлесткой следует назначать в соответствии с табл.6.27 или по паспортным данным электродов. Таблица 6.27
Примечание. Соединения арматуры класса Ат-V допускаются только из стали марки 20ГС. Швы сварных соединений стержней арматуры классов A-I - A-III с накладками следует выполнять напроход (вертикальные - снизу вверх), прерывая их у зазора. В местах окончания швов (у начала зазора и в конце накладки) необходимо тщательно заваривать кратеры. Наплавлять швы следует в один или несколько слоев в зависимости от диаметра стыкуемых стержней до получения проектного сечения. Соединения типа С22-Ру следует применять в особо ответственных конструкциях. Не следует исключать возможность применения удлиненных накладок и в горячекатаной стали классов A-V и A-V1. 6.17.8. Соединения арматуры классов Ат-IIIС и Ат-IVС и классов A-IV, A-V, A-V1, Ат-VСК и Ат-V целесообразно выполнять со смещенными накладками, накладывая швы в шахматном порядке. При диаметре арматуры 22 мм и выше необходимо придерживаться технологической схемы сварки, приведенной на рис.6.36. Режим сварки таких стыковых соединений или приварку коротышей следует назначать, ориентируясь на табл.6.27. Швы следует накладывать в два слоя, второй - после охлаждения первого до температуры ниже 100°С и отступая от начала первого слоя на расстояние около 1dн. Конечный кратер каждого слоя должен быть заварен с постепенным закорачиванием длины дуги. Длина коротышей (рис.6.36), служащих анкерами при натяжении предварительно напрягаемой арматуры, должна составлять 5dн. 6.17.9. Фланговые швы стыковых соединений стержней с накладками или с нахлестками должны иметь плоскую поверхность или усиление высотой 1-2 мм. При этом не допускается оплавлять дугой поверхности рабочих стержней и накладок. 6.17.10. Для предупреждения непроваров вершины угла и боковых сторон (кромок) соединений стержней с накладками или с нахлесткой электрод следует располагать в плоскости, делящей угол пополам, и сообщать его концу поперечные колебательные движения, несколько задерживая электрод в крайних положениях и в вершине угла. 6.17.11. Допускается применять сварку самозащитными порошковыми проволоками и в углекислом газе (СО2); последнее кроме арматуры классов A-II и Ат-IIIС во избежание появления кристаллизационных трещин. Технологические условия сварки порошковой самозащитной проволокой и проволокой сплошного сечения в СО2 аналогичны приведенным в пп.6.17.7-6.17.10. 6.17.12. Для арматуры классов A-I, A-II и A-III допускается применение двухсторонних швов длиной 4dн, выполняемых аналогично приведенным в п.6.17.6. 6.18. Ручная дуговая сварка протяженными швами в узлах примыкания железобетонных конструкцийВ жилищном, гражданском и промышленном строительстве значительное место занимает ручная и механизированная дуговая сварка протяженными швами, используемая при монтаже сборных и возведении монолитных железобетонных конструкций. Подавляющая часть таких соединений выполняется внахлестку и в угол, как правило, в нижнем и вертикальном положении. 6.18.1. Соединение плоских элементов закладных изделий протяженными швами осуществляют при непосредственном примыкании таких плоских элементов друг к другу (например, при сопряжении колонн, имеющих плоские опорные части из листового или сортового проката; при установке ригелей на консоли колонн или сопряжение железобетонных конструкций плоскими элементами закладных изделий через соединительные детали: уголки, пластины, стержни арматуры). 6.18.2. Сварные соединения узлов примыканий железобетонных конструкций должны быть технологичными и надежными в эксплуатации. Под технологичностью сварных соединений узлов примыканий в железобетонных конструкциях следует понимать: - доступность и удобство выполнения сварных швов, определяемые положением швов в пространстве, а также размерами, формой и взаимным расположением соединяемых закладных изделий в железобетонных элементах; - возможность визуального контроля качества сварных швов, определяемая доступностью для обозрения; - возможность предупреждения дефектов - пор, перегрева, трещин, несплавлений. В понятие надежности сварных соединений при эксплуатации входят: - достаточная прочность и жесткость сварных соединений; - отсутствие условий, благоприятствующих действию коррозии, и возможность защиты соединений от коррозии. 6.18.3. При приемке к исполнению проектной документации перед разработкой технологических карт или проекта производства монтажных и сварочных работ следует убедиться в том, что практически все сварные соединения по конструктивному решению являются нахлесточными, или угловыми, расположенными в нижнем и вертикальном положении*, что толщина металлопроката в местах примыкания и последующего наложения швов не менее 4 мм, а диаметры арматурных стержней не менее 10**. He следует применять для соединительных элементов гнутые (холоднодеформированные) пластины или стержни со сварными швами вблизи деформированных участков (последнее может являться причиной искусственного старения, т.е. охрупчивание стали). Швы таких соединений работают на отрыв, и, следовательно, полностью не включаются в работу. *В исключительных случаях возможно допустить потолочные швы или горизонтальные швы на вертикальной плоскости, имея в виду, что их выполнение может быть поручено рабочим наивысшей квалификации. **Возможно допустить применение арматуры диаметром 8 мм при наличии в строительной организации дисциплинированных сварщиков высокой квалификации. 6.18.4. В процессе производства работ при изготовлении железобетонных конструкций следует особенно скрупулезно относиться к фиксации закладных изделий, точности их расположения. В этом случае, при качественных монтажных работах, окажется возможным не применять дополнительные металлические прокладки или вставки (применение которых более одной штуки допускать не следует). 6.18.5. Допуски на размеры арматурных изделий, отдельных стержней или металлопроката, несоосности стыковых соединений и т.п. приведены в разделе контроля сварных соединений. 6.18.6. При подготовке узлов примыканий к сварке следует: - кромки сопрягаемых и соединительных стальных пластин (уголков, швеллеров и пр.) в местах, где будут выполняться протяженные швы, очистить от ржавчины, бетона и др. загрязнений на расстоянии до 15 мм, а грант от огневой резки, и наплывы бетона должны быть удалены. 6.18.7. Плоские поверхности металлопроката закладных изделий, например, опорные части колонн, собираемые внахлестку, или соединительные элементы, собираемые втавр, должны плотно прилегать друг к другу. Зазор в местах сварки между прилегаемыми элементами не должен превышать 0,5 мм. Исключением являются аналогичные соединения оцинкованных деталей толщиной более 12 мм, при сварке которых следует обеспечивать зазор в местах сварки порядка 1,5 мм. 6.18.8. Перед сборкой сопрягаемых конструкций зданий, при наличии на стальных закладных или соединительных деталях влаги, инея, снега, льда они должны быть удалены и осушены путем нагрева пламенем горелки, не нагревая стальные изделия выше 100°С. 6.18.9. Сборка узлов примыкания производится в кондукторах или, если это не предусмотрено проектом производства работ, на прихватках. Электроды для таких работ выбираются по табл.3.3, а их диаметр должен быть не более 4 мм. Длина прихватки должна составлять около 15 мы при катете, предусмотренном в рабочих чертежах, но не менее 0,5 катета рабочего шва. При наложении прихваток сварочный ток должен быть на 10-20% выше тока, обозначенного в паспортных данных на электроды или соответствовать приведенному в технологических картах. Не следует накладывать прихватки на арматурные стержни в местах, где они не будут переплавлены при последующей сварке. Нельзя располагать прихватки в углах пересечения стержней или плоских элементов проката, около отверстий в местах будущего пересечения швов, а также в местах окончания и начала рабочих швов и посередине круглых накладок из стержневой арматуры. Поверхность прихваток и соседних участков соединения должна быть тщательно очищена от шлака и брызг металла. Сварка по неочищенной поверхности запрещается. 6.18.10. Источники питания сварочной дуги, типы и марки электродов следует выбирать по табл.3.3, 3.4, приложений 5 и 6 в зависимости от используемых марок стали. 6.18.11. При сварке протяженными швами быстрым касанием торца электрода возбуждают электрическую дугу, и отведя его на расстояние 3-4 мм начинают процесс сварки. При чрезмерном увеличении длины дугового промежутка снижается устойчивость ее горения, уменьшается глубина проплавления сопрягаемого металла сварного соединения, увеличиваются потери на угар и разбрызгивание, ухудшается внешняя вид шва и механические свойства сварного соединения. Некоторые марки электродов позволяют вести сварку так называемым "методом опирания на козырек". При этом способе повышается скорость сварки, наплавленный металл более плотный, чем при традиционном ведении процесса. Потери на угар и разбрызгивание минимальны. 6.18.12. Валиковые (угловые) швы тавровых и нахлесточных соединений в нижнем положении следует выполнять по схеме, представленной на рис.6.37. Наибольшие трудности при сварке таких швов состоят в том, что необходимы достаточные навыки по обеспечению провара одной из сторон (горизонтальной или вертикальной) сопрягаемых стальных элементов, а также возможности непровара угла - корня шва этих элементов.
Рис.6.37. Схема движения электрода при сварке угловых швов тавровых и нахлесточных соединений При сварке электрод следует располагать в плоскости, делящей угол пополам, и концу электрода сообщают колебательные движения (рис.6.37). Дугу возбуждают на нижнем элементе, отступив от вершины угла на 3-4 мм больше величины катета шва (точка А), затем ее ведут от точки А к вершине угла в точку В, где несколько задерживают электрод для лучшего проплавления вершины угла; далее дугу поднимают на высоту, равную катету шва на вертикальной плоскости (при многослойной сварке - на высоту, равную катету первого слоя шва) и по ней перемещают назад на расстояние "а", равное 3-5 мм. После этого дугу быстрей, чем при подъеме, опускают на горизонтальный нижний элемент и наплавляют на нем шов толщиной, равной величине заданного катета. Сечения валиковых (угловых) швов, показанные на рис.6.38,а,б,в. Наиболее просты и достаточно экономичны швы с нормальным сечением, нерациональны так называемые усиленные швы. Они неэкономичны, менее производительны и не повышают прочность сварного сечения. Вогнутые швы экономичны, хорошо ведут себя в конструкциях, работающих при цикловых нагрузках, но их выполнение затруднено. При технической необходимости такое сечение шва получают путем механической обработки.
Рис.6.38. Сечение валиковых угловых швов: 6.18.13. Сварка вертикальных швов - процесс более сложный, и его выполнение следует поручать специально подготовленным сварщикам. При толщине стального проката от 4-5 мм и выше, как правило, сварку осуществляют снизу вверх на самой короткой дуге, при которой облегчается перенос расплавленного металла с электрода на соединяемые детали. Стремящиеся скатиться вниз капли расплавленного металла ложатся друг на друга, образуя плотный красивый шов при плавном, медленном перемещении электрода, наклоненного вниз от торца электрода к электрододержателю. Угол наклона может составлять 50-60° к вертикальной плоскости. Особое внимание должно обращаться на предупреждение подрезов металла-соединений по краям шва.
Примечание. Для сварки стальных элементов, покрытых слоем цинка с целью защиты от коррозии, следует применять повышенные в пределах, указанных в табл.6.28, сварочные токи. 6.18.14. Параметром режима сварки является величина сварочного тока, назначаемого по паспортным данным электродов или табл.6.28. Для сварки в вертикальном положении сварочный ток снижают на 10-20%. Для выполнения первого слоя многослойных швов диаметр электрода выбирается сообразно толщине сопрягаемых плоских элементов, но не более 4 мм и увеличивают сварочный ток, для выбранного диаметра электрода на 10-20%, обеспечивая максимальный провар в вершине нахлесточного или углового валикового шва. 6.19. Механизированная сварка протяженными швами в узлах примыкания железобетонных конструкций6.19.1. Оборудование, источники питания и сварочные материалы для механизированной сварки порошковой проволокой или проволокой сплошного сечения без дополнительной защиты (СОДГП) плоских элементов закладных и накладных изделий в узлах примыкания железобетонных конструкций следует выбирать по приложению 6, а также табл.3.1 и 3.3. настоящих РТМ. 6.19.2. Режимы сварки для различных марок порошковой проволоки должны соответствовать приведенным в табл.6.29. Таблица 6.29
6.19.3. При сварке угловых швов конец проволоки следует направлять перпендикулярно или с наклоном до 15° от вертикально г о положения в направлении сварки и под углом 45-50° между горизонтальной плоскостью и проволокой (рис.6.39). Перемещение конца проволоки такое же, как при ручной дуговой сварке электродами. При сварке на повышенных токах, особенно при наличии зазора между свариваемыми элементами, дугу следует направлять не на вершину угла, а на горизонтальную пластину на расстоянии 2-4 мм от вершины угла.
Рис.6.39. Схема перемещения и угол наклона сварочной проволоки при механизированной сварке угловых и нахлесточных валиковых швов 6.19.4. Ширина первого слоя многопроходного углового шва должна быть равна его проектному катету. За один проход рекомендуется выполнять шов сечением не более 12 мм. Порядок наложения швов при механизированной сварке такой же, как и при ручной. Перед наложением каждого последующего слоя должен быть удален шлак с предыдущего. При случайном обрыве дуги или нарушении подачи проволоки возбуждать дугу следует на расстоянии 10-15 мм от места обрыва и после зажигания переносит ее на незаплавленный кратер. Заварку кратера следует производить быстрыми поперечными колебаниями конца электродной проволоки, после чего резко обрывать дугу. 6.19.5. Механизированную сварку (СОДГП) плоских элементов закладных и соединительных деталей между собой допускается выполнять во всех положениях в пространстве. Порядок сварки и технику наложения швов следует принимать такими же, как для ручной дуговой сварки, за исключением сварки в вертикальном положении, которую предпочтительно выполнять сверху вниз. Электродную проволоку следует располагать перпендикулярно относительно оси шва с наклоном 25-30°. 6.19.6. Режимы сварки протяженными однопроходными швами внахлестку и втавр в зависимости от толщины металла и катета шва проволокой марки Св 15ГСТЮЦА (ЭП-439) следует выбирать по табл.6.30. Таблица 6.30
Примечание. Сварка проволокой марки Св20ГСТЮА (ЭП-245) выполняется только в нижнем и вертикальном положении при токе, на 8-15% ниже приведенного в таблице. 6.20. Сварка в условиях низких температур6.20.1. Сварка при низких температурах соединений арматуры и закладных изделий осуществляется по технологии, регламентированной настоящим РТМ, в основном, для условий, обусловленных сварочными работами при положительных температурах. Работая при низких температурах, основное внимание следует обратить на состояние рабочих-сварщиков, удобство и качество их одежды, возможности периодически обогреваться, однако, следует учитывать некоторые технологические особенности сварки при названных выше условиях. 6.20.2. Основной технологический параметр - сварочный ток при температуре окружающего воздуха ниже 0°С целесообразно повышать на 10-15% по сравнению с режимами, приведенными в разделе 6 РТМ. 6.20.3 При температуре окружающего воздуха ниже 0°С рекомендуется снизить скорость охлаждения стыковых соединений стержней, выполненных ванными способами сварки, для чего следует: сварное соединение прикрыть или обмотать легким асбестом; формующие элементы снимать после остывания соединения при температуре 100°С и ниже; в особых случаях, например, при температуре ниже 30°С, большого количества стыковых соединений в узле сопряжения (более 6 стыков), выполнение соединений в узле сопряжения одним сварщиком, т.е. одновременно не двумя размещенными по диагонали сечения колонны и нужно обеспечить подогрев газовыми горелками стержней, а затем сварных соединений на расстоянии до (3-4)dн по обе стороны от стыка до температуры 200-250°С. Последовательность подогрева сварных соединений должна соответствовать принятой последовательности сварки, рекомендованной в п.6.1.11. Подогрев стержней следует осуществлять с закрепленными на них инвентарными формами, стальными скобами, или круглыми накладками, не разбирая кондукторов, использованных для сборки и сварки конструкций . 6.20.4. При температуре ниже минус 5°С сварку соединений стержней следует производить без перерыва, за исключением времени, необходимого на смену электрода или зачистку шва при многослойной сварке. В случае вынужденного прекращения сварки соединения, выполнявшейся полуавтоматической сваркой под флюсом, следует вырезать и затем вновь заваривать. Допускается такие соединения после зачистки от шлака доварить ручной сваркой многослойными швами, поручая такую работу сварщикам высокой квалификации. Стыковые соединения стержней, выполнявшиеся любыми другими способами сварки, следует очистить от шлака, предварительно подогреть и тщательно заварить. 6.20.5. Для соединений стержней, выполняемых при низких температурах с накладками или с нахлесткой, а также при сварке элементов закладных изделий, вырубку дефектов в швах следует выполнять после подогрева участка сварного соединения до температуры 200-250°С. Заварку дефектного участка следует производить также после подогрева. 6.21. Дополнительные требования к сварке при отрицательных температурах6.21.1. Сварочное оборудование должно быть подготовлено для эксплуатации в условиях отрицательных температур. На время перерыва в работе рекомендуется хранить оборудование в отапливаемом помещении или закрыть его обогреваемыми кожухами. 6.21.2. К рабочему месту покрытые электроды, порошковые проволоки и флюс следует подавать непосредственно перед сваркой в комплекте, необходимом на период непрерывной работы сварщика. Электродную проволоку рекомендуется подавать на рабочее место непосредственно перед установкой на полуавтомат. У рабочего места покрытые электроды и флюсы необходимо хранить в условиях, исключающих увлажнение, т.е. в плотно закрывающейся таре или обогреваемых устройствах. 6.21.3. Покрытые электроды и флюс, находившиеся на морозе, разрешается использовать после их просушки. 6.21.4. Для всех способов сварки рекомендуется применять источники питания постоянного тока, обеспечивающие высокую стабильность дуги. Применение переменного тока допускается в тех случаях, когда колебание сетевого напряжения не превышает ±6%. 6.21.5. Зона сварки и рабочее место сварщика должны быть ограждены от атмосферных осадков, сильного ветра и сквозняков. При температуре воздуха минус 15°С и ниже рекомендуется иметь вблизи рабочего места сварщика возможность обогрева рук, а при температуре ниже минус 30°С - оборудовать тепляк. 6.21.6. Работу сварщика на морозе рекомендуется чередовать с отдыхом в теплом помещении. 6.21.7. Сварщику, впервые приступившему к работе при температуре ниже -5°С, необходимо пройти двух-трех дневную практику. Для сварщиков, имеющих опыт этой работы, срок практики сокращается до 6-7 часов. Практика проводится на специальных образцах или на сварке неответственных конструкций. После окончания практики сварщики проходят технологическую пробу, при которой проверяется качество формирования шва (равномерность по сечению, плавность перехода к основному металлу, соответствие проектным размерам и отсутствие дефектов: непровары, поры, подрезы, наплавы и др.), Сварщики, сдавшие технологические пробы при температуре ниже -5 С, допускаются к производству сварки при температуре на 10°С ниже температуры, заданной для сдачи технологической пробы. Для выполнения работ при более низкой температуре сварщик обязан сдать новую технологическую пробу. Повторная стажировка при этом не требуется. 6.21.8. К сварке прихваток допускается сварщик, сдавший пробу согласно п.6.21.7 настоящих РТМ. Неудовлетворительно выполненные прихватки должны быть удалены и при необходимости выполнены вновь. 6.21.9. При температуре окружающего воздуха ниже -5°С швы, выполняемые всеми видами и способами сварки, завариваются от начала и до конца без перерыва, за исключением времени, необходимого на смену электродной проволоки и зачистку шва в месте возобновления сварки. Прекращать сварку до выполнения проектного размера шва и оставлять незаверенные отдельные участки шва (в том числе при ванной сварке) не допускается. В случае вынужденного прекращения сварки (из-за отсутствия тока, выхода из строя аппаратуры и других причин) процесс следует возобновить при условии подогрева металла соединения в соответствии с технологией, разработанной для данной конструкции. 6.21.10. Заварку дефектных участков шва следует производить только после подогрева металла соединения до 180-200°С. 6.22. Сварка узлов примыканий в северном исполнении6.22.1. Для сооружений, монтируемых в северном исполнении, следует применять арматурные стержни и прокат, допущенный к его использованию при температуре до минус 65° С. 6.22.2. При сварке стыковых соединений арматуры следует руководствоваться положениями раздела 6 и приложения 2. 6.22.3. Заготовку металлопроката и изготовление закладных изделий, включающих листовой и фасонный прокат и арматурные стержни, или только листовой и фасонный прокат следует производить в закрытых помещениях при положительной температуре. Величина неровностей, шероховатостей, заусенец и завалов допускается размером не более 0,5 мм. 6.22.4. При кислородной резке заготовок из низколегированной стали на открытом воздухе и отрицательной температуре рекомендуется производить сопутствующий подогрев. 6.22.5. При необходимости исправить кромки нарезанных заготовок. Последнее осуществляется абразивным кругом, при этом следу от обработки должны быть направлены вдоль кромок, на которые впоследствии будет наплавлен шов. 6.22.6. Очистку свариваемых кромок, сборку элементов закладных изделий и их сварку следует производить с интервалом времени не более 24 ч. 6.22.7. Применение прерывистых, вместо протяженных швов и дуговых прихваток запрещается. 6.22.8. Катеты угловых и нахлесточных швов не должны превышать наименьшую толщину соединяемых плоских элементов и приниматься не менее величин, приведенных в табл.6.31. Таблица 6.31
6.23. Требования к сварке закладных изделий защищенных слоем цинка в построечных условиях6.23.1. Оцинкованные стальные элементы закладных и соединительных деталей, собираемые внахлестку или втавр, должны прилегать плотно друг к другу. Зазор между свариваемыми плоскими элементами не должен превышать 0,5 мм. При толщине сопрягаемых оцинкованных элементов более 12 мм следует обеспечить зазор в местах наложения швов не более 1,5 мм. 6.23.2. Сварку оцинкованных стальных элементов закладных, деталей следует производить при максимальной силе тока, указанной в табл.6.28. Сварку, как правило, следует выполнять электродами с фтористо-кальциевым или рутиловым покрытиями, выбираемыми в соответствии с табл.3.1 и 3.3, а также приложения 5. 6.23.3. Монтажные швы и места с нарушенным при сварке цинковым покрытием следует защищать путем металлизации или протекторными обмазками в соответствии с указаниями проекта. ПРИЛОЖЕНИЕ 1 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
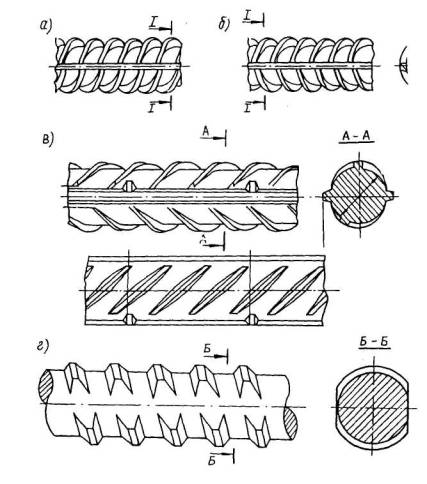
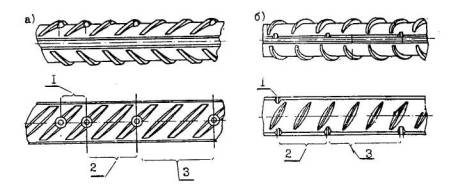
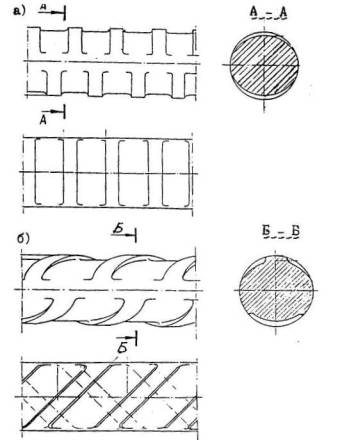
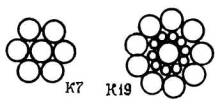
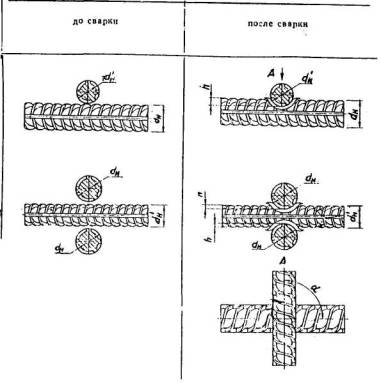
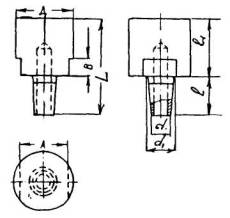

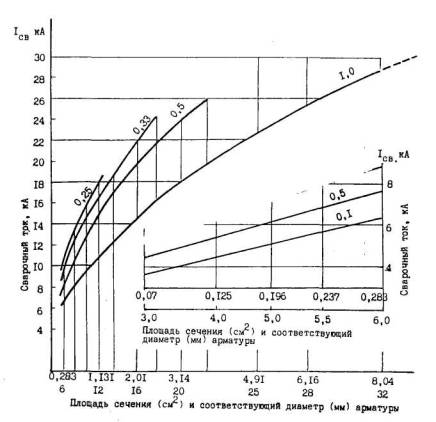
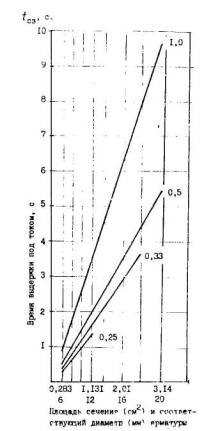
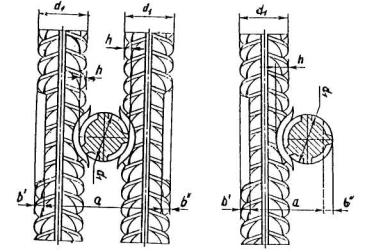


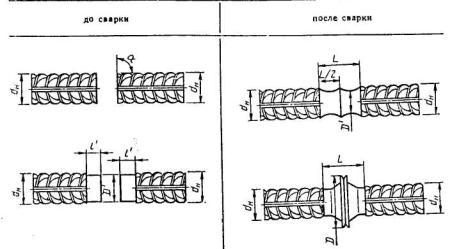
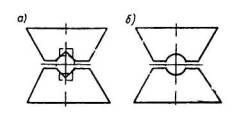
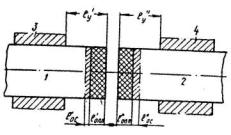



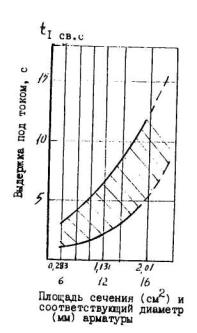
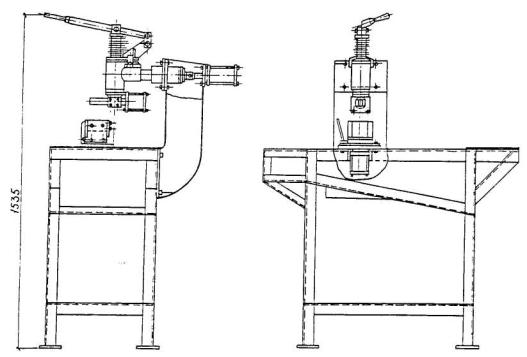
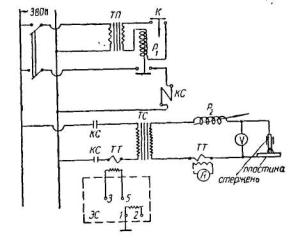
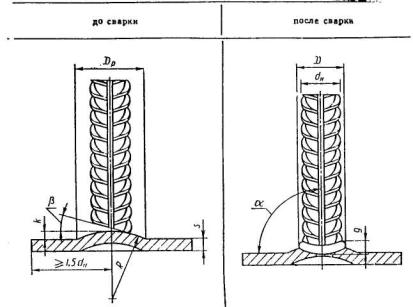



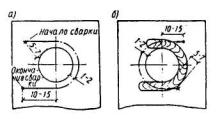


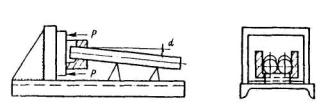
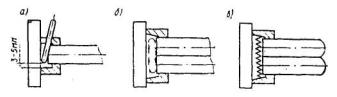
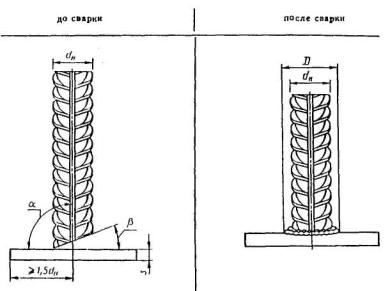


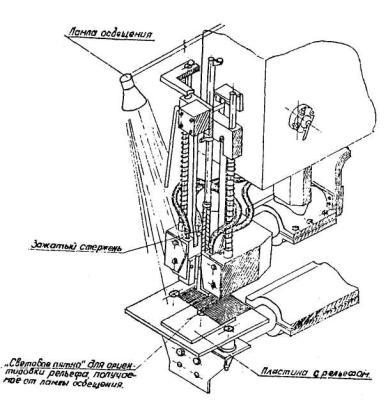





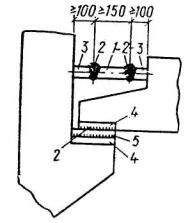

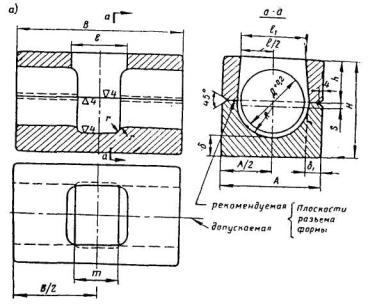


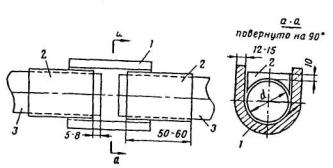
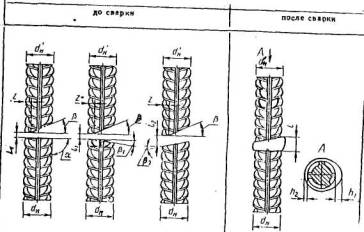
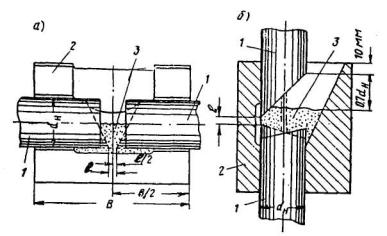
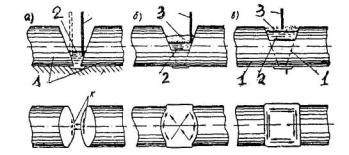
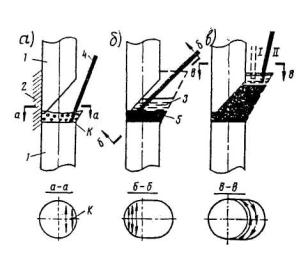
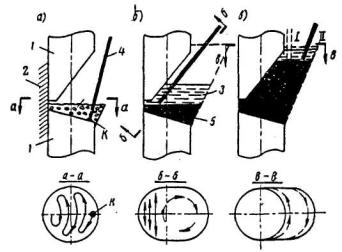


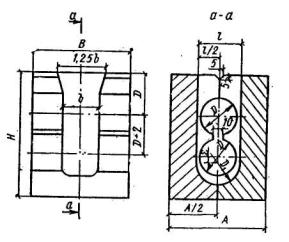




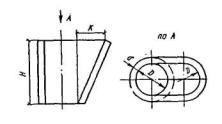
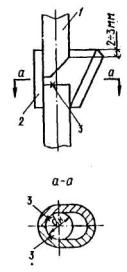
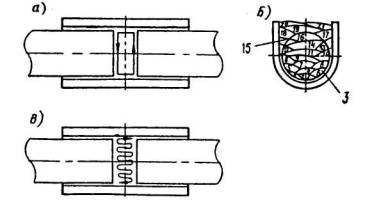
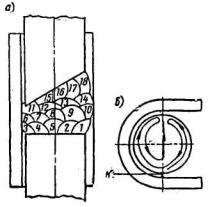
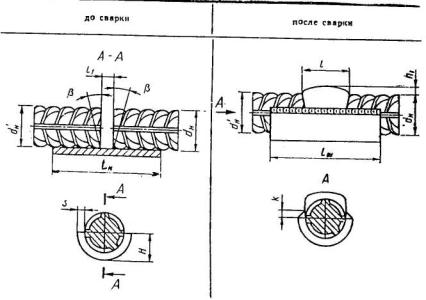

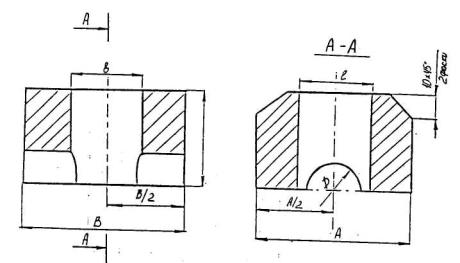
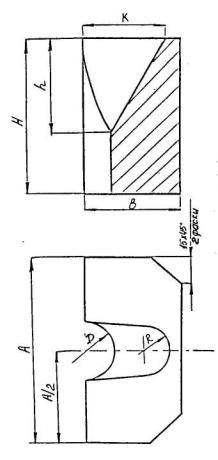
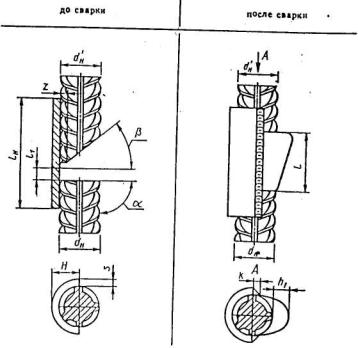
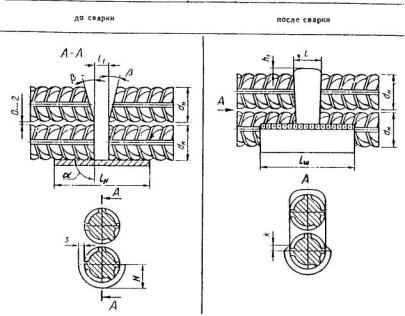
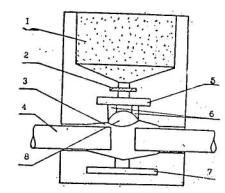

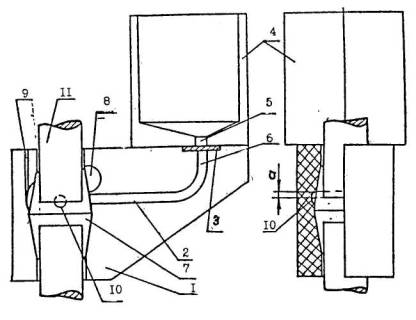
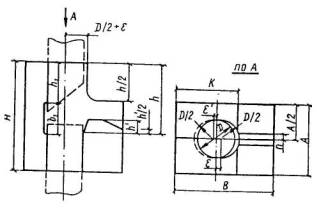



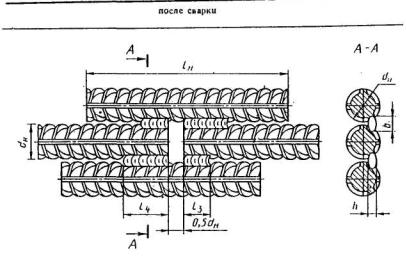



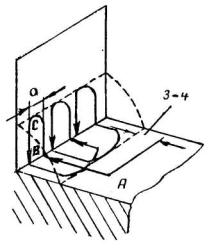
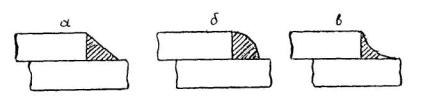
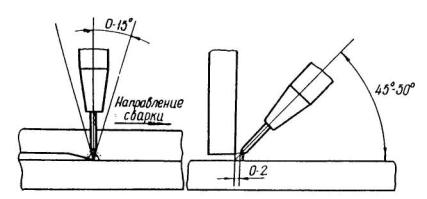
|
Термин |
Пояснение |
|
1 |
2 |
|
Ванная сварка |
Процесс, при котором расплавление торцов стыкуемых стержней происходит, в основном, за счет тепла ванны расплавленного металла. |
|
Ванная механизированная сварка |
Процесс ванной сварки, при котором подача сварочной проволоки в зону сварки производится автоматически, а управление дугой или держателем - вручную. |
|
Ванная одноэлектродная сварка |
Процесс ванной сварки, при котором электродный материал в виде одиночного (штучного) электрода подается в зону сварки вручную. |
|
Дуговая механизированная сварка порошковой проволокой |
Процесс сварки, при котором электродный материал в виде порошковой проволоки подается в зону сварки автоматически. |
|
Инвентарная форма |
Приспособление многоразового (медь, графит) использования, обеспечивающее формирование наплавленного металла при ванной сварке и легкое удаление после сварки. |
|
Стальная скоба-накладка |
Вспомогательный элемент, обеспечивающий формирование сварного шва, являющийся неотъемлемой частью соединения и воспринимающий часть нагрузки при работе соединения в конструкции. |
|
Крестообразное соединение |
Соединение стержней, сваренных в месте пересечения. |
|
Осадка (Н-, мм) стержней в крестообразных соединений |
Величина вдавливания стержней друг в друга на участке, нагретом при контактной сварке до пластического состояния. |
|
Комбинированные несущие и формующие элементы |
Элементы, состоящие из остающейся стальной полускобы накладки и инвентарной медной полуформы (детали). |
|
Дуговая механизированная сварка под флюсом без присадочного металла |
Процесс, в котором весь цикл сварки выполняется в заданном автоматическом режиме. |
|
Дуговая ручная сварка с малой механизацией под флюсом без присадочного металла |
Процесс, в котором вспомогательные операции частично механизированы, а весь цикл сварки выполняется вручную. |
ПРИЛОЖЕНИЕ 2
Справочное
Оценка эксплуатационных качеств сварных соединений
Комплексная оценка в баллах эксплуатационных качеств сварных соединений (прочность, пластичность, ударная вязкость, металлографические факторы и др.) в зависимости от типа соединения и способа сварки, марки стали и диаметра арматуры, а также температуры эксплуатации (изготовления) при статических нагрузках приведена в табл. При оценке эксплуатационных качеств при многократно повторяемых нагрузках значения баллов следует ориентировочно снижать на один по сравнению с принятыми значениями при статических нагрузках. При этом дополнительно следует пользоваться нормативными документами на проектирование железобетонных конструкций зданий и сооружений различного назначения.
Баллы для сварных соединений арматуры назначены из условия соблюдения регламентированной технологии изготовления арматурных и закладных изделий.
Для сварных соединений горячекатаной арматурной стали:
5 - гарантируется равнопрочность исходному металлу и пластичное разрушение;
4 - сварное соединение удовлетворяет требованиям ГОСТ 5781-82, предъявляемым к стали в исходном состоянии;
3 - сварное соединение удовлетворяет требованиям ГОСТ 10922-90, предъявляемым к сварным соединениям.
Для сварных соединений термомеханически упрочненной арматурной стали:
5 - сварное соединение удовлетворяет требованиям ГОСТ 10884-81 - предъявляемым к стали в исходном состоянии, и характеризуется пластичным разрушением;
4 - временное сопротивление разрыву сварного соединения может быть ниже нормируемого по ГОСТ 10884-81 до 5%;
3 - временное сопротивление разрыву сварного соединения может быть ниже нормируемого по ГОСТ 10884-81 до 10%.
Примечания: 1. Эксплуатационные качества всех типов сварных соединения арматуры класса A-I марок Ст3сп и Ст3пс должны оцениваться также, как арматуры класса A-II марок 10ГТ, а класса A-I марки Ст3кп как арматуры класса A-II марки Ст5сп
2. Эксплуатационные качества крестообразных соединений проволочной арматуры классов Вр-1 и Вр-600 настоящим приложением не регламентируют в связи с отсутствием требований к химическому составу стали. Требования к качеству таких соединений приведены в ГОСТ 10922.
3. Арматура класса A-II марки 10ГТ может применяться до температуры минус 70°С включительно.
4. Сварные соединения арматуры класса Ат-VСК оценивают на один балл ниже соединений из арматуры класса Ат-V при температуре эксплуатации до минус 40°С включительно.
5. Сварные соединения С16-Мо, С18-Мо и Н4-Ка оценивают на один балл ниже соединений, приведенных в той же группе.
6. Буквы НД, ТН и Щ соответственно обозначают, что соединения к применению не допускаются, соединения технологически невыполнимы и соединения, применение которых нецелесообразно.
|
Обозначение соединения |
Температура эксплуатации (изготовления),°С |
Арматурные стали, классы, марки, диаметры, мм |
|||||||||||||||||
|
А-II |
А-III |
Ат-IIIС |
А-IV |
Ат-IVС |
А-V |
Ат-V |
A-VI |
Ат-VI |
|||||||||||
|
Ст5сп |
Ст5пс, Ст5Гпс |
10ГС |
35ГС |
25Г2С |
Ст5сп, Ст5пс |
20ХГ2Ц 20ХГ2Т |
25Г2С, 27ГС,28С |
23Х2Г2Т |
20ГС, 20ГС2 |
22Х2Г2С до 22 |
20ГС 20ГС2, до 32 |
||||||||
|
До 28 |
До 40 |
До 28 |
До 40 |
До 32 |
До 18 |
До 28 |
До 40 |
До 18 |
До 28 |
До 40 |
До 32 |
||||||||
|
K1-Kт K2-Kт |
Выше 0 |
5 |
4 |
4 |
5 |
5 |
4 |
5 |
5 |
4 |
5 |
НД |
5 |
НД |
4 |
ид |
4 |
||
|
До -30 |
3 |
4 |
4 |
||||||||||||||||
|
До -40 |
4 |
3 |
НД |
3 |
4 |
3 |
4 |
4 |
3 |
3 |
|||||||||
|
До -55 |
НД |
НД |
3 |
НД |
НД |
||||||||||||||
|
К3-Рр |
Выше 0 |
3 |
НД |
3 |
НД |
5 |
НД |
3 |
НД |
4 |
НД |
4 |
НД |
3 |
НД |
||||
|
Ниже 0 |
НД |
||||||||||||||||||
|
C1-Ко С2-Кн С3-Км С4-Кп |
Выше 0 |
5 |
4 |
5 |
5 |
4 |
5 |
4 |
5 |
4 |
5 |
4 |
НД |
3 |
НД |
||||
|
До -30 |
3 |
||||||||||||||||||
|
До -40 |
4 |
НД |
4 |
3 |
4 |
3 |
4 |
3 |
4 |
3 |
НД |
||||||||
|
До -55 |
НД |
НД |
3 |
НД |
3 |
НД |
3 |
||||||||||||
|
С5-Мф С6-Мл С7-Рв С8-Мф С9-Мп C10-Рв |
Выше 0 |
5 |
4 |
4 |
5 |
тн |
5 |
4 |
ТН |
5 |
4 |
НД |
|||||||
|
До -30 |
4 |
3 |
4 |
3 |
4 |
3 |
|||||||||||||
|
До - 40 |
3 |
НД |
3 |
||||||||||||||||
|
До -55 |
НД |
НД |
3 |
||||||||||||||||
|
С11-Мф С12-Мп С13-Рв |
Выше 0 |
НЦ |
3 |
НЦ |
4 |
НЦ |
|||||||||||||
|
До -30 |
3 |
||||||||||||||||||
|
До -10 |
|||||||||||||||||||
|
До -55 |
НД |
||||||||||||||||||
|
Обозначение соединения |
Температура эксплуатации (изготовления),°С |
Арматурные стали, классы, марки, диаметры, мм |
|||||||||||||||||
|
А-II |
А-III |
Ат-IIIС |
А-IV |
Ат-IVС |
А-V |
Ат-V |
A-VI |
Ат-VI |
|||||||||||
|
Ст5сп |
Ст5пс, Ст5Гпс |
10ГС до 32 |
35ГС |
25Г2С |
Ст5сп, Ст5пс |
20ХГ2Ц 20ХГ2Т |
25Г2С, 27ГС,28С |
23Х2Г2Т |
20ГС, 20ГС2 |
22Х2Г2С до 22 |
20ГС 20ГС2, до 32 |
||||||||
|
До 28 |
До 40 |
ДО 28 |
До 40 |
До 18 |
До 28 |
До 40 |
До 18 |
До 28 |
До 40 |
До 32 |
|||||||||
|
С14-Мп C15-Pc С16-Мо С17-Мп C18-Mo C19-Pм |
Выше 0 |
5 |
4 |
|
5 |
ТН |
5 |
3 |
ТН |
5 |
4 |
5 |
НД |
||||||
|
До -30 |
4 |
3 |
4 |
4 |
3 |
||||||||||||||
|
До -40 |
3 |
НД |
3 |
4 |
|||||||||||||||
|
До -55 |
НД |
НД |
3 |
3 |
|||||||||||||||
|
С20-Рм |
Выше 0 |
5 |
5 |
4 |
4 |
5 |
ТН |
5 |
4 |
ТН |
5 |
5 |
НД |
||||||
|
До -30 |
4 |
3 |
4 |
4 |
|||||||||||||||
|
До -40 |
4 |
3 |
3 |
3 |
4 |
||||||||||||||
|
До -55 |
НД |
4 |
НД |
3 |
3 |
||||||||||||||
|
C21-Pн |
Выше 0 |
6 |
5 |
5 |
4 |
5 |
5 |
4 |
5 |
5 |
5 |
4 |
5 |
4 |
4 |
||||
|
До -30 |
4 |
4 |
4 |
3 |
|||||||||||||||
|
До -40 |
4 |
3 |
4 |
3 |
4 |
4 |
3 |
4 |
3 |
3 |
|||||||||
|
До -55 |
3 |
3 |
3 |
НД |
НД |
НД |
НД |
||||||||||||
|
С22-Ру |
Выше 0 |
нц |
4 |
НД |
4 |
||||||||||||||
|
До -30 |
3 |
3 |
|||||||||||||||||
|
До -40 |
|||||||||||||||||||
|
До -55 |
НД |
НД |
|||||||||||||||||
|
С23-Рэ |
Выше 0 |
4 |
НД |
4 |
НД |
5 |
4 |
НД |
4 |
НД |
4 |
НД |
4 |
НД |
|||||
|
До -30 |
3 |
||||||||||||||||||
|
До -40 |
3 |
НД |
4 |
3 |
3 |
3 |
3 |
||||||||||||
|
До -55 |
НД |
НД |
|||||||||||||||||
|
Обозначение соединения |
Температура эксплуатации (изготовления),°С |
Арматурные стали, классы, марки, диаметры, мм |
|||||||||||||||||
|
А-II |
А-III |
Ат-IIIС |
А-IV |
Ат-IVС |
А-V |
Ат-V |
A-VI |
Ат-VI |
|||||||||||
|
Ст5сп |
Ст5пс, Ст5Гпс |
10ГС до 32 |
35ГС |
25Г2С |
Ст5сп, Ст5пс |
20ХГ2Ц 20ХГ2Т |
25Г2С, 27ГС,28С |
23Х2Г2Т |
20ГС, 20ГС2 |
22Х2Г2С до 22 |
20ГС 20ГС2, до 32 |
||||||||
|
До 28 |
До 40 |
До 28 |
До 40 |
До 18 |
До 28 |
До 40 |
До 18 |
До 28 |
До 40 |
До 32 |
|||||||||
|
С24-Мф С25-Мп С26-Рс С27-Мф С28-Мп С29-Рс |
Выше 0 |
5 |
5 |
5 |
5 |
5 |
тн |
5 |
4 |
ТН |
5 |
4 |
5 |
НД |
|||||
|
До -30 |
4 |
4 |
|||||||||||||||||
|
До -40 |
4 |
3 |
4 |
3 |
4 |
||||||||||||||
|
До -55 |
3 |
3 |
3 |
4 |
|||||||||||||||
|
С30-Мф C31-Мп С32-Рс |
Выше 0 |
НЦ |
4 |
НЦ |
4 |
НД |
|||||||||||||
|
До -30 |
3 |
3 |
|||||||||||||||||
|
До -40 |
|||||||||||||||||||
|
До -55 |
НД |
НД |
|||||||||||||||||
|
H1-Рш |
Выше 0 |
4 |
3 |
4 |
3 |
5 |
5 |
4 |
3 |
5 |
4 |
4 |
5 |
4 |
5 |
4 |
|||
|
До -30 |
3 |
3 |
3 |
3 |
|||||||||||||||
|
До -40 |
3 |
НД |
4 |
3 |
4 |
3 |
4 |
4 |
|||||||||||
|
До -55 |
4 |
НД |
3 |
НД |
3 |
НД |
3 |
НД |
|||||||||||
|
Н2-Кр Н3-Кп Н4-Ка |
Выше 0 |
5 |
НД |
5 |
НД |
5 |
5 |
НД |
5 |
НД |
5 |
НД |
|||||||
|
До -30 |
|||||||||||||||||||
|
До -40 |
4 |
4 |
4 |
4 |
4 |
||||||||||||||
|
До -55 |
3 |
3 |
3 |
||||||||||||||||
|
Т1-Мф Т2-Рф Т3-Мж |
Выше 0 |
5 |
4 |
5 |
4 |
3 |
5 |
4 |
4 |
НД |
|||||||||
|
До -30 |
4 |
3 |
НД |
4 |
3 |
||||||||||||||
|
До -40 |
3 |
3 |
|||||||||||||||||
|
До -55 |
НД |
4 |
НД |
НД |
|||||||||||||||
|
Т6-Кс |
Выше 0 |
5 |
НД |
4 |
НД |
5 |
4 |
НД |
5 |
4 |
НД |
||||||||
|
До -30 |
|||||||||||||||||||
|
До -40 |
4 |
3 |
3 |
4 |
3 |
||||||||||||||
|
До -55 |
3 |
4 |
3 |
||||||||||||||||
|
Обозначение соединения |
Температура эксплуатации (изготовления),°С |
Арматурные стали, классы, марки, диаметры, мм |
|||||||||||||||||
|
А-II |
А-III |
Ат-IIIС |
А-IV |
Ат-IVС |
А-V |
Ат-V |
A-VI |
Ат-VI |
|||||||||||
|
Ст5сп |
Ст5пс, Ст5Гпс |
10ГС до 32 |
35ГС |
25Г2С |
Ст5сп, Ст5пс |
20ХГ2Ц 20ХГ2Т |
25Г2С, 27ГС,28С |
23Х2Г2Т |
20ГС, 20ГС2 |
22Х2Г2С до 22 |
20ГС 20ГС2, до 32 |
22Х2Г2С до 22 |
20ГС 20ГС2, до 32 |
||||||
|
До 28 |
До 40 |
До 28 |
До 40 |
До 18 |
До 28 |
До 40 |
До 18 |
До 28 |
До 40 |
до 32 |
|||||||||
|
Т7-Ко |
Выше 0 |
5 |
4 |
5 |
4 |
5 |
4 |
4 |
5 |
4 |
4 |
5 |
НД |
||||||
|
До -30 |
4 |
3 |
3 |
||||||||||||||||
|
До -40 |
4 |
3 |
3 |
3 |
4 |
3 |
4 |
||||||||||||
|
До -55 |
3 |
НД |
3 |
НД |
4 |
НД |
3 |
НД |
|||||||||||
|
Т8-Мв Т9-Рв |
Выше 0 |
5 |
4 |
5 |
4 |
5 |
5 |
4 |
5 |
4 |
3 |
НД |
|||||||
|
До -30 |
4 |
||||||||||||||||||
|
До -40 |
4 |
3 |
4 |
3 |
3 |
4 |
3 |
||||||||||||
|
До -55 |
3 |
3 |
4 |
3 |
3 |
||||||||||||||
|
Т10-Мс Т11-Мц Т12-Рэ |
Выше 0 |
5 |
4 |
4 |
5 |
4 |
5 |
4 |
3 |
НД |
|||||||||
|
До -30 |
4 |
3 |
4 |
||||||||||||||||
|
До -40 |
3 |
3 |
НД |
3 |
3 |
||||||||||||||
|
До -55 |
НД |
НД |
4 |
НД |
3 |
НД |
|||||||||||||
|
Т13-Рк |
Выше 0 |
5 |
4 |
4 |
5 |
НЦ |
5 |
4 |
НЦ |
5 |
4 |
НД |
|||||||
|
До -30 |
4 |
3 |
4 |
4 |
|||||||||||||||
|
До -40 |
3 |
НД |
3 |
3 |
3 |
||||||||||||||
|
До -55 |
3 |
НД |
4 |
НД |
3 |
||||||||||||||
ПРИЛОЖЕНИЕ 3
Справочное
Эксплуатация сварочного оборудования*
Содержание настоящего приложения частично заимствовано из РТМЭ40-1-80 "Эксплуатация и ремонт сварочного оборудования", М. 1983 г.
Настоящее приложение должно использоваться при подготовке к эксплуатации, наладке и ремонту оборудования для дуговой, контактной точечной и стыковой сварки при изготовлении изделий из стержневой арматуры и монтаже железобетонных конструкций.
1. Основные положения
1.1. Перед началом эксплуатации нового или длительное время не используемого, в том числе не нового оборудования, его следует расконсервировать, проверить на соответствие требованиям технической паспорта, описания оборудования и инструкции по эксплуатации. Подтянуть все крепежные соединения, проверить наличие смазки в узлах и механизмах.
1.2. Не законсервированное и длительное время не эксплуатировавшееся оборудование, перед пуском в работу подлежит вскрытию и по следующему осмотру. При обнаружении неисправности такое оборудование следует разобрать и составить ремонтную ведомость.
1.3. Под наладкой оборудования следует понимать необходимость в регулировании отдельных узлов и аппаратуры управления с целью обеспечения, регламентированного паспортными данными, полного диапазона технологических параметров сварки.
1.4. Техническое обслуживание предусматривает систематический уход за оборудованием в процессе эксплуатации и поддержания его в рабочем состоянии в промежутках между плановым ремонтом.
1.5. Плановый ремонт обеспечивает работоспособность оборудования за счет замены или восстановления изношенных деталей и узлов оборудования и последующей его наладки.
2. Общие положения подготовки оборудования к пуску
Перед началом эксплуатации сварочного оборудования необходимо:
2.1. Расконсервировать оборудование, очистить его от пыли продувкой сухим сжатым воздухом, протереть чистой мягкой ветошью, подтянуть крепежные соединения, проверить наличие смазки в трущихся частях механизмов.
При необходимости подкрасить поврежденные места предварительно очистить их от коррозии и обезжирить.
2.2. Проверить мегометром соответствие паспортным данным сопротивления изоляции и контактных участков всех электрических цепей относительно корпуса. При необходимости следует просушить изоляцию обдувом теплым воздухом; обеспечить качественные электрические контакты в токоведущих частях оборудования.
2.3. Обеспечить надежное заземление установки; проверить состояние измерительных приборов наружной электроподводки и контактов.
2.4. Проверить исправность и состояние всех элементов схемы.
2.5. Проверить соответствие напряжения питающей сети паспортным данным оборудования.
2.6. Проверить наличие смазки в подшипниках, редукторах, коробках скоростей и других соответствующих механизмах.
2.7. Убедиться в отсутствии короткого замыкания в сварочной цепи.
2.8. Обеспечить подключение оборудования к питающей сети в соответствии с электрической схемой, паспортными данными и инструкции по эксплуатации.
3. Подготовка к пуску контактных машин
Перед началом эксплуатации контактных машин необходимо:
3.1. Измерить сопротивление сварочного контура. Сопротивление контура вместе с вторичным витком сварочного трансформатора следует измерить при номинальном усилии сжатия на электродах, между которыми нужно поместить пластинку изоляционного материала. Измеренное сопротивление не должно превышать установленных норм, приведенному в паспорте машины.
3.2. Осмотреть узлы (механизмы) создания усилия сжатия на электродах. Проверить плотность соединений в пневмо-системе и стабильность ее работы, которая зависит так же от стабильности давления сжатого воздуха и исправности воздушных редукторов. Проверку следует осуществлять при отключенной сварочной цепи.
3.3. Проверить гидравлическую систему аппаратуры на герметичность. Признаками нарушения герметичности являются наличие следов подтекания масла и понижение его уровня в емкостях (цилиндрах, лубрикаторах и пр.).
3.4. Измерить прогиб нижней консоли точечной машины, смещение или сдвиг одного электрода относительно другого при включении системы машины без тока и усилия на электродах не менее половины от максимального допустимого.
3.5. Проверить чистоту поверхности электродов и их контактные поверхности, отсутствие люфтов.
3.6. Проверить системы охлаждения машины и электродных узлов.
3.7. Проверить взаимодействие элементов пускорегулирующей аппаратуры с узлами машины и пределы регулирования технологических параметров сварки.
4. Подготовка к пуску сварочных полуавтоматов
Перед началом эксплуатации полуавтоматов необходимо дополнительно к положениям пункта 2 нужно проверить:
4.1. Исправность систем подачи сварочной проволоки, флюса или газовых смесей, наличие сменных (запасных) шлангов для проволоки разных диаметров, набора наконечников.
4.2. Проверить смазку в редукторе подачи проволоки, убедиться в наличие полного комплекта сменных шестерен.
4.3. Проверить взаимодействие электрической схемы с работой узлов полуавтомата, систем изменения технологических параметров режимов сварки.
5. Наладка оборудования
Настройку оборудования целесообразно осуществлять, предварительно определив номенклатуру выпускаемых изделий, сконцентрировав однотипные или близкие к таковым по конструктивным признакам. Такие изделия следует изготавливать на закрепленном за ними оборудовании. Настройку контактных точечных машин следует осуществлять в следующей последовательности:
5.1. Установки необходимого вылета и раствора электродов, т.е. размеров сварочного контура. Размеры сварочного контура должны быть минимальными, но удобными для сварки.
5.2. Настройка привода сжатия производится при отключенном сварочном трансформаторе. Положение поршня пневмоцилиндра должно обеспечивать подъем верхнего электрода на 15-20 мм большим, чем суммарная высота собранных под сварку стержней. Настройку пневматической системы производят дросселирующими клапанами, добиваясь плавной и безударной работы электродов, при максимально возможной скорости их хода.
5.3. Параметры режимов сварки: сварочный ток, выдержку под током, усилие сжатия электродами их диаметры и пр. устанавливают в соответствии с указаниями раздела 4 настоящих РТМ. Выбранные режимы проверяют по результатам испытаний натурных образцов сварных соединений на статистическую прочность проверяют на соответствие требованиям ГОСТ 10922-90 и при необходимости корректируют один из основных параметров: сварочный ток или время выдержки под током, используя настоящие РТМ.
5.4. Настройка контактных стыковых машин включает: установку губок (электродов) в горизонтальной и вертикальной плоскостях, проверки работы вариатора скорости перемещения подвижкой плиты на заданный режим, настройку необходимой величины сварочного тока (ступени трансформатора) и настройка эксцентрикового кулачка на режим оплавления и выключения сварочного тока. На выбранном режиме сваривают пробные образцы в соответствии с требованиями настоящих РТМ.
5.5. При подготовке полуавтоматов к работе в дополнение к положениям раздела 2 и 4 следует убедиться в правильности установленных на оборудовании технологических параметров режимов сварки, а именно: сварочного тока, напряжения, скорости подачи электродной проволоки. Настроив полуавтомат следует сварить и испытать пробные образцы соединений, выполнив образцы имитирующие рабочие соединения в соответствии с ГОСТ 14098-91 и ГОСТ 10922-90.
6. Общие технические требования по обслуживанию сварочного оборудования
6.1. Для обеспечения длительной и оптимальной эксплуатации сварочного оборудования необходимо обеспечить его повседневное обслуживание. В общем виде оно заключается в нижеследующем:
- необходимо ежедневно перед началом работы осмотреть любой тип сварочного оборудования для того, чтобы убедиться в отсутствии мелких неисправностей, нарушения заземления, наличия посторонних предметов, надежного крепления кабелей, отсутствия протекания охлаждающей воды при нормальной ее подаче;
- один раз в месяц следует очистить оборудование от пыли и грязи, продуть сухим воздухом, в доступных местах протереть чистой мягкой ветошью. Следует проверить состояние электрических контактов.
6.2. Проверку оборудования, как правило, осуществляют через один, три и шесть месяцев. Затем такой цикл проверок повторяется.
6.3. После эксплуатации оборудования в течении указанных межпроверочных сроков, следует установить график осмотра и проверки электрических, пневматических и гидравлических систем машин, надежность защиты их от радиопомех, смазки трущихся деталей в подвижных узлах механизмов, замены различных жировых смазок, замены контактных щеток, подачи воды по всей водоохлаждаемой системе и т.д.
6.4. Составление графиков планово-предупредительных ремонтов обеспечивается отделами главных механика и энергетика одновременно разрабатываются нормы трудоемкости ремонта оборудования и все это утверждается главным инженером предприятия. Ниже приведены типовые формы документации на различные виды работ, обеспечивающих рациональную эксплуатацию сварочного оборудования.
ФОРМЫ ДОКУМЕНТАЦИИ
(рекомендуемые)
Для обеспечения рациональной системы эксплуатации сварочного и вспомогательного оборудования разрабатывают график ремонта, при этом фиксируют:
наименование и виды оборудования (тип), инвентарный номер оборудования, год выпуска, год ввода в эксплуатацию, сменность работы, категория сложности ремонта, установленный межремонтный цикл, вид и дата последнего ремонта.
Перечисленное вносится в помесячный график планового и фактического годового ремонта. Ниже представлены ориентировочные формы документации.
Форма 1.
АКТ
закрепления оборудования
"___"________199 г.
Цех (участок, мастерская)______________________________________________________
Наименование оборудования ___________________________________________________
Инвентарный № ________________Фирма_________________________________________
Марка (тип)__________________________________________________________________
Краткая характеристика________________________________________________________
Стоимость оборудования_______________________________________________________
Закрепляется за рабочим
Фамилия, имя, отчество ________________________________________________________
Специальность________________________________________________________________
Стаж работы _________________ № пропуска______________________________________
№ табеля ________________________________________________________
на полную материальную ответственность, на сохранность и эксплуатацию.
Принял__________________(подпись)
Сдал нач. цеха .___________(подпись)
(гл. механик, энергетик)
Форма 2
Журнал
передачи смены и регистрации замеченных
неисправностей сварочного оборудования
|
Дата и смена |
Наименование, инвентарный номер оборудования |
Обнаруженные неисправности |
Отметка об устранении |
Причина неисправности |
Подписи передающего и принимающего смену |
Отметки |
|
|
мастера по сварке |
начальника и энергетика (механика) цеха |
||||||
Форма 3
Ведомость
неисправностей сварочного оборудования,
передаваемого в ремонт
"___"________199_г.
Наименование оборудования________________________________________
Марка, тип______________________________________________________
Инвентарный №_______________ Заводской №_________________________
|
Краткое описание ремонта |
Детали (узлы,) подлежащие проверке |
|
|
Наименование |
Количество |
|
|
|
|
|
Подписи:
Форма 4
АКТ
приемки сварочного оборудования
после капитального ремонта
"___"_______199__г.
Комиссия в составе:
Энергетика цеха________________________________________________________
Механика цеха_________________________________________________________
Производственного мастера цеха,__________________________________________
Представителя контрольной лаборатории___________________________________
(ОТК)_________________________________________________________________
составила настоящий акт о приемке из
ремонта _____________________ тип_____________________________________________
Заводской № _________________ Инвентарный № __________________________________
Согласно дефектной ведомости__________________________________________________
отремонтирован и сдан в эксплуатацию.
Ремонтные работы проведены в следующем объеме: ________________________________
Проверка и испытания показали следующее________________________________________
Плановая стоимость ремонта _________________ руб. _______________________________
Фактические затраты по ремонту_________________________________________________
Ремонт произведен мастером ____________________________________________________
Подписи
ПРИЛОЖЕНИЕ 4
Справочное
Самозащитные порошковые проволоки для механизированной сварки углеродистых и низколегированных сталей
|
Марка проволоки |
Диаметр, мм |
Пространственное положение при сварке |
Механические свойства металлического шва |
Рекомендуемые области применения |
|||
|
sв, МПа |
sт, МПа |
d5, % |
KCU+20, Дж/см2 |
||||
|
ПП-АН3 |
2,8 и 3,0 |
нижние |
500 |
- |
27,0 |
160 |
Сварка протяженными швами стыковых с круглыми накладками, нахлесточных соединений арматуры и закладных изделий, тавровых соединений в зинкованное отверстие, а также соединительных элементов в монтажных условиях. Стыковая комбинированная сварка арматуры (типы С25-Мп, C28-Мп и С30-Мп по ГОСТ 14098-91). |
|
ПП-АН7 |
2,0 и 2,3 |
все кроме потолочного |
510 |
|
25,0 |
170 |
|
|
ПП-АН11 |
2,0 и 2,4 |
все |
520 |
- |
24,0 |
180 |
|
|
ПП-2ДСК |
2,4 |
все кроме потолочного |
500 |
|
22,0 |
140 |
|
|
СП-3 |
2,2 и 2,6 |
нижнее |
530 |
440 |
20,0 |
80 |
|
|
ПП-АН19Н |
3,0 |
|
490 |
400 |
23,0 |
84 |
|
|
СП-9 |
2,8 |
нижнее |
600 |
540 |
18,0 |
57 |
То же и все виды многослойной сварки в формующих элементах или без них по ГОСТ 14098-91 |
|
ППТ-9 |
2,6 |
нижнее |
585 |
510 |
20,0 |
90 |
|
|
ПП-АН19 |
2,4 |
все кроме сверху вниз |
590 |
460 |
20,0 |
127 |
Все виды ванной сварки в формующих устройствах, а также комбинированная сварка стыковых соединений арматуры (типы С25-Мп, C28-Мп и С30-Мп по ГОСТ 14098-91) |
|
ПП-АН24СМ |
2,3 |
все кроме сверху вниз |
590-650 |
440 |
20,0 |
80 |
|
|
ПП-АН30С |
2,3 |
все кроме сверху вниз |
690 |
540 |
16,0 |
80 |
|
Примечание. Всеми перечисленными проволоками сварка выполняется на постоянном токе обратной полярности.
ПРИЛОЖЕНИЕ 5
Справочное
Составлено по изданию УНИО-МЕТАЛ "Сварочные материалы для строительства. Каталог Электроды, Флюс, Порошковая проволока.
Москва, 1991 г., под редакцией З.А. Сидлина и В.Д. Тарлинского.
Электроды для сварки углеродистых и низколегированных сталей
|
Марка электрода |
Тип электрода |
Род и полярность тока |
Пространственное положение при сварке |
Механические свойства металла шва |
Режим прокалки |
Производительность, кг/ч |
Условное обозначение завода изготовителя |
|||||
|
sв, МПа |
sт, МПа |
d5, % |
y, % |
KCU+20, Дж/см2 |
||||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
6 |
9 |
10 |
11 |
12 |
|
|
03С -23 |
Э42 |
Постоянный, переменный; обратная |
Все, кроме сверху вниз |
440 |
350 |
20,0 |
|
98 |
140°С, 0,7 ч. |
- |
1 |
|
|
АН0-5 |
Э42 |
Постоянный, переменный; прямая, обратная |
-"- |
450 |
343 |
25,0 |
60 |
127 |
180°С, 1 ч. |
2,7 |
2 |
|
|
АН0-6 |
Э42 |
Постоянный, переменный; прямая, обратная |
Все; кроме сверху вниз |
412 |
358 |
22,0 |
60 |
118 |
180°С, 1 ч. |
2,2 |
4 2 5 |
|
|
АН0-4 |
Э46 |
-"- |
-"- |
460 |
360 |
22,0 |
65 |
147 |
180°С, 1 ч. |
1,9 |
2 3 |
|
|
AH0-14 |
Э46 |
-"- |
-"- |
451 |
362 |
26,0 |
60 |
147 |
200°С, 1 ч. |
1.9 |
4 2 3 |
|
|
AH0-18 |
Э46 |
-"- |
-"- |
470 |
373 |
22,0 |
60 |
127 |
180°С, 1 ч. |
2,4 |
4 2 |
|
|
03С-4 |
Э46 |
-"- |
-"- |
526 |
436 |
25,1 |
|
134 |
140°С, 0,7 ч. |
2,0 |
6 7 8 |
|
|
03С-6 |
Э46 |
Постоянный, переменный, обратная |
-"- |
431 |
387 |
26,5 |
|
118 |
160°С, 1 Ч. |
1,5 |
6 |
|
|
03C-12 |
Э46 |
-"- |
Все |
527 |
420 |
25,0 |
|
134 |
160°С, 0,5 ч. |
1,7 |
9 |
|
|
03C-21 |
Э46 |
Постоянный, переменный, обратная |
Все, кроме сверху вниз |
481 |
373 |
25,0 |
- |
127 |
140°С |
1,7 |
1 |
|
|
МР-3 |
Э46 |
Постоянный, переменный, прямая, обратная |
-"- |
470 |
373 |
- |
- |
78 |
180°С, 1 ч. |
1,7 |
10 11 |
|
|
03C-20Р |
Э50А |
Постоянный, переменный, обратная |
Все |
516 |
433 |
28,9 |
- |
183 |
385°С, 1,5 ч. |
1,7 |
1 |
|
|
03C-18 |
Э50А |
-"- |
Все, кроме сверху вниз |
619 |
476 |
25,0 |
- |
251 |
270°С, 1 ч. |
1,5 |
1 |
|
|
03C-25 |
Э50А |
Постоянный, обратная |
-"- |
539 |
402 |
26,0 |
- |
221 |
270°С, 1 ч. |
1,5 |
1 |
|
|
03C-29 |
Э50А |
Постоянный, обратная |
Все, кроме сверху вниз |
549 |
- |
26,0 |
- |
177 |
370°С, 1,5 ч. |
1,6 |
1 |
|
|
УОНИ-13/55 |
Э50А |
-"- |
-"- |
540 |
410 |
26,0 |
65 |
200 |
350°С, 1 ч. |
1,5 |
12 13 14 |
|
|
УОНИ-13/55У |
Э55 |
Постоянный, переменный, обратная |
Нижнее |
593 |
446 |
23,5 |
- |
167 |
270°С, 1 ч. |
1,6 |
11 |
|
|
03C-24М |
Э60 |
Постоянный, обратная |
Все, кроме сверху вниз |
657 |
536 |
23,0 |
- |
197 |
370°С |
1,6 |
1 |
|
|
ВСФ-65У |
Э60 |
-"- |
-"- |
630 |
520 |
26,0 |
70 |
170 |
|
|
|
|
* 1. - Московский опытный сварочный завод (МОСЗ); 2. - Сталепрокатный завод им. Дзержинского (г.Одесса); 3. - Завод "Победа Труда" (г.Артёмовск, Донецкой обл.); 4,- Опытный завод сварочных материалов ИЭС им.Патона (г.Киев): 5. - Сулинский металлургический завод (г.Красный-Сулин, Ростовской обл.); 6. - Московский электродный завод (МЭЗ): 7. - Шадринское производственное объединение по ремонту тепловозов; 8. - Магнитогорский метизно-металлургический завод: 9. - Завод "Теплоход" (г.Бер, Горьковской обл.); 10. - Раменский механический завод (г.Раменское, Моск.обл.); 11. - Лосиноостровский электродный завод (г.Москва); 12. - Завод "Северная верфь" (г.Санкт-Петербург); 13. - НПО "Атомкотломаш" (г.Ростов-на-Дону); 14. - Орловский сталепрокатный завод (г.Орел); 15. - Бакинский завод глубоководных оснований (г.Баку).
ПРИЛОЖЕНИЕ 6
Сварочное оборудование
В настоящее приложение включено сварочное оборудование, специализированное и общего назначения, которое используется при сварке арматурных изделий в заводских условиях и узлов примыкания элементов железобетонных конструкций при их монтаже.
Таблицы приложения составлены по номенклатурным каталогам:
Серия 11. Электросварочное оборудование ПК 11.2.01-92 "Оборудование для электроконтактной сварки";
НК 11.1.01-91 "Оборудование для электродуговой сварки, резки и наплавки";
разработанным Всесоюзным научно-исследовательским институтом информации и технико-экономических исследований в промышленности (Информэлектро).
Кроме перечисленного, использовался каталог 1992 г. завода 'Электрик и отраслевые каталоги. Информэлектро" (телефон для справок в Москве 165-21-27, 165-30-30).
Таблица 1
Серийные специализированные многоточечные машины для контактной точечной сварки плоских сеток и каркасов
|
Конструктивные параметры арматурных изделий |
Типы машин |
|||||
|
MTM-I60 |
MTM-I66 |
МТМ-289 |
КТС-06* (МТМ-35) |
МТМ-32 |
МТМ-292 (МТМ-207) |
|
|
Ширина (габаритная), мм |
до 3800 |
1000-2650 |
до 2000 |
до 1650 |
1050-3050 |
100-750 |
|
Количество продольных стержней, шт. |
36 |
26 |
10 |
10 |
16 |
6(8) |
|
Шаг продольных стержней, мм |
- |
100 и более (кратное 50) |
100 и более |
100-1600 |
200 |
50-75 |
|
Шаг поперечных стержней, мм |
- |
60-300 100-400 |
100-400 |
50-600 |
100, 200, 300, 6000 |
80-400 |
|
Диаметр продольных стержней, мм |
3-12 |
3-8 |
3-й |
14-40 |
12-32 |
5-25 |
|
Диаметр поперечных стержней, мм |
3-10 |
3-6 |
3-6 |
6-12 |
8-14 |
4-12 |
Изготовители оборудования: завод "Электрик" МТМ-166, МТМ-2В9, КТС-06, МТМ-292, МТМ-35;
завод "ИЗТЭО" МТМ-32 и МТМ-207;
завод "Инжектор" MTM-160 и МТМ-207.
Таблица 2
Серийные одноточечные машины общего назначения, рекомендуемые для контактной точечной сварки плоских сеток и каркасов
|
Исходные конструктивные и технологические параметры |
Типы машин |
||
|
MT-1928 |
MT-2103 |
MT-3001 |
|
|
Габаритная ширина изделия при сварке в одном направлении (вылет электрода), мм |
500 |
1200 |
500 |
|
Наибольший вторичный ток, кА |
19 |
При стабилизации напряжения питающей сети 21+2,1; при наибольшем значении напряжения питающей сети без стабилизации 23,1 |
30 |
|
Класс и диаметры, мм, арматуры в сетках и каркасах |
Вр-1, А-1 от 4+4 до 16+16 |
Вр-1,А-1 на жестком режиме от 4+4 до 16+16 |
A-I от 6+6 до 25+25 |
|
A-II, A-III Ат-IIIС, Ат-IVС |
на мягком режиме до 22+22 |
||
|
от 6+6 до 12+12 |
A-II, A-III Ат-IIIС, Ат-IVС на жестком режиме до 12+12 на мягком режиме до 16+16 |
A-II, A-III от 6+6 до 18+18 Ат-IIIС, Ат-IVС до 18+18 |
|
Примечания: 1. При сварке арматурных изделий их ширина может быть увеличена в 2 раза при кантовании изделий на 180° и повторном движении его между электродами машины.
2. Оборудование для сварки закладных изделий следует назначать по наибольшему вторичному току, основываясь на режимах приведенных в разделе 5 настоящих РТМ.
3. Приведенное оборудование выпускается заводом "Электрик" г.Санкт-Петербург.
Таблица 3
Серийные машины для контактной точечной сварки, подвесные для сварки объемных арматурных каркасов
|
Исходные конструктивные и технологические параметры |
Тип машин |
|||||||
|
МТП-1110 |
МТП-1111 |
МТП-1401 |
МТП-1409 |
МТП-2401 (К-2438) |
МТП-2402 |
|||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
||
|
Наибольший вторичный ток, кА |
11 |
11 |
14 |
14 |
24 |
24 |
||
|
Номинальный сварочный ток, кА |
8 |
8 |
- |
12,5 |
- |
- |
||
|
Класс и диаметры, мм, арматуры в каркасах |
Bp-1, A-I |
жесткий режим до 6+6 мягкий режим до 16+16 |
|
минимальный 3+5 |
4+4 до 16+16 2/ |
14+14 14+40 |
до 16+40 |
|
|
A-II, A-III, Ат-IIIС, Ат-IVС |
до 8+8 |
|
максимальный 8+20 |
4+4 до 10+10 3/ |
||||
|
Тип используемых клещей |
КТП-8-1 КТП-8-2 КТП-8-6 КТП-8-7 |
КТГ-8-1 КТГ-8-2 КТГ-8-3 КТГ-8-4 |
Тип в каталоге не указан |
КТГ-12-3-1 КТГ-12-3-2 |
|
- |
||
|
Номинальный вылет, мм, соответственно с типом клещей |
205 50 30 37 |
206 104 39 37 |
80 |
150 300 |
70 |
37 |
||
|
Масса, кг, машины и соответственно клещей |
280 16 16 11,5 30 |
340 16 15 15 16 |
- 27 шкаф управления 190 |
400 17 21 |
|
300 90 |
||
|
90 шкаф управления 390 |
||||||||
Примечания: 1. Возможна сварка в кондукторах широких (длинных) нестандартных сеток.
2. Целесообразно сваривать, используя клещи КТГ-12-3-1.
3. То же, но клещи КТГ-12-3-2.
4. Изготовитель машин типа МТП-2401 Каховский завод электросварочного оборудования. Машины типа M3H-2402 - завод "Искра", остальные -завод электрик .
Таблица 4
Серийные машины для контактной стыковой сварки
|
Основные параметры машин и их технологические возможности |
Тип машин |
|||
|
MC0-201 |
МС0-606 |
МС-2008-04 |
MC0-711-272 1/ |
|
|
Наибольший вторичный ток, кА |
45 |
52 |
52 |
50 |
|
Номинальная потребляемая мощность, кВ.А |
200 |
- |
95 при ПВ - 50% |
60 |
|
Номинальное усилие осадки, даН |
2000 |
- |
61,7 (кН) |
7000 |
|
Диапазон свариваемых сечений, мм2 |
|
|
|
|
|
арматура класса |
|
|
|
|
|
A-I |
120-1400 |
100-2000 |
до 2000 |
200-500 |
|
А-II, А-III, Ат-IIIС и Ат-IVС |
120-800 |
|
|
|
|
Усилие зажатия, даН |
4000 |
|
96 (кН) |
20 000 |
|
Наибольшая скорость осадки, мм/с |
40 |
- |
- |
100 |
|
Скорость оплавления, мм/с |
0,5-5,0 |
- |
- |
0,2-10 |
1/ Специализированная машина для сварки непрерывным оплавлением стальных прутков диаметром от 16 до 25 мм в непрерывную штанговую колонну со снятием грата после сварки и последующей механической обработкой.
Примечание. Изготовитель машины типа MC0-201 - завод "Искра", машин типов МС0-606, МС-2008 и МC0-711-272 - Каховский завод электросварочного оборудования.
Таблица 5
Источники электропитания для электродуговой сварки
|
Выпрямители |
|||||||||
|
Тип источника |
Внешняя характеристика |
Напряжение, В |
Пределы регулирования сварочного тока, А |
Номинальные |
|
Температура окружающего воздуха, °С |
Завод изготовитель |
||
|
трехфазной сети |
холостого хода |
режим работы ПН, % |
рабочее напряжение (пределы регулирования), В |
потребляемая мощность, кВт |
|||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
|
ВД-201 |
падающая |
220 или 380 |
- |
30-200 |
|
28 |
9,8 |
от –40 до +40 |
"Искра" |
|
|
|
60 |
|
|
|||||
|
ВД-306 |
61-70 |
45-315 |
|
32 |
24 |
Вильнюсский |
|||
|
ДЦ-307 |
70 |
50-400 315 400 |
- 60 35 |
22-36 |
- |
||||
|
ВДГ-303 |
жесткая |
60 |
50-315 |
60 |
40 |
21 |
от -10 до +40 |
Симферопольский |
|
|
ВД-402 |
падающая |
80 |
50-470 |
36 |
- |
от -30 до +40 |
Тбилисский |
||
|
ВДУ-5052/ |
падающая жесткая |
220 или 380 |
85 |
50-500 60-500 |
60 |
22-46 18-50 |
40 |
от -40 до +40 |
"Электрик" |
|
ВДУ-506 |
падающая жесткая |
50-500 60-500 |
22-46 18-50 |
от -10 до +40 |
Вильнюсский |
||||
|
ВДУ-601 |
падающая жесткая |
380 |
90 |
60-630 65-630 |
22-52 18-56 |
60 |
|||
|
ВДМ-4х301 четырехпостовой двухпостовой |
- |
80-100 |
60-315 100-500 |
22-32 24-40 |
126 |
||||
|
ВДМ-1201-до восьми постов |
- |
80 |
315 при работе 8 постов |
60 |
99 |
от -40 до +40 |
"Электрик" |
||
|
ВДУ-1202 |
- |
85 |
250-1250 |
100 |
24-56 |
120 |
|||
Примечание. Выпрямители ВД-201...ВД-307, ВД-402 предназначены для ручной дуговой сварки, резки и наплавки; выпрямитель ВДГ-303 - для сварки в среде СО2; выпрямители ВДУ-505, ВДУ-506, ВДУ-601 - для сварки в среде СО2, под флюсом, порошковой проволокой и ручной дуговой сварки штучными электродами; выпрямители ВДМ-4x301 и ВДМ-1201 - многопостовые, последний через балластные реостаты для ручной дуговой сварки штучными электродами; выпрямитель ВДУ-1202 -однопостовой для механизированной сварки в СО2 и под флюсом.
Продолжение табл. 5
|
Тип источника |
Внешняя характеристика |
Пределы регулирования сварочного тока, А |
Напряжение холостого хода, В |
Номинальные |
Температура окружающего воздуха, |
Завод изготовитель |
||
|
режим работы ПН, % |
рабочее напряжение, В |
потребляемая мощность, кВт |
||||||
|
ГД-4003 однопостовой |
падающая жесткая |
15-400 70-300 |
100 60 |
60 |
36 32 |
14,4 9,6 |
от -40 до +50 |
Вильнюсский |
|
ГД-2х2505 двухпостовой |
- |
60-300 |
100 |
30 |
22,2 |
от -45 до +40 |
||
|
ГД-4х2502 ГД-4х2503 четырехпостовой |
- |
70-250 |
100 |
38 |
||||
|
ПД-3101 однопостовой |
- |
90-315 375 при ПН=35% |
90 |
32,6 |
17,4 |
|||
|
УДЗ-103 однопостовой |
- |
15-200 |
100 |
|
26,4 |
- |
от -45 до +50 |
|
Примечание. Генератор ГД-4003 предназначен для ручной дуговой сварки и механизированной в защитных газах; ГД-2х2505 предназначен для ручной дуговой сварки и питания электрифицированного инструмента, а также может быть использован при механизированной сварки под флюсом при параллельном включения двух постов; что и предыдущий, а также используется при комплектовании сварочных агрегатов типа АДЦ; преобразователь ПД-3101 предназначен для ручной дуговой сварки штучными электродами, а установка УДЗ-103 кроме того для зарядки, разгрузки и проведения контрольно-тренировочных циклов аккумуляторных батарей
Продолжение табл. 5
|
Тип источника |
Пределы регулирования сварочного |
Напряжение , В |
Номинальные |
Температура окружающего воздуха, и |
Завод-изготовитель |
|||
|
трехфазной сети |
холостого хода |
режим работы, ПН, % |
рабочее напряжение, В |
потребляемая мощность, кВт |
||||
|
ТДМ-165 ТДМ-254 |
55-170 85-250 |
220, 380 |
62 |
25 |
26 30 |
11 16,8 |
от -40 |
Кокандский электромашиностроительный |
|
ТДМ-317У2 |
В диапазоне малых токов (ДМТ) 60-140 |
Регулируемое в пределах 12-80 |
60 |
33 |
12,5 |
|
||
|
ТДМ-317-IУ2 |
В диапазоне больших токов (ДБТ) 140-370 |
|||||||
|
ТДМ-401У2 |
ДМТ, 80-200 |
36 |
17,3 |
"Искра" |
||||
|
ТДМ-401-1У2 |
ДБТ, 200-460 |
|||||||
|
ТДМ-503 (пять модификаций) |
90-560 |
65-75 |
24-42 |
23,8 |
Ташкентский электромашиностроительный - |
|||
|
ТДФЖ 1002 |
ДМТ 300-800 |
380 |
- |
100 |
55 |
56 |
от -10 по 445 |
|
|
ТДФЖ-2002 |
600-1200 В диапазоне средних токов |
76 |
152 |
Вильнюсский |
||||
Таблица 6
Оборудование для механизированной электродуговой сварки
|
Наименование продукции (серия, тип, марка, климатическое исполнение |
Назначение, краткая техническая характеристика |
Предприятие-разработчик изготовитель (код ОКПС) |
|
1 |
2 |
3 |
|
Оборудование для механизированных видов электродуговой сварки под флюсом и открытой дугой |
||
|
1. Полуавтомат сварочный с ВДУ-506 ПДФ-502УХЛ2 (ПШ-116) |
Предназначен для сварки под флюсом постоянным током (ванным методом) и порошковой самозащитной проволокой соединений арматуры при монтаже железобетонных конструкций. Номинальное напряжение питающей сети В 380. Номинальный сварочный ток при ПВ = 60% и цикле сварки 5 мин, А 500. Пределы регулирования сварочного тока, А 150-500. Пределы регулирования напряжения на дуге В 20-45. Диаметр электродной проволоки, мм: стальной сплошной 1,6-2,5, стальной порошковой 2,0-3,0. Скорость подачи электродной проволоки в режимах, м/ч: первом 120-400 втором 300-600 третьем 750 Габаритные размеры подающего устройства, мм 490x365x420 Масса подающего устройства, кг 20 Масса комплекта поставки (без источника питания), кг 54 |
ОКТБ ИЭС им. Е.О.Патона |
|
КЗЭСО 0213998 |
||
|
2. Полуавтомат сварочный ПД0-517УЗ с ВДУ-506 для нужд народного хозяйства экспорт (умеренный климат) |
Предназначен для сварки сплошной и порошковой проволокой на постоянном токе открытой дуги. ПДО-517-1 предназначен также для сварки в среде защитных газов и отличается наличием отсоса аэрозолей из зоны сварки. ПД0-517-2 отличается от основного исполнения расширенным диапазоном скоростей подачи проволоки. ПДО-517-3 отличается наличием отсоса аэрозолей из зоны сварки. Номинальное напряжение питающей сети, В: при частоте 50 Гц - 220, 230, 380, 400, 415, 440, при частоте 60 Гц - 220, 380, 440. Номинальный сварочный ток при ПВ = 60% А 500. Наибольший диаметр порошковой электродной проволоки, мм 3 Скорость подачи электродной проволоки, м/ч: при частоте 50 Гц ПДО-517 100-750 ПДО-517-1, ПДО-517-2, ПДО-517-3 93-925 при частоте 60 Гц ПДО-517 120-900 ПДО-517-1, ПДО-517-2, ПДО-517-3 112-1100 Масса, кг 29 |
ОКТБ ИЭС им. Е.О.Патона |
|
"Искра" 0212727 |
||
|
3. Полуавтомат сварочный ПДО-604УЗ для нужд народного хозяйства экспорт (умеренный климат) |
Предназначен для дуговой сварки и наплавки стальной порошковой проволокой открытой дугой на постоянном токе с отсосом сварочных аэрозолей из зоны сварки строительных конструкций из низкоуглеродистых и низколегированных сталей. Номинальное напряжение питающей сети, В: при частоте 50 Гц - 380, 400, 415 при частоте 60 Гц - 380, 440 Номинальный сварочный ток при ПВ = 60%, А 630 Диаметр электродной проволоки, мм 2,0-3,6 блока управления Скорость подачи электродной проволоки, м/ч: при частоте 50 Гц 60-600 при частоте 60 Гц 72-720 Габаритные размеры, мм 1000x660x630 |
ОКТБ ИЭС им.Е.О.Патона СКБ "Искра" |
|
"Искра" 0212727 |
||
|
Оборудование для механизированной электродуговой сварки в среде защитных газов |
||
|
4. Полуавтомат сварочный ПДГ-312УЗ с ВДГ-303 и БУСП для нужд народного хозяйства (умеренный климат) |
Предназначен для дуговой сварки плавящимся электродом изделий из низкоуглеродистых и низколегированных сталей протяженными и прерывистыми швами. Номинальное напряжение питающей сети, В: при частоте 50 Гц - 220, 240, 380, 415 при частоте-60 Гц - 220, 230, 380, 400, 415, 440. Номинальный сварочный ток при ПВ = 60% и цикле сварки 10 мин, А 315 Диаметр электродной проволоки, мм 1,0-1,4 Скорость подачи электродной проволоки, м/ч 75-1000 Мощность, потребляемая схемой управления, Вт 450 Расход защитного газа, л/ч 500-960 Габаритные размеры, мм: подающего устройства 430x330x220 блока управления 270x230x185 3,2 |
"Электрик" СЭМЗ 0213982 |
|
5. Полуавтомат сварочный ПДГ-508УЗ с ВДУ-506 для нужд народного хозяйства экспорт (умеренный климат) ПДГ-5С8УЗ с ВДУ-505 для нужд народного хозяйства экспорт (умеренный климат) |
Предназначен для сварки сплошной проволокой в углекислом газе, стыковых, нахлесточных и угловых соединений из низкоуглеродистой стали. Номинальное напряжение питающей сети, В: при частоте 50 Гц - 220, 240, 380, 400, 415 при частоте 60 Гц - 220, 230, 380, 400, 415, 440 Номинальный сварочный ток при ПВ = 60% и цикле сварки 6 мин, А 500 Диаметр электродной проволоки, мм 1,2-2 Скорость подачи электродной проволоки, м/ч 108-932 Расход газа, л/мин 8-20 Габаритные размеры, мм: подающего устройства 445x316x370 шкафа управления 450x300x240 Масса, кг: подающего устройства 22 шкафа управления 25 |
ОКТБ ИЭС им.Е.О.Патона |
|
КЗЭСО 0213998 |
||
|
6. Полуавтомат сварочный ПДГ-515УЗ с ЗДУ-506 для нужд народного хозяйства экспорт (умеренный климат) |
Предназначен для дуговой сварки плавящимся электродом изделий из низкоуглеродистых и низколегированных сталей протяженными и прерывистыми швами. Номинальное напряжение питающей сети, В: при частоте 50 Гц - 220, 240, 380, 415 при частоте 60 Гц - 220, 230, 380, 400, 415, 440 Номинальный сварочный ток при ПВ = 60% и цикле сварки о мин, А 500 Диаметр электродной проволоки, мм: 1,2; 1,6; 2,0 Скорость подачи электродной проволоки, м/ч 75-960 Расход защитного газа, л/ч 500-1200 Габаритные размеры, мм: подающего устройства 438x340x220 блока управления 306x360x218 Масса, кг: подающего устройства 13 блока управления 5,2 |
ВНИИЭСО |
|
"Электрик" 5758325 |
||
|
7. Полуавтомат сварочный ПДГ-516УЗ с ВДУ-5С6 для нужд народного хозяйства экспорт (умеренный климат) |
Предназначен для дуговой сварки стальной сплошной проволокой в среде углекислого газа стальных металлоконструкций во всех пространственных положениях. Номинальное напряжение питающей сети, В: при частоте 50 Гц - 220, 380, 400, 415 при частоте 60 Гц - 220, 380, 440 Номинальный сварочный ток при ПВ - 60% и цикле сварки 5 мин, А 500 Диаметр электродной проволоки, мм 1,2-2,0 Скорость подачи электродной проволоки, м/ч 100-960 Расход защитного газа, л/ч 500-1280 Габаритные размеры подающего устройства, мм 464х365х430 Масса подающего устройства, кг 16,6 |
ВНИИЭСО |
|
КЗЭСО 0213998 |
||
|
8. Полуавтомат сварочный ПДГ-603УХЛ4 с ВДУ-601 для нужд народного хозяйства экспорт (умеренный климат) |
Предназначен для сварки стальной проволокой в среде углекислого газа стальных металлоконструкций во все пространственных положениях. Номинальное напряжение питающей сети, В: при частоте 50 Гц - 220, 380, 400, 415 при частоте 60 Гц - 220, 380, 440 Номинальный сварочный ток при ПВ = 60% и цикле сварки 5 мин, А 630 Диаметр электродной проволоки, мм: сплошной 1,2-2,5 порошковой 2,0-3,0 Скорость подачи электродной проволоки, м/ч 98-1012 Расход воды для охлаждения горелки при давлении 98 кПа, л/ч 60 Габаритные размеры падающего устройства, мм 473x365x430 Масса подающего устройства, кг 16 |
ВНИИЭСО ОКТБ ИЭС им.Е.О.Патона |
|
КЗЭСО 0213998 |
||
ПРИЛОЖЕНИЕ 7
Рекомендации по изготовлению электродов для контактных точечных машин обточкой
1. При отсутствии нормализованных электродов, а также возможностей для холодного прессования электродов из прутковой меди или ее сплавов допускается применение электродов, изготовленных обточкой из прутковой или литой чушковой меди.
2. Поковку следует изготовлять горячим способом. Форма и размеры поковок для пары электродов к одноэлектродным машинам для сварки пересекающихся стержней показаны на рис.1. Для остальных машин форма поковок должна быть подобной приведенной на рис.4.2 и описаниям к многоточечным машинам.

Рис.1 Формы и размеры поковок для изготовления пары электродов (размеры конусной части следует уточнять применительно к типам контактных машин)
3. Для распространенных типоразмеров электродов следует применять поковки согласно табл.
Таблица
Медные поковки для изготовления электродов распространенных типоразмеров
|
Диаметр наружного из свариваемых стержней, мм |
Диаметр поковки (D) после горячей ковки, мм |
|
От 3 до 10 |
25 |
|
Свыше 10 до 22 |
40 |
|
Свыше 22 до 50 |
63 |
|
Свыше 50 до 100 |
100 |
ПРИЛОЖЕНИЕ 8
Рекомендации по обеспечению охлаждения электродов контактных точечных машин
1. Для обеспечения охлаждения электродов расстояние от контактной поверхности электрода до канала, по которому подходит вода для охлаждения электрода, должно составлять не менее 6 и не более 20 мм.
2. Трубка, подводящая воду, должна иметь скос, предупреждающий возможность перекрытия отверстия в трубке, если она упрется в торец сверленного в электроде канала. Производить сварку без трубки не допускается, так как в этом случае в канале электрода при сварке создается паровая пробка (рис.2,а), препятствующая доступу охлаждающей воды.
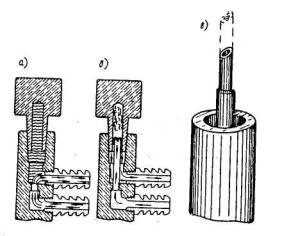
3. Трубка должна иметь достаточную длину, чтобы ее скошенный конец был близок ко дну канала в электроде. При короткой трубке в канале также образуется паровая пробка (рис.2,б).
4. Для избежания случаев плохого охлаждения рекомендуется применять телескопические трубки регулируемой длины согласно рис.2,в.
Приложение 9
Конструкция съемника электродов
Для удаления электродов из свечей контактных точечных машин рекомендуется применять специальные съемники. Для электродов наиболее ходовых размеров диаметром до 40 мм включительно рекомендуется съемник НИАТ (рис. 3).
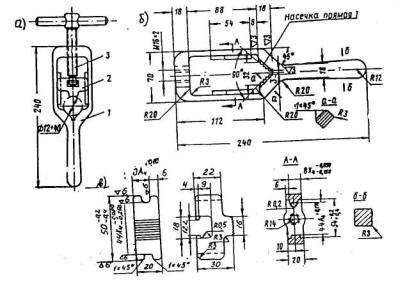
Рис.3. Съемник электродов контактных точечных машин
а - общий вид; б - корпус 1; в - призма 2
Материал деталей 1 и 2 - сталь 20; термохимическая обработка - цементация на глубину 0,6-1,2 мм; калить НРС-54-58; хромировать
Примечание. При отсутствии съемника приведенной конструкции для удаления электродов можно также применять гайки-выталкиватели.
Для применения гаек-выталкивателей электродержатели (свечи) машины следует снабжать на концах резьбой и на них навертывать гайки так, чтобы между каждой гайкой и электродом оставался небольшой зазор. При свинчивании с электрододержателя гайка торцом выталкивает электрод из конуса, не вызывая каких-либо повреждений. Гайки следует изготовлять из немагнитного материала - латуни или бронзы. Если диаметр электродержателя больше диаметра рабочей части электрода, то на гайке следует предусмотреть внутренний буртик.
Приложение 10
Рекомендации по модернизации серийных контактных стыковых машин для сварки стержней разных диаметров
1. На неподвижной плите серийных машин помимо стандартной опоры (рис.4), электрода 2 и прижима 3 должна быть установлена дополнительная кулиса 4. Кулису следует изготовить из такого же медного сплава, что и электроды машины. Кулиса служит для защиты тонкого стержня 5 на время подогрева толстого стержня б, закрепленного в стандартном электроде 7 с помощью стандартного прижима 8, расположенных на стандартной опоре 9 подвижной плиты.
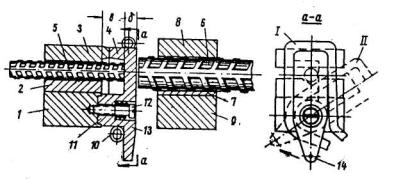
Рис.4. Схема модернизации серийной контактной стыковой машины для сварки стержней разных диаметров при 0,85 мм
2. Кулису следует снабдить водяным охлаждением, для чего к ней нужно припаять медным припоем медную трубку 10, располагаемую по наружному контуру кулисы.
В утолщенной части кулисы нужно расточить отверстие, в которое устанавливают ось 12 кулисы, укрепляемую на резьбе в опоре 1. Пружина 13 служит для прижима кулисы к опоре 1 и обеспечения хорошего электрического контакта. С этой же целью следует тщательно и чисто обработать торец утолщенной части 11 кулисы и другие контактные поверхности кулисы, опоры 1, электрода 2 и прижима 3 (последний целесообразно выполнить также из медного сплава).
К концам трубки 10 следует прикрепить резиновые шланги (с асбестовой или металлической оплеткой, предупреждающей вредное влияние брызг расплавленного металла при оплавлении стержней в процессе сварки), подключенные к системе водяного охлаждения контактной машины.
3. Для поворота кулисы (по стрелке) из положения I в положение II (рис.4,а-а) и обратно рекомендуется изготовить рычаг или систему тяг, прикрепляемых к точке 14 кулисы. Размер d кулисы должен подбираться в зависимости от диаметра толстого стержня, но не менее 12 мм. Размер в должен быть больше lу тонкого стержня на 3-5 мм.
ПРИЛОЖЕНИЕ 11
Справочное
1. ТРЕБОВАНИЯ К КВАЛИФИКАЦИИ СВАРЩИКОВ И ИТР
1.1. К работам по термитной сварке арматуры должны допускаться лица, прошедшие обучение по этому виду сварки и имеющие удостоверение на право производства этого вида работ.
1.2. Подготовка сварщиков термитной сварки арматуры осуществляется в г.Санкт-Петербурге филиалом института "Оргэнергострой" либо на специальных курсах, либо непосредственно в строительной организации при наличии у потребителя термитных сварочных смесей и песчаных форм.
1.3. Сварщик, впервые приступивший к термитной сварке в данной организации, должен сварить контрольные образцы независимо от наличия у него соответствующего удостоверения (по одному горизонтальному и вертикальному стыку максимального диаметра).
1.4. Сварщики термитной сварки должны иметь вторую квалификационную группу по технике безопасности и противопожарным мероприятиям.
1.5. Повторная проверка знаний должна производиться периодически не реже одного раза в три года для сварщиков, непрерывно занятых термитной сваркой, соблюдающих технологию и обеспечивающих удовлетворительное качество работ.
Проверка знаний, включая сварку контрольных образцов (п.1.3) должна производиться при перерывах в работе по термитной сварке свыше 6 месяцев и перед допуском к работе после временного отстранения сварщика за нарушение технологии и неудовлетворительное качество работ.
1.6. К руководству работами по термитной сварке и контролю за соблюдением технологии сварки допускаются инженерно-технические работники, изучившие настоящую инструкцию, нормативные документы и прошедшие аттестацию в комиссии, назначаемой по месту работы. Аттестация ИГР должна проводится не реже одного раза в три года.
2. ТРЕБОВАНИЯ К ТЕРМИТНЫМ СВАРОЧНЫМ СМЕСЯМ И СРЕДСТВАМ ПОДЖИГА
2.1. В качестве термитной сварочной смеси (ТСС) следует принять сварочный состав ТСА, соответствующий требованиям ТУ 080-126-02-90.
2.2. Обозначение и масса упаковок (порций) ТСС в зависимости от диаметра арматуры приведены в табл.1.
Таблица 1
|
Диаметр арматуры |
Обозначение ТСС на упаковке |
Масса упаковки (порции), кг |
|
20 |
ТСА-20 |
0,8-0,85 |
|
22 |
ТСА-22 |
0,85-0,9 |
|
25 |
ТСА-25 |
1,2-1,3 |
|
28 |
ТСА-28 |
1,3-1,4 |
|
32 |
ТСА-32 |
1,6-1,7 |
|
36 |
ТСА-36 |
2,2-2,3 |
|
40 |
ТСА-40 |
2,65-2,75 |
2.3. Каждая порция ТСС должна находиться в мешке (пакете) из полиэтиленовой пленки иди другого влагонепроницаемого материала и быть герметично закупоренной.
2.4. В мешок (пакет) должна быть вложена или наклеена на него этикетка, на которой указаны:
- условное обозначение состава;
- номер партии;
- обозначение предприятия-изготовителя;
- дата изготовления и упаковки состава;
- масса партии;
- фамилия упаковщика.
2.5. Каждая партия ТСС перед использованием должна быть проверена путем сварки трех контрольных образцов арматуры соответствующего диаметра. При этом следует использовать формы, которые будут применяться при сварке рабочих стыков.
Средние значения предела прочности сваренных образцов должны соответствовать требованиям п.2.14 ГОСТ 10922-90.
2.6. При получении неудовлетворительных результатов испытаний сваривается удвоенное количество образцов (шесть) и производятся повторные испытания.
В случае несоответствия результатов повторных испытаний требованиям п.2.14 ГОСТ 10922-90 партия состава бракуется и для сварки арматуры не используется.
2.7. В случае нарушения сплошности упаковки ТСС ее необходимо просушить при температуре 150-200°С в течение 1 ч и употреблять для сварки арматуры только при соответствии массы ТСС приведенному на этикетке значению.
2.8. В качестве средства воспламенения следует использовать термитные спички по ТУ 84-630-85 (изготовитель - ПО "Сигнал" г.Челябинск).
Допускается использовать другие средства воспламенения, например, специальные электрозапальные устройства, дугу косвенного действия и т.д., обеспечивающие безопасность применения.
2.9. Термитные сварочные смеси должны храниться отдельно от средств воспламенения - термитных спичек в помещениях с температурой не ниже 0°С и относительной влажностью не более 95%, а также в условиях, исключающих попадание на них влаги.
3. ТРЕБОВАНИЯ К ФОРМАМ, УПЛОТНЯЮЩИМ И ГЕРМЕТИЗИРУЮЩИМ МАТЕРИАЛАМ
3.1. Формы, используемые для сварки арматуры железобетонных конструкций, должны соответствовать по конфигурации и размерам чертежей филиала института "Оргэнергострой (табл.2).
Таблица 2
|
Диаметр арматуры, мм |
№ чертежа формы |
№ чертежа тигля (для любых стыков) |
|
|
горизонтальный стык |
вертикальный стык |
||
|
1 |
2 |
3 |
4 |
|
20 |
CP213.00.00.032 |
CP213.00.00.022 |
CP213.10.00.001 |
|
22 |
CP213.00.00.033 |
CP213.00.00.023 |
|
|
25 |
CP213.00.00.034 |
CP213.00.00.024 |
|
|
28 |
CP214.00.00.035 |
СР213.00.00.025 |
|
|
32 |
CP214.00.00.031 |
CP213.00.00.021 |
|
|
36 |
CP214.00.00.036 |
CP213.00.00.026 |
CP213.10.00.002 |
|
40 |
CP214.00.00.037 |
CP213.00.00.027 |
|
3.2. Следует употреблять формы, влажность которых не превышает 0,3%, а осыпаемость составляет менее 0,04%. Проверка влажности должна проводиться в соответствии с ГОСТ 23409-78, а осыпаемость - по методике Ленфилиала института "Оргэнергострой".
3.3. На внутренней поверхности формы, контактирующей с термитным расплавом и смываемой термитным металлом, не должно быть сколов, трещин и сквозных технологических отверстий.
Перед употреблением все технологические отверстия с наружной стороны формы должны быть замазаны глиной.
3.4. Зазоры между полуформами в сборе не должны превышать 0,3 мм.
3.5. Хранение формы должно производиться в помещении с положительной температурой воздуха при относительной влажности не более 95% в условиях, исключающих попадание на них влаги.
3.6. Герметизацию формы по линии разъема и в месте выхода стержней следует осуществлять пастой, состоящей из наполнителя (огнеупорной глины) и воды.
В качестве наполнителя следует использовать глины формовочные бентонитовые с классом термоустойчивости T1 (по ГОСТ 28177-89) или глины каолиновые, выпускаемые по ТУ21-25-123-74, ТУ21-25-199-78, ТУ21-25-266-82, ТУ21-25-284-86 и т.д.
Пасту следует разводить до тестообразного состояния.
3.7. В качестве уплотняющего материала следует использовать сухой асбестовый шнур по ГОСТ 1779-83E или огнестойкий фетр по ТУ362345-80.
4. ТРЕБОВАНА К ОСНАСТКЕ
4.1. При выборе оснастки (зажимных устройств) следует руководствоваться "Схемой подбора оснастки для крепления форм при термитной сварке стыков арматуры" (чертеж филиала института ''Оргэнергострой" CP213.00.00.000 СХ).
4.2. В табл.3 приведена область применения оснастки в зависимости от используемых форм (диаметра арматуры).
Таблица 3
|
Диаметр арматуры, мм |
№ чертежа оснастки |
Тигли |
|
|
горизонтальный стык |
вертикальный стык |
||
|
20 |
CP213.32.00.000 |
CP213.22.00.000 |
|
|
22 |
CP213.33.00.000 |
CP213.23.00.000 |
|
|
25 |
CP213.34.00.000 |
CP213.24.00.000 |
|
|
28 |
CP213.35.00.000 |
CP213.25.00.000 |
|
|
32 |
CP213.31.00.000 |
CP213.21.00.000 |
|
|
36 |
CP213.36.00.000 |
CP213.26.00.000 |
|
|
40 |
CP213.37.00.000 |
CP213.27.00.000 |
|
4.3. Допускается использовать любые другие зажимные устройства, обеспечивающие фиксацию на стержнях арматуры первоначально одной полуформы, а затем другой и устраняющие вероятность смещения, поворота или проскальзывания полуформ относительно друг друга и стержней.
Приложение 12
Справочное
Конструкция и размеры соединений арматуры с отношением диаметров от 0,5 до 0,8
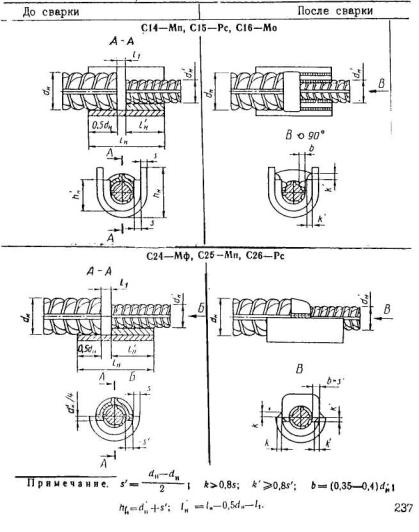
ЧАСТЬ II. КОНТРОЛЬ КАЧЕСТВА СВАРНЫХ СОЕДИНЕНИЙ АРМАТУРНЫХ ИЗДЕЛИЙ И УЗЛОВ ПРИМЫКАНИЯ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
КОНТРОЛЬ КАЧЕСТВА СВАРНЫХ СОЕДИНЕНИЙ АРМАТУРЫ И ЗАКЛАДНЫХ ИЗДЕЛИЙ
1. Общие положения
1.1. Производственный контроль качества сварочных работ на стадии изготовления арматурных и закладных изделий и выполнения сварных соединений арматуры и закладных изделий при монтаже сборных и возведении монолитных железобетонных конструкций представлен на рис.1 и должен осуществляться инженерно-техническими работниками, руководящими сварочными работами, сотрудниками строительных и сварочных лабораторий, отделов технического контроля, главного сварщика (механика, энергетика) и органов технического надзора заказчика, либо независимой организацией, имеющей соответствующий сертификат в соответствии с требованиями действующих стандартов и настоящего раздела РТМ.
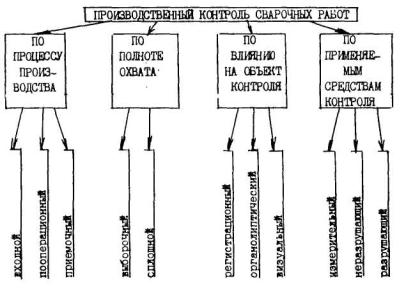
Рис.1
1.2. Отступления от требований могут быть допущены по отдельным техническим решениям при согласовании между проектной организацией, заказчиком, производителем работ и Головной организацией по сварке в строительстве, имеющей соответствующую лицензию (сертификат).
1.3. Основные контрольные операции по определению качества в процессе производства и приемки сварочных работ представлены на рис.2 и подразделяются на:
- входной контроль;
- пооперационный контроль;
- приемочный контроль.
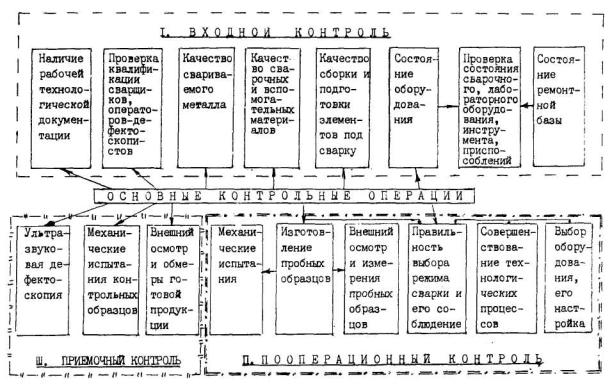
1.4. В результате контрольных операций устанавливается возможность проведения сварочных работ, обеспечивающих качество продукции в соответствии с требованиями настоящего раздела РТМ, выявляются причины появления брака, разрабатываются и осуществляются меры по его устранению и недопущению впредь.
1.5. Результаты контроля должны быть зарегистрированы в соответствующей документации, основные требования к которой изложены в п.6.
2. Входной контроль
2.1. Входной контроль осуществляется до начала выполнения сварочных работ и включает в себя:
- контроль за наличием рабочей технологической документации (ППР, ППСР);
- контроль квалификации сварщиков, дефектоскопистов и инженерно-технических работников, руководящих работами по сборке, монтажу, сварке и контролю;
- контроль качества основных свариваемых материалов;
- контроль качества сварочных, вспомогательных материалов и материалов для дефектоскопии;
- контроль качества сборки и подготовки арматурных изделий и элементов железобетонных конструкций под сварку.
2.2. Контроль рабочей технологической документации осуществляется установлением ее наличия и правильности оформления (утверждения) в установленном порядке.
2.3. Контроль квалификации сварщиков и дефектоскопистов.
Требования к инженерно-техническим работникам
2.3.1. К выполнению сварочных работ допускаются дипломированные сварщики, прошедшие специальную практическую и теоретическую подготовку в соответствии с "Правилами аттестации сварщиков".
Сварщики допускаются к выполнению сварочных работ только тех видов сварных соединений, которые указаны в их удостоверениях. Разряды сварщиков, занятых выполнением разных способов сварки, должны соответствовать разрядной сетке действующих Тарифно-квалификационных справочников.
2.3.1.1. Переаттестация сварщиков осуществляется специализированными учебными комбинатами или квалификационной комиссией предприятия, в состав которой должен входить специалист по сварке, имеющий документ (сертификат) на право быть членом квалификационной комиссии, выданный Головной организацией по сварке в строительстве.
Состав квалификационной комиссии утверждается приказом руководителя предприятия.
2.3.1.2. Сварщики подвергаются испытаниям периодически не реже одного раза в год независимо от стажа работы, а также в случае перерыва в работе более 6 месяцев.
2.3.1.3. Сварщики, работающие не менее года и обеспечивающие качество сварных соединений, регламентированное требованиями настоящего раздела РТМ, по решению квалификационной комиссии могут освобождаться от ежегодных испытаний, но не более чем на 2 года.
Примечание. Рекомендуется ввести в систему оплаты труда дополнительное вознаграждение в зависимости от качества выполнения сварочных работ.
2.3.2. К выполнению работ по контролю качества ультразвуковой дефектоскопией допускаются операторы-дефектоскописты I-го и II-го уровней, прошедшие теоретическое и практическое обучение по специальной программе и имеющие соответствующие удостоверения (см. приложение 5). Программа подготовки операторов подлежит пересмотру или корректировке по мере совершенствования существующих или разработки новых методик и рекомендаций по контролю сварных соединений железобетонных конструкций.
2.3.2.1. Операторы, допущенные к проведения контроля сварных стыковых соединений арматуры, подлежат ежегодной переаттестации, а также в случае перерыва в работе более 6 месяцев. При проведении переаттестации, назначенная и утвержденная в установленном порядке квалификационная комиссия, устанавливает необходимость и объем испытаний отдельно для каждого оператора в зависимости от качества, опыта и стажа его работы по ультразвуковому контролю (см. пп.5.3; 5.4 данного раздела РТМ).
2.3.2.2. Операторы, не выдержавшие испытаний, могут быть допущены к повторным испытаниям только после дополнительной подготовки.
2.3.2.3. Операторы, работающие не менее года и обеспечивающие достоверность результатов контроля ультразвуковой дефектоскопией по сравнению с механическими испытаниями не менее 85 %, по решению квалификационной комиссии могут освобождаться от ежегодных испытаний, но не более чем на 3 года.
2.3.2.4. При испытании дефектоскопистов материалы и оборудование должны отвечать требованиям ГОСТ 23858 и п.5 данного раздела РТМ.
2.3.3. Квалификация инженерно-технических работников, руководящих работами по сборке (монтажу), сварке и контролю качества, устанавливается квалификационной комиссией, назначаемой приказом руководителя предприятия (организации) на основе проверки их знаний действующих стандартов и положений настоящего раздела РТМ. В состав комиссии должен входить специалист по сварке, имеющий документ (сертификат), выданный Головной организацией по сварке в строительстве.
Переаттестация инженерно-технических работников проводится не реже одного раза в три года, с выдачей соответствующего удостоверения.
2.3.4. Квалификационные испытания сварщиков, дефектоскопистов и инженерно-технических работников должны быть зафиксированы соответствующей документацией (протоколами), на основе которой выдается (продлевается) удостоверение.
2.4. Контроль качества основных материалов
2.4.1. Контроль качества и приемки арматурной стали (стержневой и проволочной) и сортового проката, а также контроль правильности их хранения производится в произвольный момент времени по мере поступления их на предприятие или строительную площадку в соответствии с требованиями настоящего раздела РТМ.
2.4.2. Качество свариваемых материалов следует считать удовлетворительным и они могут быть подвергнуты сварке при наличии сертификата (заводской маркировки, бирок, этикеток), если:
- класс и марка арматурной стали и металлопроката соответствуют указанным в проекте;
- результаты внешних обмеров (диаметров арматуры и проволоки, толщины листов, полос и профильного проката) соответствуют указанным в проекте и не выходят за пределы допусков, регламентированных стандартами или техническими условиями на металлопрокат;
- результаты внешнего осмотра удовлетворяют требованиям настоящего раздела РТМ (отсутствует ржавчина, бетон, трещины, расслоения, ожоги стержней, рваные и зазубренные кромки, смятие кромок или торцов на глубину более 0,1 толщины элемента или диаметра стержня, вмятины, закаты, отклонение от плоскости поверхностей плоских элементов закладных изделий и др.);
- железобетонные изделия, поступающие на строительную площадку, должны иметь паспорта с указанием соответствия заложенной в них арматурной стали и закладных изделий требованиям стандартов или технических условий и настоящего раздела РТМ.
2.4.3. При отсутствии сертификата или возникновения сомнений в правильности данных, указанных в сертификатах, листовая, полосовая, профильная сталь и арматура должны подвергаться испытаниям с определением основных механических свойств (текучести, прочности, относительного удлинения и на холодный загиб по п.3.4.10), а при необходимости следует произвести ее химический анализ в лаборатории, имеющей соответствующий сертификат. Механические испытания и химический анализ импортных сталей производят во всех случаях вне зависимости от наличия сертификата. Порядок отбора образцов контрольных механических испытаний, а также методика отбора проб для определения химического состава стали должны приниматься по стандартам или ТУ на металлопрокат.
2.4.4. Свариваемые материалы, поступившие без сертификата, и испортные стали, испытанные по п.2.4.3, могут быть использованы, если:
- напряжения и относительные удлинения, полученные при испытании образцов в соответствии с требованиями ГОСТ 12004-81, 10062, 1497, окажутся не ниже браковочных значений, установленных стандартами или техническими условиями на этот металлопрокат;
- не будут обнаружены трещины, надрывы и расслоения на поверхности образцов, подвергнутых испытанию на холодный загиб, и другие виды дефектов;
- геометрические характеристики проката соответствуют указанным в проекте и не выходят за пределы допустимых отклонений;
- содержание отдельных химических элементов в сталях не выходит за пределы допустимых отклонений.
2.4.5. При несоблюдении требований, предусмотренных пп.2.4.2-2.4.4, вопрос о возможности использования сталей, подлежащих сварке, должен быть согласован с проектной организацией.
Примечание. Допускаются дополнительные или заменяющие методы испытаний сталей, применение которых должно быть согласовано с проектной организацией и Головной организацией по сварке в строительстве.
2.4.6. Сварные плоские и рулонные сетки, поставляемые на строительную площадку, должны соответствовать требованиям ГОСТ 23279 (изготовляемых стройиндустрией) и ГОСТ 8478 (изготовляемых метизной промышленностью) и иметь соответствующие паспорта, в которых указывают:
- наименование и адрес предприятия-изготовителя;
- номер и дату выдачи документа;
- номер партии;
- наименование изделий с указанием их марок и числа в партии;
- дату изготовления.
Документ о качестве должен быть оформлен предприятием-изготовителем.
2.4.7. Арматура и сортовой прокат, закладные и другие изделия должны храниться в крытых помещениях. Пакеты плоских арматурных сеток и каркасов следует хранить раздельно по маркам в штабелях высотой не более 2 м. Рулоны сеток должны складываться не более, чем в три яруса. При складировании между штабелями и бухтами должен быть обеспечен свободный проход шириной не менее 0,5 м.
2.5. Контроль качества сварочных и вспомогательных материалов
2.5.1. Контроль качества и приемку сварочных и вспомогательных материалов, а также контроль правильности хранения материалов проводится специалистами по п.2.4.1.
2.5.2. Качество сварочных и вспомогательных материалов следует считать удовлетворительным и они могут быть использованы при наличии заводской маркировки (паспорта, ярлыка, бирок, сертификата на баллон с газом) и сохранности упаковки, если:
- тип, марки и диаметры сварочных электродов, марки и диаметры сварочных проволок, марки защитных материалов соответствуют требованиям настоящего раздела РТМ;
- внешний вид (отсутствие сколов, механических повреждений покрытий, коррозии, масляные и другие загрязнения; требуемая грануляция флюса; чистота асбеста) соответствует требованиям ГОСТ 9466, 2246 и ЧМТУ/ЦНИИЧМ 801;
- условия хранения электродов, сварочной проволоки, флюса, газа, а также режимы прокалки соответствуют требованиям настоящего раздела РТМ, ГОСТ 9466, 2246, 9087.
Условия хранения и складирования должны контролироваться визуально, а режимы сушки и прокалки - с помощью термометра или термопары и часов, баллоны с газом проверяются на наличие недопустимой влажности.
2.5.3. В одну партию флюса могут быть объединены флюсы одной марки нескольких плавок (партий), полученных с одного предприятия-изготовителя.
2.5.4. Вспомогательные материалы, необходимые для ультразвуковой дефектоскопии и условия их хранения должны соответствовать требованиям ГОСТ 23858 и п.5 настоящего раздела РТМ.
2.5.5. Сварочные и защитные материалы, не тлеющие документа, удостоверяющего соответствие требованиям данного раздела РТМ, применять не допускается. Возможно по решению проектной организации проведение специальных испытаний, при которых контролируется:
- химический состав наплавленного металла и другие характеристики.
Испытания должны проводиться специализированной организацией, имеющей сертификат испытательной лаборатории. Допускается совмещение настоящих испытаний со сваркой контрольных образцов по пп.3.4.9.
2.6. Контроль качества сборки и подготовки элементов под сварку
2.6.1. Правильность сборки и подготовки элементов под сварку, крепления в приспособлениях, установки инвентарных форм и скоб-накладок, количества, размеров и качества прихваток, с помощью которых производится сборка свариваемых элементов, подлежат выборочной приемке в произвольный момент времени и на любой операции, проводимой специалистами по п.1.1 на соответствие требованиям ГОСТ 14098-91, рабочей технологической документации и настоящего раздела РТМ, при этом проверяются:
- наличие клейма или маркировки отдела технического контроля, подтверждающих приемку полуфабриката, заготовок, закладных изделий (на заводе) и готовых железобетонных конструкций (на монтаже);
- правильность разделки кромок под сварку, чистота поверхности свариваемых кромок и основного металла, отсутствие на них наружных дефектов (расслоений, трещин);
- зазоры в соединениях;
- перелом осей соединяемых элементов;
- соосность выпусков арматуры и их длина;
- длина накладки из стержней и стальной скобы-накладки;
- створность накладок из стержней;
- симметричность расположения накладки из стержня и стальной скобы-накладки относительно стыков в продольном направлении;
- правильность сборки деталей под сварку, их крепление в сборочных приспособлениях или формующих устройствах и правильность прихваток;
- соответствие размеров собранного узла требованиям чертежей.
2.6.1.1. Правильность разделки и формы кромок, величины зазоров стыкуемых элементов, угла между поверхностью плоского элемента и анкерным стержнем закладного изделия, а также отклонение размеров не должны превышать предельных, приведенных в ГОСТ 14098-91 и предыдущих технологических разделах настоящих РТМ, а зазор между стержнями арматуры и элементами закладных изделий при сборке под дуговую сварку с нахлесткой не должен превышать 1 мм.
2.6.1.2. Стальные скобы-накладки, круглые арматурные накладки и основной металл на длине не менее 20 мм от будущего сварного шва должны быть зачищены от загрязнений, отслаивающейся ржавчины, окалины и заусениц до чистого металла, кромки плоских элементов закладных изделий должны быть очищены от грата и шлака после огневой резки.
2.6.1.3. Перелом осей стержней арматуры в стыковых соединениях (для типов C5-C19 в плоскости, параллельной стенкам инвентарных форм или стальных скоб-накладок и для соединений типа C21 в плоскости, перпендикулярной к плоскости, проходящей через продольные оси накладок из стержней) не должны превышать 12 мм на базе 250 мм.
2.6.1.4. Отклонения размеров конструктивных элементов соединений и их взаимного расположения (соосность стержней, створность накладок из стержней, симметричность расположения накладок из стержней, скоб-накладок и формующих устройств, их длины) не должны превышать предельных значений, приведенных в табл.1.
|
Геометрический параметр |
Пред. откл. |
|
1 |
2 |
|
1. Соосность стержней в стыковых соединениях, выполненных контактной сваркой, при номинальном диаметре стержней, мм: |
|
|
10-28 |
0,10 dн |
|
32-40 |
0,05 dн |
|
45-80 |
0,03 dн |
|
2. То же, выполненных ванной сваркой в инвентарных формах, ванно-шовной и дуговой на стальной скобе- накладке, а также дуговой сваркой многослойными швами, при номинальном диаметре стержней, мм: |
|
|
20-28 |
0,15 dн |
|
32-40 |
0,10 dн |
|
45-60 |
0,06 dн |
|
70-80 |
0,03 dн |
|
3. То же, выполненных дуговой сваркой швами с накладками из стержней (типов C21 и С22 по ГОСТ 14078), при арматурной стали классов: |
|
|
A-I, A-II и Ас-II диаметрами 10-40 мм |
0,3 dн |
|
A-II диаметрами 45-80 мм, A-III диаметрами 10-40 мм, |
|
|
A-IV и A-VI диаметрами 10-22 мм, Ат-IVС, Ат-IVК, |
|
|
A-V и Ат-V диаметрами 10-32 мм, Ат-IIIС и Ат-VСК |
|
|
диаметрами 10-28 мм |
0,2 dн |
|
4. Створность накладок из стержней и стыкуемой арматуры в стыковых соединениях типов C21 и С22 при номинальном диаметре стержней, мм: |
|
|
10-28 |
0,5 dн |
|
32-40 |
0,3 dн |
|
45-60 |
0,2 dн |
|
70-80 |
0,1 dн |
|
5. Симметричность расположения накладки из стержня и стальной скобы-накладки относительно сварного стыка в продольном направлении (за исключением стыков со смещенными накладками) при длине накладки: |
|
|
2 dн |
±0,10 dн |
|
3 dн |
±0,15 dн |
|
4 dн |
±0,20 dн |
|
6 dн |
±0,30 dн |
|
8 dн |
±0,40 dн |
|
10 dн |
±0,50 dн |
|
6. Длина накладки из стержня и стальной скобы-накладки |
±0,50 dн |
|
7. Длина сварного шва и стыковых соединений типа С22 по ГОСТ 14008 |
±0,5 dн |
|
8. Длина нахлестки в соединениях типов С23 и H1 по ГОСТ 14098-91 при длине нахлестки: |
|
|
3 dн - 4 dн |
±0,5 dн |
|
5 dн - 6 dн |
|
|
8 dн - 10 dн |
|
|
9. Ширина валиковых швов при номинальном диаметре свариваемых стержней, мм: |
|
|
10 - 16 |
±0,2 dн |
|
18 - 80 |
±0,1 dн |
Примечания: 1. При стыковой сварке стержней разного диаметра за номинальный принимают меньший диаметр стержня.
2. dн - номинальный диаметр стержня.
2.6.2. Проверка правильности линейных размеров по пп.2.6.1.1-2.6.1.4 производят измерительными инструментами: рулетками по ГОСТ 7502, линейками по ГОСТ 427, штангенциркулями по ГОСТ 166, поверенными в установленном порядке. Погрешность измерений - до 1,0 мм.
Примечание. Допускается применять специальные линейки, рейки, шаблоны, скобы и другие измерительные приспособления, отвечающие требованиям ГОСТ 8.326 и обеспечивающие измерение с указанной погрешностью, например, шаблоны ШСД-1,2, разработанные главным сварщиком Мурманского ДСК Демчуком В.Г.
2.6.3. Расстояние между парой стержней измеряется в свету. Номинальное расстояние между стержнями определяют как сумму расстояний между ними в свету и полусумму номинальных диаметров этих стержней. Расстояние между стержнями измеряют в трех точках: у концов стержней и в средней их части.
2.6.4. Отклонение от линейных размеров выпусков арматуры проверяют путем измерения наибольшего и наименьшего расстояния от торцов стержней - выпусков до ближайшей точки на поверхности стержня другого направления.
2.6.5. Отклонение от номинального расстояния между наружными поверхностями плоских элементов закладных изделий закрытого типа проверяют в четырех точках по углам плоских элементов.
2.6.6. Отклонение от плоских наружных лицевых поверхностей плоских элементов закладных изделий проверяют путем измерения наибольшего расстояния от точек реальной поверхности до прилегающей плоскости инструмента.
2.6.7. Отклонение от перпендикулярности анкерных стержней проверяют путем измерения наибольшего зазора между ребром поверочного угольника 90° по ГОСТ 3749, установленного на плоский элемент, и ближайшей точкой на поверхности стержня.
2.6.8. Размер партии и объем выборки при проверке качества сборки и подготовки моментов под сварку следует принимать по проектной и технологической документации.
2.6.9. Если окажется, что качество подготовки и точность сборки элементов хотя бы для одного соединения не соответствуют требованиям проекта и настоящего раздела РТМ, следует провести повторный осмотр и обмер удвоенного количества подготовленных к сварке соединений. Если и в этом случае хотя бы одно подготовленное к сварке соединение выполнено с отступлениями от требований, то все подготовленные к сварке соединения подлежат поштучному обследованию, а дефектные - исправлению. Все недопустимые дефекты сборки и подготовки элементов под сварку должны быть устранены до выполнения сварных работ.
2.6.10. Качество подготовки к сварке собранных соединений должно обязательно контролироваться в случае длительного (свыше 2 недель) перерыва между сборкой и сваркой, а также после выпадения на поверхность соединений атмосферных осадков в виде дождя, инея, снега или конденсата.
2.7. Контроль состояния сварочного и лабораторного оборудования, инструмента, формующих устройств и приспособлений
2.7.1. Контроль состояния сварочного, газорезательного, лабораторного оборудования и приборов ультразвукового контроля, инструмента, формующих устройств и приспособлений производится в произвольный момент времени сотрудниками службы главного механика (энергетика, сварщика) совместно с производителями работ на соответствие требованиям настоящего раздела. При этом контролируется:
- правильность выбора оборудования, форм, устройств и приспособлений;
- состояние оборудования, его пригодность к выполнению процесса сварки и контроля с помощью заданной технологии (работоспособность оборудования, наличие необходимых контрольно-измерительных приборов);
- проведение регулярных технических осмотров, при которых необходимо руководствоваться данными, содержащимися в табл.2;
- проведение ежегодной паспортизации оборудования, его ремонт (текущий, средний и капитальный) и наличие свидетельства метрологической аттестации контрольно-измерительных приборов, разрывных машин и ультразвуковых дефектоскопов;
- состояние сварочных проводов (отсутствие перегибов, скруток, нарушение изоляции) и их длина.
Таблица 2
|
Назначение оборудования, инструмента, приспособлений и основные проверяемые показатели |
Технические требования |
Допускаемые отклонения от требований |
|
1 |
2 |
3 |
|
I. Оборудование для контактной стыковой и точечной сварки |
||
|
1. Напряжение первичного тока |
380 В |
|
|
2. Рабочее давление сжатого воздуха |
5,5 ати |
-1 ати |
|
3. Герметичность системы охлаждения |
Полная |
|
|
4. Циркуляция воды в системе охлаждения |
Беспрепятственная, с расходом, указанным в паспорте машины |
- |
|
5. Длина рычага механизма осадки у стыковых сварочных машин с ручным приводом |
При сварке арматурной стали класса А-IV не менее 1200 мм |
- |
|
6. Длина рукоятки ручных зажимов стержней в электродах стыковых сварочных машин |
Не менее 500 мм |
- |
|
7. Установка электродов |
а) В машинах для стыковой сварки - соосное расположение свариваемых стержней |
- |
|
б) В машинах для точечной сварки с двусторонним подводом тока - соосное расположение верхнего и нижнего электродов |
- |
|
|
в) То же, с односторонним подводом тока - оси смежных электродов должны располагаться в одной вертикальной плоскости параллельно друг к другу |
- |
|
|
8. Закрепление электродов и чистота поверхности |
Надежное, без люфтов, до металлического блеска |
- |
|
9. Наличие измерительных приборов |
Метрологически аттестованные |
По паспорту |
|
II. Оборудование для дуговой сварки |
||
|
1. Тип источника питания током |
В зависимости от способа сварки |
- |
|
2. Подключение источника питания током постов |
К самостоятельным электрическим сборкам, получающим ток от отдельных фидеров ближайшего трансформаторного поста |
- |
|
3. Напряжение тока, питающего первичную обмотку сварочного трансформатора |
380 В |
|
|
4. Напряжение холостого хода генератора при полуавтоматической ванной сварке |
На 2-5 В выше начального напряжения сварки |
|
|
5. Прикрепление гибких токоподводящих кабелей (к трансформаторам, друг к другу и т.п.) |
Плотное с помощью наконечников, скрепляемых болтами или другим способом, обеспечивающим хороший электрический контакт |
|
|
б. Площадь поперечного сечения гибких токоподводящих кабелей |
В зависимости от сварочного тока в А: |
|
|
до 200 - 25 мм2 |
2x10 мм2 |
|
|
200-300 - 50 мм2 |
2x10 мм2 |
|
|
300-400 - 70 мм2 |
2x25 мм2 |
|
|
400-600 - 95 мм2 |
2x35 мм2 |
|
|
7. Длина гибкого кабеля |
Не более 30 м |
- |
|
8. Гибкие кабели |
Без нарушения изоляции, скруток |
- |
|
9. Полярность дуги при сварке постоянным током |
В соответствии с требованиями настоящих технологических разделов РТМ |
- |
|
10. Наличие измерительных приборов |
Метрологически аттестованные |
По паспорту |
|
11. Скорость подачи сварочной проволоки |
В зависимости от диаметров проволоки и свариваемых стержней |
По паспорту |
|
12. Равномерность подачи сварочной проволоки |
Подача без рывков и задержек |
|
|
13. Диаметр отверстия в наконечнике держателя полуавтомата |
Наконечник выбирается в зависимости от диаметра свариваемой проволоки. Диаметр отверстия канала наконечника должен быть больше диаметра проволоки на 0,3 мм |
По паспорту |
|
14. Выработка канала в наконечнике держателя |
Местная выработка не более 1,5 мм |
Наконечник может быть повернут так, чтобы проволока прижималась к невыработанному участку канала |
|
III. Инструмент (электроды) для контактной стыковой или точечной сварки |
||
|
1. Геометрические размеры |
В зависимости от диаметра свариваемых стержней |
При точечной сварке увеличение диаметра или размеров овальной рабочей поверхности в плане вследствие деформации электродов не должно превышать 3 мм |
|
2. Форма электродов для точечной сварки |
В зависимости от вида свариваемых элементов |
|
|
3. Форма гнезд в электродах для сварки арматурной стали встык |
В зависимости от класса арматурной стали, соблюдение размеров |
|
|
4. Состояние рабочей поверхности электродов |
а) Чистые до металлического блеска |
Вмятины глубиной |
|
б) Отсутствие вмятины - желобка в месте контакта со стержнями |
не более 1,5 мм |
|
|
в) Требуемая форма поверхности |
|
|
|
IV. Приспособления для дуговой сварки швами или ванной сварки |
||
|
1. Тип и размеры инвентарных форм |
В зависимости от положения и диаметра свариваемых стержней |
- |
|
2. Износ инвентарных форм |
Зазор между цилиндрическими поверхностями стержней и форм не более 2 мм, а толщина стенок уменьшена не более чем на 0,15dн |
- |
|
3. Состояние внутренней (рабочей) поверхности медных форм |
Свободна от шлака |
- |
|
4. Струбцины и зажимы |
Специальные |
Иной конструкции при условии обеспечения заданной технологии сварки |
|
V. Оборудование, приспособления и инструмент для контроля качества |
||
|
1. Разрывные машины с приспособлениями |
В зависимости от величины разрывного усилия и метода испытания. Метрологически аттестованные |
- |
|
2. Измерительный инструмент, шаблоны |
Метрологически аттестованные |
Погрешность - до 1,0 мм специализированные, имеющие сертификат |
|
3. Ультразвуковые дефектоскопы с механическими устройствами |
В зависимости от диаметра арматуры, метода контроля, метрологически аттестованные |
Специализированные, имеющие сертификат |
2.8. Размер партии, объем выборки и периодичность проверки качества при входном контроле должны быть указаны в проектной и технической документации.
3. Текущий пооперационный контроль
3.1. Пооперационный контроль, осуществляемый в процессе сварки, должен обеспечивать не только выявление и своевременное устранение обнаруженных дефектов, но и принятие профилактических мер с целью недопущения возникновения повторных дефектов.
3.2. Пооперационный контроль проводится специалистами в произвольный момент времени методом случайного (непреднамеренного) отбора на любой операции для проверки соблюдения требований настоящего раздела РТМ.
3.3. Контроль качества подготовки и точности сборки элементов арматуры и закладных изделий (чистота кромок и поверхностей под сварку, величины зазоров и разделок, точность сборки элементов), соблюдение последовательности подготовительных и сварочных операций, размеров изделий, узлов и конструкций, применяемых основных сварочных и вспомогательных материалов, квалификации сварщиков, исправности сварочного оборудования и оснастки должен осуществляться в соответствии с требованиями пп.1.1-1.5 и 2.1-2.8 настоящего раздела РТМ.
3.4. Правильность выбора режима сварки должна контролироваться путем:
- проверки паспортов сварочного оборудования и его настройки на выбранный режим (п.2.7);
- внешнего осмотра и обмера сваренных пробных образцов сварных соединений, выполняемых на выбранных режимах;
- механических испытаний на прочность пробных образцов сварных соединений при удовлетворительных результатах их внешнего осмотра.
3.4.1. Правильность выбранного режима определяется на пробных образцах, которые изготавливаются в количестве 3 штук в присутствии инженерно-технического работника, ответственного за производство работ, из отрезков делового материала (арматурной стали, листового или профильного проката) до начала сварки деловых соединений.
Элементы образцов по сочетанию классов и марок стали, по диаметру и толщине должны точно повторять элементы деловых соединений. Условия сборки и сварки пробных образцов (применяемое оборудование, приспособления, сварочные материалы, положение в пространстве, условия погоды и др.) должны соответствовать условиям сборки деловых соединений.
Конструкцию и основные размеры пробных образцов, изготовляемых для проверки выбранного режима сварки в зависимости от типа сварного соединений, следует принимать согласно ГОСТ 14098-91, рис.3 и табл.3.

Рис.3
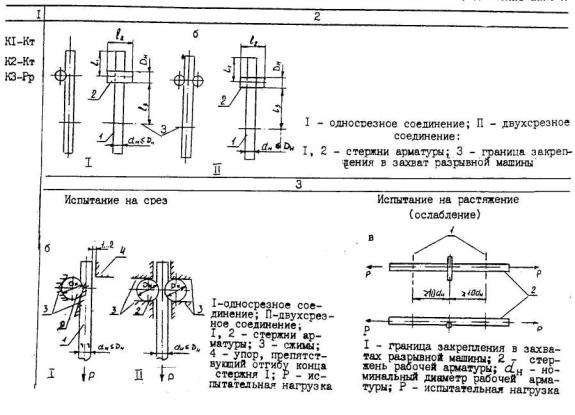
Продолжение рис.3

Продолжение рис.3
|
Вид сварки |
Тип соединения |
Тип образца по рис.3 |
Вид испытаний на: |
Диаметр стержней, dн, мм |
Основные размеры образцов, мм |
||
|
l1 |
l2 |
l3 |
|||||
|
Контактная стыковая |
Стыковое |
а |
Растяжение |
10-25 25-40 |
- |
- |
³10dн ³20dн |
|
Контактная точечная |
Крестообразное |
б в |
срез растяжение (ослабление) |
3-10 12-25 28-40 3-8 |
15-50 25-40 40-60 ³10dн |
80 80 100 50 |
³20dн ³15dн ³10dн ³10dн |
|
Нахлесточное |
г |
срез |
10-25 |
100 |
5d+20 |
³5dн |
|
|
Ванная или дуговая (под флюсом, швами либо точками) |
Тавровое |
д |
отрыв |
10-25 25-40 |
100 100 |
100 (2¸2,5)dн +20 |
³10dн ³10dн |
|
Стыковое Нахлесточное |
а г |
растяжение срез |
8-40 8-40 |
- 100 |
- (3¸5)dн |
³10dн ³10dн |
|
|
Крестообразное |
в |
растяжение (ослабление) |
10-22 |
250 |
50 |
³10dн |
|
Примечания: 1. Диаметр dн, а также длина швов в образцах типа г и д при выполнении их дуговой сваркой должны приниматься в соответствии с требованиями проекта или настоящего раздела РТМ.
2. Общая длина стержня диаметром dн в образцах типа б и в должна приниматься в зависимости от конструкции испытательной машины.
3. При испытании на срез должно быть обеспечено прочное закрепление стержня диаметром Dн, исключающее возможность его поворота вокруг своей оси. При испытании должна быть обеспечена также возможность свободного перемещения стержня диаметром dн под действием усилия Р. Отгибание ненагруженного конца стержня диаметром dн в сторону, противоположную сварному соединению, не должно превышать 0,5-1,0 мм. Клиновый захват, расположенный со стороны нагруженного усилием Р стержня, должен иметь вырез, обеспечивающий свободное перемещение стержня диаметром dн под действием этого усилия, зазор между боковыми стенками выреза и гратом в сварном соединении принимают 2-3 мм.
4. Испытания других типов сварных соединений, не регламентированных ГОСТ 14098-91, но приведенных в технических разделах настоящих РТМ, в данной главе не приведены.
3.4.2. Контроль внешним осмотром и измерениями осуществляется для установления геометрических размеров швов, их длины, наличия грата, венчика наплавленного металла, шлака и наружных дефектов. Для осмотра и обмера должны быть выбраны худшие по внешнему виду соединения из числа выполненных. Выбранное соединение должно быть тщательно очищено от загрязнений, отслаивающейся окалины, шлака и брызг. Очистке подлежит как весь наплавленный, так и основной металл на участках не менее 20 мм от краев шва.
3.4.3. Правильность выбора режима контактной стыковой сварки характеризуется следующими внешними признаками сварного соединения:
а) переход от поверхности стержней к утолщению в месте стыка должен быть крутым;
б) сварное соединение по периферии должно быть окружено гратом с ярко выраженными рваными зубцами по краям;
в) наружный диаметр венчика грата должен составлять не менее 1,5 диаметра свариваемых стержней, но не более 1,5 диаметра плюс 10 мм.
3.4.4. При правильно выбранном режиме контактной точечной сварки арматурных стержней вкрест величина осадки стержней друг в друга не должна выходить за пределы величин осадки, указанных в технологических разделах настоящих РТМ и сварное соединение должно быть по периферии окружено гратом, а стержней с плоскими элементами закладных изделий внахлестку - на последних должна остаться вмятина (след) от электрода глубиной до 1 мм. Подплавление и поджоги ребер периодического профиля не допускаются.
3.4.5. Тавровое соединение арматурных стержней с плоскими элементами проката, выполненное дуговой сваркой под флюсом, при правильно выбранном режиме, должно иметь следующие внешние признаки:
- отклонение от плоскостности наружных лицевых поверхностей плоских элементов закладных изделий не должно превышать 3 мм, угол между поверхностью плоского элемента и анкера должен быть в пределах установленных ГОСТ 14098-91, а его кромки - очищены от грата и шлака после огневой резки;
- расплавленный металл в виде венчика сравнительно равномерно расположен вокруг стержня и без разрывов;
- высота венчика металла составляет от 0,4 до 0,6 диаметра привариваемого стержня, допускается разность высоты венчика в любых точках по его окружности до 7 мм и несимметричное расположение венчика относительно анкерного стержня при условии, что расстояние от края венчика до ближайшей точки на поверхности стержня должно быть не менее 0,5 мм для анкеров диаметром до 14 мм включительно и не менее 2 мм для больших диаметров стержней;
- на обратной (по отношению к расположению стержня) стороне плоского элемента (при d£15 мм и отсутствии окалины) должно быть пятно с цветами побежалости, прожоги плоских элементов не допускаются.
3.4.6. Правильность выбора режима в соединениях, выполненных дуговой, ванной и ванно-шовной сваркой, характеризуется следующими внешними признаками:
- геометрические размеры наплавленного металла должны соответствовать ГОСТ 14096;
- наплавленный металл в соединениях и основной металл в околошовных зонах не должен иметь трещин, а переход между ними должен осуществляться без подрезов;
- размеры и число наружных дефектов не должны превышать приведенных в табл.4;
- не допускаются перерывы наплавленного металла и шлаковое включение, поверхностные поджоги, свищи и непровары. Все кратеры должны быть заварены;
- перелом осей в стыкуемых стержнях (в плоскости параллельной стенкам инвентарной формы и скобы-накладки или перпендикулярной к плоскости, проходящей через продольные оси круглых накладок из стержней) не должен быть более 12 мм на базе 250 мм;
- отклонение размеров конструктивных элементов и их взаимного расположения не должны превышать предельных приведенных в табл.1.
Таблица 4
|
Наименование дефекта |
Допускаемые дефекты при диаметре свариваемых стержней, мм |
||
|
10-28 |
32-40 |
||
|
1. Число отдельных пор диаметром до 2 мм в соединениях, выполненных: |
|
|
|
|
дуговой сваркой протяженными швами на длине шва 100 мм |
2 |
4 |
|
|
при сварке другими способами |
4 |
5 |
|
|
2. Цепочки пор диаметром до 2 мм и длиной до 50 мм в соединениях, выполненных: |
|
|
|
|
дуговой сваркой протяженными швами |
Не допускаются |
2 |
|
|
при сварке другими способами |
1 |
||
|
3. Глубина усадочных раковин наплавленного металла при выполнении стыковых соединений ванной, ванно-шовной и дуговой сваркой, мм |
2 |
3 |
|
3.4.7. Внешний осмотр производится невооруженным глазом, в сомнительных местах - с помощью лупы 4-кратного увеличения по ГОСТ 25708, а измерительный контроль проводится в соответствии с требованиями п.2.6.2 настоящего раздела РТМ. Отклонение от соосности измеряется металлической рейкой, имеющей вырез для обхода грата, утолщения наплавленного металла для стальной скобы-накладки в месте сварки, перелом осей стержней арматуры в стыковых соединениях - линейкой, осадку стержней и их смятие электродами - в крестообразных соединениях и уменьшение исходного диаметра стержня в месте разрыва при испытании образцов стыковых соединений из арматурной стали класса Ат-V - штангенциркулем.
3.4.8. Если хотя бы в одном из образцов, подвергнутых внешнему осмотру, будут обнаружены отступления от требований пп.3.4.6 и 3.4.7, работы по сварке должны быть прерваны, а дефектные швы и соединения исправлены.
Причины возникновения дефектов в соединениях и причины отклонения размеров швов от заданных необходимо выявить и устранить.
Перечень наиболее часто встречающихся дефектов, причины их возникновения и методы устранения приведены в Приложении А.
Режимы сварки необходимо уточнить и при новом режиме должны быть сварены заново три пробных образца для повторного их обследования. При удовлетворительных результатах внешнего осмотра пробных образцов они должны быть подвергнуты последующим механическим испытаниям на прочность.
3.4.9. Механические испытания пробных образцов (см. п.3.4.1) на прочность должны производиться в соответствии с требованиями ГОСТ 10922-90 и табл.3 настоящего раздела РТМ с использованием разрывных машин любых систем, отвечающих требованиям ГОСТ 7855, скорость нагружения образцов - по ГОСТ 12004-81, а также необходимых устройств и приспособлений. Все оборудование ежегодно должно быть метрологически аттестовано.
3.4.10. При
механических испытаниях стыковых, тавровых и нахлесточных сварных соединений
арматуры, а также крестообразных соединений с нормируемой прочностью
определяются значения предела прочности s1; s2; s3 и размах этих
значений R = smax - smin, подсчитывается среднее арифметическое значение пределов
прочности ![]() которое должно быть
не ниже средних значений С, приведенных в табл.5. Размах значений
предела прочности сварных соединений R не должен превышать 118 Н/мм2 (12 кгс/мм2).
которое должно быть
не ниже средних значений С, приведенных в табл.5. Размах значений
предела прочности сварных соединений R не должен превышать 118 Н/мм2 (12 кгс/мм2).
Таблица 5
Н/мм2 (кгс/мм2)
|
Размах значений предела прочности сварных соединений в выборке |
Средние значения предела прочности С сварных соединений стержней, по оси которых действует испытательная нагрузка, из арматурной стали класса |
|||||
|
A-I |
А-II и Ас-II |
А-III и Ат-IIIС |
А-IV |
А-V |
А-VI |
|
|
До 39(4) включ. |
314(32) |
432(44) |
530(54) |
785(80) |
942(96) |
1060(109) |
|
Св. 39(4) до 78(8) включ. |
334(34) |
461(47) |
559(57) |
814(83) |
961(98) |
1100(112) |
|
78(8) до 118(12) включ. |
373(38) |
491(50) |
589(60) |
844(86) |
981(100) |
1128(115) |
Примечания: 1. Для арматурной стали классов A-I, А-II и Ас-II значения С приведены для крестообразных соединений при их испытании на срез. Сварные соединения стержней из этой арматурной стали других типов должны быть равнопрочны основному металлу стержней.
2. Для арматурой стали класса А-III марки 25Г2С с временным сопротивлением разрыву 560 Н/мм2 (57 кгс/мм2) по ГОСТ 5781-82 и класса Ат-IIIС с временным сопротивлением разрыву 540 Н/мм2 (55 кгс/мм2) по ГОСТ 10884-81 среднее значение предела прочности сварных соединений С допускается уменьшать соответственно на 30 и 50 Н/мм2 (3 и 5 кгс/мм2).
3. Для соединений типов K1-K3, С1-С4 стержней из арматурной стали классов Ат-IVС и Ат-IVК, а также для соединений типов C14-C19 стержней из арматурной стали классов Ат-IVС значения С должны соответствовать указанным для арматурной стали класса А-IV.
4. Для соединений типов С1-С4 стержней из арматурной стали классов Ат-V и Ат-VСК с последующей локальной термической обработкой значения С должны соответствовать указанным для арматурной стали класса А-V.
5. При сварке встык разных диаметров арматуры значения прочности следует рассчитывать по стержню меньшего диаметра.
3.4.11. Стыковые соединения стержней из
термически упрочненной арматурной стали класса Ат-V, выполненные контактной
сваркой, при механических испытаниях на растяжение должны разрушаться вне зоны
сплавления. При уменьшении исходного диаметра ![]() стержней в месте
разрыва не должно быть менее 20 %, где d1- исходный диаметр
стержня до сварки; d2 - диаметр стержня в месте его разрыва.
стержней в месте
разрыва не должно быть менее 20 %, где d1- исходный диаметр
стержня до сварки; d2 - диаметр стержня в месте его разрыва.
3.4.12. Крестообразные сварные соединения с нормируемой прочностью проволоки класса Вр-1 со стержневой арматурой или с такой же проволокой при испытании на срез должны выдерживать без разрушения нагрузку Рcp не менее, гН (кгс):
35(355) - при номинальном диаметре проволоки 3 мм;
62(630) - при номинальном диаметре проволоки 4 мм;
97(985) - при номинальном диаметре проволоки 5 мм,
3.4.13. В тавровых соединениях, выполненных дуговой механизированной сваркой под флюсом, когда анкерные стержни расположены под углом к плоскости или торцу плоского элемента закладного изделия, а также в сверши соединениях других типов при арматуре диаметром 36 мм и более средние значения предела прочности (С), указанные в табл.5, могут приниматься уменьшенными на 5%.
3.4.14. Контактная точечная сварка соединений с ненормируемой прочностью не должна вызывать разупрочнение проволоки класса Вр-I, применяемой в качестве рабочей арматуры железобетонных конструкций.
При испытании проволоки на растяжение она должна выдерживать нагрузку Рр не менее Рср, указанной в п.3.4.12.
3.4.15. Стержни рабочей арматуры классов A-III, Ат-IIIС, Ат-IVС, Ат-IVК и Ат-V, имеющие по длине крестообразные соединения типа КЗ по ГОСТ 14096, не должны разупрочняться и при испытании на растяжение иметь предел прочности, равный или превышающий временное сопротивление разрыву sв арматурной стали соответствующего класса по ГОСТ 5781-82 и ГОСТ 10884-81.
3.4.16. Для сварных соединений, перечисленных в п.3.4.10, режим сварки считается выбранным правильно, если соблюдены условия:
1. R £ 118 Н/мм2 (12 кгс/мм2).
2. ![]()
3. D ³ 20 % (для Ат-V).
При несоблюдении первого условия к выпуску продукции не приступают, а технологию сварки доводят до требуемой стабильности. При несоблюдении второго или третьего условий проводят сварку удвоенного количества пробных образцов (6 шт.) и их испытание. Если и в этом случае произойдет нарушение одного из трех условий, следует изменить режим сварки, изготовить три пробных образца, вновь подвергнуть их внешнему осмотру и последующему испытанию на прочность.
3.4.17. Для крестообразных соединений по п.3.4.12 независимо от характера и места разрушения должны быть определены:
1. Разрушающие нагрузки Р1, Р2 и Р3.
2. Минимальное значение Рmin.
Режим сварки считается выбранным правильно, если Рmin ³ Рср. При несоблюдении этого условия проводят сварку удвоенного количества образцов и их испытание. Если в результате повторите испытаний указанное условие не соблюдается, режим сварки уточняется.
3.4.18. Для крестообразных соединений по пп.3.4.14, 3.4.15 при испытаниях на разупрочнение арматурной стали сваркой должны быть определены:
1. Разрывное усилие для проволоки класса Bp-I - Р1; Р2; Р3.
2. Минимальное значение Рmin
3. Предел прочности s1; s2; s3
4. Минимальное значение smin
Режим сварки считается выбранным правильно, если Рmin ³ Рср и smin ³ sв (Рр по п.3.4.14; sв - по п.3.4.15).
При несоблюдении этих условий проводят сварку удвоенного количества пробных образцов. Если в результате повторных испытаний указанное условие не соблюдается, режим сварки уточняется.
4. Приемочный контроль
4.1. Арматурные и закладные изделия, сварные соединения арматуры и закладных изделий, выполненные при изготовлении и монтаже сборных и возведении монолитных железобетонных конструкций, должны быть приняты службой контроля с использованием следующих методов:
- внешний осмотр и измерения;
- лабораторные механические методы испытаний;
- ультразвуковая дефектоскопия.
Примечание. В случаях, особо предусмотренных технической документацией, допускается применять дополнительные методы контроля (стилоскопия, замеры твердости и др.). Объем контроля дополнительными методами и категории оценки качества должны быть оговорены в проектной документации.
4.2. Контролируемыми признаками при приемочном контроле являются:
- размер сварного изделия, узла, конструкции;
- наличие наружных и внутренних дефектов;
- механические свойства сварных соединений;
- наличие маркировки и клеймения;
- правильность ведения выходной документации.
4.3. Приемку производят партиями, которая должна состоять из изделий одного типоразмера (одной марки), изготовленной по единой технологии одним сварщиком, а для выпусков арматуры - из арматурной стали одного класса и диаметра.
Примечание. Допускается
включать в одну партию:
- крестообразные соединения с ненормируемой прочностью типов K1-K2 по ГОСТ
14098-91 (сетки или каркасы независимо от классов и диаметров стержней при
рабочей арматуре периодического профиля; плоские каркасы из проволоки класса
Вр-I с продольными стержнями одинакового
диаметра; плоские или рулонные сетки из проволоки класса Вр-I, рабочая арматура которых не отличается по диаметру), типа
КЗ по ГОСТ 14096 (сетки или плоские каркасы со стержнями рабочей арматуры из
арматурной стали одного класса и диаметра);
- крестообразные соединения с нормируемой прочностью (плоские или
пространственные каркасы с поперечными стержнями (хомутами) из арматурной стали
одного класса, диаметры которых могут отличаться, но не более чем на один номер
профиля арматуры и сетки из арматурной стали класса A-I, в которых более тонкие стержни
имеют одинаковый диаметр);
- отдельные стержни из арматурной стали одного класса с соединениями типов C1-C4 по ГОСТ
14098-91 с постоянным поперечный сечением по длине, отличающиеся не более
чем на один номер профиля;
- закладные изделия с однотипными соединениями типа Т9 по ГОСТ
14098-91 и других типов - с диаметрами анкеров, отличающихся не более чем
на один номер профиля;
- выпуски арматуры, сваренные несколькими сварщиками при наличии исполнительной
схемы или их личного клейма на соединениях, а также соединения стержней,
отличающиеся по диаметру, но не более чем на один номер профиля;
- соединения, выполненные дуговой сваркой протяженными швами независимо от
класса и диаметра свариваемой арматуры.
4.4. Объем партии для заводов стройиндустрии не должен превышать числа изделий, изготовленных в течение одной смены.
Примечание. Допускается увеличить число изделий, изготовленных в течение двух смен работы при производстве продукции на автоматических линиях с применением оборудования, обеспечивающего автоматизацию цикла сварки.
4.5. Объем партии для монтажных строительных площадок не должен превышать 200 соединений. В случае приемки подряд таких партий с первого предъявления объем партии может быть увеличен до 400 соединений.
4.6. Приемочный контроль по времени должен производиться выборочно методом случайного отбора на соответствие требованиям настоящего раздела РТМ:
- при изготовлении товарных арматурных и закладных изделий - до передачи их на склад готовой продукции;
- при изготовлении для собственных нужд - до установки изделия в опалубку;
- при выполнении сварки на строительных площадках - до бетонирования монолитных конструкций или выпусков арматуры в стыках сборных железобетонных конструкций.
4.7. Для контроля внешним осмотром и измерениями всех типов сварных соединений объем выборки составляет 3 шт. для заводов и 10 % выпусков арматуры - для строительной площадки.
4.8. Контроль внешним осмотром и измерениями и приемка качества производится в соответствии с требованиями пп.3.4.2-3.4.5 настоящего раздела РТМ.
4.9. Результаты визуального осмотра и измерений должны быть оформлены актом.
4.10. Механическим испытаниям контрольных образцов, отбираемых от партий изделий, принятых по результатам визуального контроля, подвергаются все типы соединений (кроме типов K1-K3 с ненормируемой прочностью; C21, С23, H1, ТВ и Т9, принимаемых визуально и типов С5-С20, принимаемых по п.4.11) в количестве 3 шт., руководствуясь требованиями п.4.6.
4.11. Сварные стыковые соединения, выполненные ванной пол флюсом и дуговой сваркой в инвентарных формах, дуговой и ванно-шовной сваркой на стальной скобе-накладке и без нее (типы С5-С20) следует принимать ультразвуковой дефектоскопией по ГОСТ 23858 и требованиям пп.5.1-5.6.
4.12. Контроль механическими испытаниями и приемка качества производятся в соответствии с требованиями пп.3.4.9-3.4.18, а результаты испытаний должны быть оформлены соответствующими протоколами (см. Приложение Б).
5. Ультразвуковая дефектоскопия
5.1. Общие положения
5.1.1. Сварные соединения, выполненные ванной под флюсом и дуговой сваркой в инвентарных формах, дуговой и ванно-шовной сваркой на стальной скобе-накладке и без нее (типов С5-С20 по ГОСТ 14098-91) должны приниматься по результатам ультразвукового контроля по ГОСТ 23858 и требованиям данного раздела РТМ.
Примечания: 1. Этот метод контроля не распространяется на дефектоскопию сварных стыков арматуры, выполненных контактной сваркой и сваркой протяженны м и швами.
2. По согласованию с проектной организацией допускается вырезка контрольных образцов из возводимых конструкций для механических испытаний их до разрушения.
3. КТБ НИИЖБ Госстроя РФ и МГТУ им. Баумана разработана методика приемочного неразрушающего ультразвукового контроля качества тавровых соединений типов T1-Мф; Т2-Рф арматурных стержней классов АI-АIII и Ат-IVС диаметром от 8 до 40 мм с плоскими элементами из листового, полосового - профильного проката спокойных и полуспокойных сталей взамен механических испытаний на отрыв.
5.1.2. Ультразвуковой метод контроля следует применять для соединений арматуры диаметром от 20 до 80 мм стали классов, регламентированных табл.6.
Таблица 6
|
Класс арматурной стали |
Тип сварных соединений по ГОСТ 14098-91, подлежащих ультразвуковому контролю |
|
|
АI-АIII по ГОСТ 5781-82 Ат-IIIС- Ат-IVС по ГОСТ 10884-81 |
C5-C13, С20 + - |
C14-C19 + + |
Примечание. При отклонении от требуемых размеров выпусков арматуры возможно проведение контроля в соответствии с Приложением Г.
5.1.3. Термины и пояснения - по ГОСТ 2601 и Приложению В.
5.1.4. Ультразвуковому контролю подлежат соединения с отношением диаметров 0,5-1,0, внешний вид и размеры которых соответствуют требованиям пп.3.4.2 и 3.4.6.
5.1.5. Применяемые методы ультразвукового контроля предназначены для выявления внутренних дефектов сварного шва и ориентировочного определения места дефекта (краевой или центральный) без расшифровки их характера и точных координат.
5.1.6. Качество сварных соединений следует контролировать следующими методами: теневым - стыковых соединений стержней, выполненных в инвентарных формах или без формующих вспомогательных элементов (рис.5); зеркально-теневым - стыковых соединений стержней, выполненных на стальных скобах-накладках (рис.4), спаренных стержней (рис.6) и соединений всех типов по Приложению Г.
Технологические выступы соединений типов C8-C10 и фланговые швы в соединениях типов C14-C19 ультразвуковому контролю не подлежат.
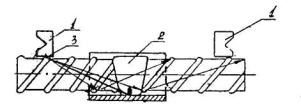
Рис.4
1 - наклонные пьезопреобразователи; 2 - сварное соединение; 3 - метка,
соответствующая точке выхода луча (ГОСТ
14782);
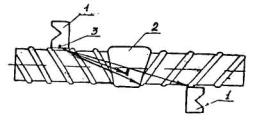
Рис.5
1 - наклонные пьезопреобразователи; 2 - сварное соединение;
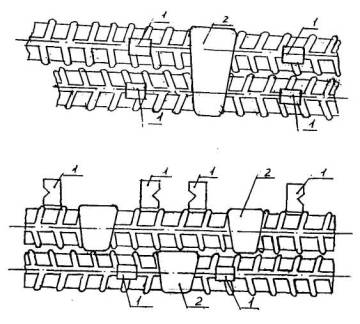
Рис.6
1 - наклонные пьезопреобразователи; 2 - сварное соединение
5.1.7. Характеристикой качества соединения служит ослабление амплитуды прошедшего через сварной шов ультразвукового сигнала, измеряемое в децибеллах.
5.1.8. Ультразвуковой контроль следует проводить при температуре окружающей среды от плюс 40 до минус 20 °С.
5.1.9. Требования к квалификации операторов-дефектоскопистов приведены в п.2.3.2 и Приложении Д.
5.2. Средства контроля
5.2.1. Для контроля сварных соединений следует использовать импульсный ультразвуковой дефектоскоп общего назначения, позволяющий проводить контроль по раздельной схеме, или импульсный малогабаритный ультразвуковой дефектоскоп специального назначения.
Дефектоскоп должен обеспечивать уровень опорного сигнала Aо со специальными пьезопреобразователями (ПЭП) не ниже значений, приведенных в табл.7, или гарантировать установку необходимого уровня для приборов с цифровой индикацией.
Таблица 7
|
Диаметр стержня dн, мм |
20-32 |
36-40 |
45-80 |
20/40-32/40 |
|
Уровень опорного сигнала |
20 |
26 |
30 |
26 |
5.2.2. Каждый дефектоскоп должен иметь паспорт предприятия-изготовителя. Работоспособность аппаратуры проверяют по п.5.2.1: дефектоскопист - в начале смены; лицо, назначенное приказом по предприятию (организации) ответственным за состояние аппаратуры - не реже одного раза в квартал. Дефектоскопы всех типов должны проходить периодическую метрологическую поверку через каждые 12 мес. (после истечения гарантийного срока), а также после ремонта дефектоскопа с заменой элементов принципиальной схемы. Результаты проверки аппаратуры и метрологической аттестации должны быть зафиксированы в паспорте прибора.
5.2.3. При температуре окружающей среды ниже минимальных значений, приведенных в паспортных данных к дефектоскопу, он должен быть снабжен подогревом или упакован в теплый чехол; при температуре окружающей среды ниже минус 10 °С необходимо помещение для обогрева операторов.
5.2.4. Параметры электрической силовой сети или автономных источников питания должны соответствовать требованиям, указанным в паспорте дефектоскопа.
5.2.5. В состав механико-акустической системы входят специальные нестандартизированные пьезоэлектрические преобразователи (ПЭП) и механические устройства, несущие систему ПЭП.
Основные параметры применяемых для контроля ПЭП должны соответствовать приведенным в табл.8.
Таблица 8
|
Тип преобразователя |
Частота f, мГп ±0,5 |
Угол ввода a, град. ±2 |
Стрела h, мм ±2 |
Размер пьезоэлемента а, мм |
Радиус кривизны* Rn, мм |
|
П323Н |
2;5 |
50;60;65 |
10 |
6 |
a < Rn < 1,66а |
|
1.8 |
60 |
12 |
9 |
|
* Шероховатость рабочей поверхности должна быть не более 20 мм.
ПЭП следует устанавливать в механические устройства, выбираемые в соответствии с приложением Е и обеспечивающие:
- фиксацию и соосную установку ПЭП относительно друг друга и продольной оси стыкуемых стержней;
- настройку точки ввода;
- постоянное расстояние в соответствии с рис.7, 8 между ПЭП при контроле соединений стержней определенного диаметра;
- изменение расстояния между ПЭП при переходе к контролю соединений стержней другого диаметра;
- возможность перемещения ПЭП вдоль и вокруг стержня.
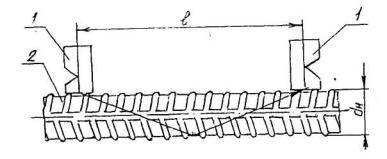
Рис.7
1 - наклонные пьезопреобразователи; 2 - стержень основного металла
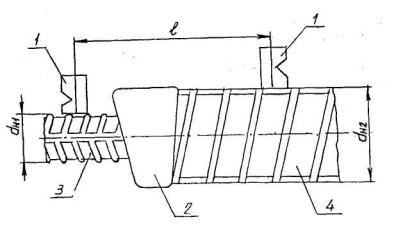
Рис.8
1 - наклонные пьезопреобразователи; 2 - сварное соединений; 3 - стержень
меньшего диаметра (dн1);
4 - стержень большего диаметра (dн2)
5.2.6. Набор стандартных образцов предприятия (СОП) (рис.8) из стержней разного диаметра предназначен для контроля соединений с соотношением диаметров арматуры 0,5-0,8 и замера опорного сигнала Ао. Набор СОП должен быть идентичен по диаметрам свариваемых стержней, классам стали, конструктивным элементам соединений, способам сварки и сварочным материалам контролируемому соединению и обеспечивать качество в соответствии с ГОСТ 10922-90 и пп.3.4.9 ¸ п.3.4.16.
5.2.7. Акустическое контактное вещество должно быть изготовлено в соответствии с приложением X и обеспечивать заполнение впадин профиля при любом пространственном положении сварного соединения и в диапазоне температур по п.5.1.8.
5.3. Подготовка к контролю
5.3.1. Перед началом контроля оператор обязан получить задание (заявку) на контроль с указанием типа сварного соединения, диаметра стержней, клейма сварщика и схему расположения стыков на контролируемом объекте.
5.3.2. Места проведения контроля должны быть подготовлены заблаговременно. При необходимости следует установить леса, подмости, лестницы и ограждения. Для работы в труднодоступных местах в помощь оператору должен быть выделен вспомогательный персонал.
5.3.3. Перед проведением контроля необходимо:
- очистить сварные соединения от брызг металла, остатков шлака, заусенец, отслаивающейся окалины, ржавчины, бетона и других загрязнений;
- подвергнуть их внешнему осмотру и обмерам в соответствии с требованиями пп.3.4.2 и 3.4.6 настоящего раздела РТМ, при этом забракованные соединения до исправления обнаруженных дефектов ультразвуковому контролю не подлежат;
- подготовить механическое устройство, установить расстояние между ПЭП в соответствии с требованиями табл.9 при соотношении диаметров стыкуемых стержней 0,8-1,0 или табл.10 при других соотношениях диаметров арматуры, зафиксировать точки ввода ПЭП на середине впадины профиля и проверить работоспособность дефектоскопа и ПЭП согласно требованиям п.5.2.1.
Таблица 9
|
Размеры, мм |
||||||||||||||
|
Типы сварных соединений по ГОСТ 14096 |
Схема контроля |
Угол ввода a, град. |
Установочные расстояния l±5 между ПЭП для стержней диаметром dн |
|||||||||||
|
20 |
22 |
25 |
28 |
32 |
36 |
40 |
45 |
50 |
60 |
70 |
80 |
|||
|
С5-С20 |
Зеркальнотеневая |
65 |
88 |
96 |
104 |
117 |
140 |
156 |
176 |
- |
- |
- |
- |
- |
|
|
60 |
64 |
72 |
80 |
90 |
100 |
120 |
132 |
150 |
165 |
195 |
225 |
255 |
|
|
|
50 |
- |
- |
- |
- |
- |
- |
- |
105 |
120 |
150 |
175 |
195 |
|
|
С5-С7, С20 |
Теневая |
65 |
80 |
80 |
88 |
90 |
100 |
108 |
- |
- |
- |
- |
- |
- |
|
C8-C10 |
|
96 |
104 |
112 |
117 |
130 |
132 |
144 |
|
|
|
|
|
|
Таблица 10
Сварные соединения типов С5-С20 по ГОСТ 14098-91; зеркально-теневая схема контроля
|
Размеры, мм |
||||||||||||
|
Диаметры стержней dн |
Установочные расстояния l±5 между ПЭП для стержней диаметром |
|||||||||||
|
22 |
25 |
28 |
32 |
36 |
40 |
|||||||
|
Угол ввода a, град. |
||||||||||||
|
65 |
60 |
65 |
60 |
65 |
60 |
65 |
60 |
65 |
60 |
65 |
60 |
|
|
20 |
85 |
65 |
90 |
70 |
95 |
70 |
100 |
75 |
105 |
80 |
110 |
80 |
|
22 |
- |
- |
95 |
70 |
100 |
75 |
105 |
80 |
110 |
80 |
115 |
85 |
|
25 |
- |
- |
- |
- |
110 |
75 |
115 |
85 |
120 |
90 |
125 |
95 |
|
28 |
- |
- |
- |
- |
- |
- |
125 |
90 |
130 |
95 |
135 |
100 |
|
32 |
- |
- |
- |
- |
- |
- |
- |
- |
140 |
105 |
145 |
110 |
|
36 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
160 |
120 |
5.3.4. При температуре окружающей среды от минус 10 до минус 20 °С следует осуществить предварительный нагрев контролируемого соединения до температуры 30-50 °С или применить контактную смазку типа АКВ-2, изготовленную в соответствии с приложением Ж. Сварное соединение можно подогреть любым источником нагрева (газовая горелка, керосинорез, индуктор и т.п.), либо вести контроль непосредственно после выполнения сварки. Степень подогрева соединения определяют приблизительно, на ощупь.
5.4. Проведение контроля
5.4.1. Характеристикой качества сварного стыкового соединения служит разность DА амплитуды сигнала Ai, прошедшего через сварной шов, в сравнении с амплитудой опорного сигнала A0, полученной на основном металле в соединениях с соотношением диаметров арматуры 0,8-1,0 (рис.7) или на СОП - при соотношении меньше 0,8 (рис.8).
5.4.2. Измерение опорного сигнала производится на основном металле арматурного стержня, аналогичного по классу и диаметру контролируемым соединениям непосредственно на рабочем месте перед контролем каждой сдаваемой партии:
- нанести акустическое контактное вещество на участках контроля под оба ПЭП;
- провести подготовительные операции по п.5.3;
- провести необходимые замеры и подсчеты.
5.4.3. При контроле стыков с соотношением диаметров арматуры 0,8-1,0 выполнить по три измерения максимальных амплитуд опорных сигналов A01, A02, A03 на продольном и поперечных ребрах. Среднее арифметическое значение A0 определить по формуле:
![]() (1)
(1)
5.4.4. При использовании механико-акустических систем в соответствии с приложением Г (рис.12) проводят один замер A0 на поперечных ребрах основного металла.
5.4.5. При контроле соединений с соотношением диаметров арматуры менее 0,8 замеры A0 проводят согласно требованиям п.5.4.2 только с использованием СОП, причем излучающий ПЭП должен быть установлен на стержне меньшего диаметра.
5.4.6. При использовании дефектоскопов с цифровой индикацией выполняют операции по п.5.4.2 до установления на табло нулевого уровня ("0" дБ).
5.4.7. Контроль деловых сварных соединений проводится после завершения работ по определению опорного сигнала:
- на подготовленное (см. п.5.3) контролируемое сварное соединение нанести акустическое контактное вещество. Измерение максимальной амплитуды сигналов Аi необходимо проводить не менее чем в трех точках по схемам, указанным на рис.9 и 10, сканируя систему вдоль продольной оси соединения с шагом сканирования, кратным шагу профиля. Допускается для соединений, доступ к которым ограничен, проводить меньшее число измерений в соответствии с требованиями табл.11 или проводить измерения, исходя из требований приложения Г. В крайних положениях один из ПЭП следует помещать вплотную к сварному шву, а в среднем положении ПЭП следует располагать симметрично сварному шву:
- определить разность амплитуды прошедших сигналов DАi, дБ, по формуле
DАi = A0 - Аi (2)
Примечание. Приборы с цифровой индикацией покажут сразу разницу амплитуд DАi.
- провести приемку в соответствии с требованиями п.5.5,
Схема сканирования системы ПЭП при теневом методе контроля для соединения, выполняемых в инвентарных формах

Рис.9
1, 2, 3 - позиции ПЭП при замерах
Схема сканирования системы ПЭП при зеркально-теневом методе контроля для соединений стержней, выполненных на стальных скобах-накладках (горизонтальное и вертикальное)
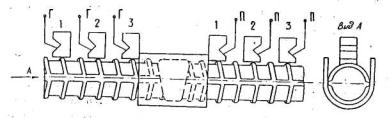
Рис.10
1, 2, 3 - позиции пьезопреобразователей при замерах
5.5. Приемка
5.5.1. Качество стыковых соединений стержней должно быть проверено органами контроля предприятия-изготовителя или службами контроля строительно-монтажных объединений, трестов и приравненных к ним организаций (см. п.1.1).
5.5.2. Соединения следует принимать партиями по ГОСТ 10922-90 и пп.4.3-4.5 настоящего раздела РТМ. Объем партии стыковых соединений выпусков стержней должен включать соединения стержней арматуры одного класса и диаметра, выполненные по единой технологии одним или несколькими сварщиками к началу бетонирования конструкций, но не более 200 соединений.
В зависимости от характера и порядка комплектования строящегося объекта, особенностей монтажа конструкций и других специфических условий, объем партии сварных соединений допускается устанавливать по решению проектной организации.
5.5.3. Объем выборки от партии стыковых соединений стержней, подлежащих ультразвуковому контролю, в зависимости от числа измерений следует принимать по табл.11, но быть не менее 3 штук в выборке.
Качество сварных стыковых соединений стержней следует оценивать (в соответствии с табл.12 при применении механико-акустических систем по приложению И и рис.10 и 11 и табл.13 - по приложению Е и рис.12 по максимальному значению разности амплитуд
DАimax = A0 - Аimin (3)
Оценку производят по трехбалльной системе, при этом устанавливают следующие категории качества контролируемых соединений:
балл 3 - годные, предел прочности которых выше 540 МПа с обеспеченностью 0,9;
балл 2 - ограниченно годные, подлежат исправлению путем усиления (приложение З), после которого предел прочности должен быть выше 540 МПа с обеспеченностью 0,8;
балл 1 - негодные, подлежат вырезке.
|
Число измерений амплитуды прошедшего сигнала |
4 и более |
3 |
2 |
|
Объем выборки соединений, % |
10 |
15 |
20 |
5.5.4. При контроле сварных стыковых соединений со стержнями разных диаметров качество соединений оценивают в соответствии с требованиями табл.12 и 13 по стержням меньшего диаметра.
5.5.5. Если в выборке все соединения оценены баллом 3 или не более двух соединений, расположенных в разных узлах сопряжений, оценены баллом 2, то партия сварных соединений подлежит приемке.
5.5.6. Если в выборке одно соединение оценено баллом 1 или два соединения в одном узле сопряжения оценены баллом 2, или от трех до пяти соединений, расположенных в разных узлах сопряжений, также оценены баллом 2, назначают повторную выборку в объеме, регламентированном табл.11.
5.5.7. Если в повторной выборке качество соединений отвечает требованиям п.5.5.5, то партии принимают после ремонта в соответствии с приложением З.
5.5.8. Если число соединений, оцененных баллом 1 или 2, превышает значения, указанные в п.5.5.6, или повторная выборка не отвечает требованиям п.5.5.5, то партия сварных соединений подлежит сплошному контролю.
|
Диаметр стержней |
Баллы |
Разность амплитуд DАi = A0 - Аimin, дБ сварных соединений типов |
|||
|
C5-C13, С20 |
С14-С19 |
||||
|
Положения системы искателей |
|||||
|
1-1; 3-3 |
2-2 |
1-1; 3-3 |
2-2 |
||
|
20-25 |
1 |
³ 14 |
³16 |
³16 |
³ 13 |
|
2 |
14 > DАi ³ 5 |
16 > DАi ³ 8 |
16 > DАi ³ 12 |
13 > DАi ³ 9 |
|
|
3 |
< 6 |
< 8 |
< 12 |
< 9 |
|
|
28-32 |
1 |
³15 |
³ 18 |
³16 |
³ 15 |
|
2 |
15 > DАi ³ 7 |
18 > DАi ³ 10 |
16 > DАi ³ 12 |
15 > DАi ³ 9 |
|
|
3 |
< 7 |
< 10 |
< 12 |
< 9 |
|
|
36-40 |
1 |
³ 16 |
³ 20 |
³ 20 |
³ 17 |
|
2 |
16 > DАi ³ 8 |
20 > DАi ³ 12 |
20 > DАi ³16 |
17 > DАi ³ 11 |
|
|
3 |
< 8 |
< 12 |
< 16 |
< 11 |
|
|
45-80 |
1 |
- |
- |
³ 26 |
³ 24 |
|
2 |
- |
- |
26 > DАi ³ 14 |
24 > DАi ³12 |
|
|
3 |
|
|
< 14 |
< 12 |
|
|
Диаметры стержней |
Баллы |
Разность амплитуд DАi = A0 - Аimin, дБ сварных соединений типов |
|
|
C5-C13, С20 |
С14-С19 |
||
|
20-25 |
1 |
> 14 |
> 16 |
|
2 |
14 ³ DАi ³ 8 |
16 > DАi ³ 10 |
|
|
3 |
< 8 |
< 10 |
|
|
28-32 |
1 |
> 16 |
> 18 |
|
2 |
16 > DАi ³ 10 |
18 > DАi ³ 12 |
|
|
3 |
< 10 |
< 12 |
|
|
36-40 |
1 |
> 18 |
> 20 |
|
2 |
18 > DАi ³ 12 |
20 > DАi ³ 14 |
|
|
3 |
< 12 |
< 14 |
|
|
45-80 |
1 |
- |
>22 |
|
2 |
- |
22 > DАi ³ 16 |
|
|
3 |
- |
< 16 |
|
5.6. Оформление результатов контроля
5.6.1. Результаты контроля каждого сварного соединения должны быть зафиксированы в рабочих журналах и заключениях (протоколах), а также отражены в журнале сварочных работ.
Журнал по ультразвуковому контролю является первичным документом, в котором операторы-дефектоскописты регистрируют результаты контроля. Журналы должны храниться на предприятии, проводящем контроль в соответствии с установленный порядком. Заключение (протокол) является неотъемлемой частью акта скрытых работ, которые могут составляться как на одну, так и на несколько групп сварных соединений контролируемого объекта или узла. Формы заключения и журналов устанавливает предприятие, проводящее контроль, обязательная форма журнала приведена в приложении И.
5.6.2. В документации по п.5.6.1 должны быть отражены следующие данные:
наименование организации, проводящей контроль;
наименование объекта;
номинальный диаметр, класс и марка стали сваренных элементов, тип сварного соединения, его индекс (номер) по чертежу или схеме;
ф.и.о. сварщика и клеймо;
схема контроля;
тип дефектоскопа и его номер по системе нумерации предприятия-изготовителя;
параметры ПЭП;
измерения амплитуд сигналов, уровень опорного сигнала A0, уровень прошедшего сигнала Ai, ослабление сигнала DАi;
оценка качества сварных соединений и решение о годности;
ф.и.о. и подпись дефектоскописта, дата последней аттестации;
дата проведения контроля и выдачи заключения;
фамилия и подпись руководителя службы контроля.
5.6.3. Бетонирование конструкций до получения результатов ультразвуковой дефектоскопии к акту скрытых работ не допускается (СНиП 3.03.01).
6. Учетная документация по контролю
6.1. Учетная документация разрабатывается предприятием, выполняющим сварку с соблюдением требований настоящих РТМ, и должна содержать следующие основные сведения:
- наименование и адрес предприятия-изготовителя;
- наименование изделий с указанием их марок и числа в партии или производственный шифр;
- сведения о бригадах, мастерах и сотрудниках отдела технического контроля или лаборатории, руководящих сборкой, сваркой и контролем;
- сведения о сварщиках и операторах-дефектоскопистах (ф.и.о., номер диплома, дата последней аттестации, номер личного клейма или другое обозначение для швов, выполняемых ими);
- сведения о заготовительном, сборочно-сварочном и испытательном оборудовании, оснастки, приспособлений и аппаратуры, в том числе с указанием даты последней метрологической аттестации;
- дату изготовления, номер и дату выдачи документа;
- сведения о результатах контроля каждым методом, предусмотренным технологическим процессом;
- сведения об отклонениях от технологии и дефектах, обнаруженных при контроле, и о мероприятиях по их устранению.
6.2. Документация, рекомендуемая для фиксирования результатов контроля при производстве сварочных и контрольных работ:
- копии протоколов аттестационных испытаний сварщиков и дефектоскопистов на допуск к работе;
- журнал сварочных работ;
- журнал и копии протоколов результатов механических испытаний (см. приложение Б настоящего раздела РТМ);
- журнал и копии протоколов результатов ультразвуковой дефектоскопии (см. п.5.6 и приложение И настоящего раздела РТМ).
6.3. Срок хранения документации - 5 лет после пуска объекта в эксплуатацию.
7. Требования безопасности
7.1. Требования безопасности должны соответствовать стандартам системы безопасности труда.
ПРИЛОЖЕНИЕ А
Рекомендуемое
Виды сварных соединений, внешние дефекты, возможные причины их возникновения и способы предупреждения приведены в табл. 14.
Таблица 14
|
Внешний дефект |
Основные причины возникновения |
Методы предупреждения или устранения |
Допускаемые дефекты и их величины |
|
1 |
2 |
3 |
4 |
|
I. Соединения, выполненные контактной стыковой или точечной сваркой |
|||
|
1. Подплавление или поджог стержней в электродах |
Недостаточное усилие сжатия стержней, преждевременное включение сварочного тока, загрязнение рабочей поверхности электрода (контактных губок), загрязнение поверхности стержней |
Строгое соблюдение требований РТМ. Усиление текущего контроля |
- |
|
2. Непровар |
Низкая ступень сварочного трансформатора, недостаточная продолжительность подогрева или оплавления, преждевременное выключение сварочного тока, малая скорость или усилие осадки |
То же |
- |
|
3. Малая или большая величина осадки при точечной сварке; отсутствие грата |
Малый или большой сварочный ток или продолжительность его протекания; загрязнение поверхности стержней |
Переключить ступени трансформатора |
- |
|
4. Переход от поверхности стержней к усилению в песте стыка плавный; грат пестами отсутствует |
Малые продолжительность подогрева или усилие осадки |
То же |
- |
|
5. Перегрев металла в зоне соединения |
а) При стыковой сварке высока ступень трансформатора или велика продолжительность плавления, подогрева или осадки под током; |
- |
- |
|
б) При точечной сварке высока ступень трансформатора2 или велика выдержка под током |
См. п.1 настоящей таблицы |
|
|
|
6. Глубокая вмятина на стержне от электрода при точечной сварке элементов закладных изделий |
Высока ступень трансформатора или велика продолжительность выдержки под током; нарушены форма или размеры электрода |
То же Проверить размеры электрода со стороны стержня; при нарушении формы или размеров сменить электрод |
Глубина вмятины не более 0,1 диаметра стержня |
|
7. Выплески из зоны сварной точки при точечной сварке |
Мало усилие сжатия стержней или высока ступень сварочного трансформатора; не очищены электроды или стержни |
См. п.1. Улучшить подготовку стержней |
- |
|
8. Одностороннее смятие стержня под электродом при точечной сварке |
Электроды установлены с перекосом |
Установить электроды в соответствии с требованиями технологических разделов настоящих РТМ |
- |
|
9. Смещение или перелом осей стержней в стыке |
Электроды (контактные губки) установлены с перекосом, неточная установка "креста", недостаточная жесткость зажимов машины |
Установить правильно электроды. Вырезать и заварить вновь |
См.табл.1 настоящего раздела РТМ |
|
10. Подплавление поверхности стержней |
Короток цикл "сжатие", грязные стержни |
Правильно настроить машину по режимам технологических разделов настоящих РТЫ |
- |
|
11. Отсутствие венчика грата |
Нарушены параметры режима, пропуски в зажигании игнитронов |
То же |
- |
|
II. Соединения закладных изделий, выполняемых пол флюсом, вСО2 и ручной дуговой сваркой |
|||
|
1. Не возбуждается дуга |
Загрязнение детали, большая величина дугового промежутка |
Строгое соблюдение требований настоящих РТМ, очистить поверхность |
- |
|
2. Поджог анкерного стержня или пластик в местах контакта |
Слабое усилие зажатия, большой ток короткого замыкания |
То же |
- |
|
3. Деталь не сварена, непровар, затек шлака |
Мала величина осадки и ее продолжительности под током, большой сварочный ток |
То же |
- |
|
4. Угол между анкером и плоскостью £85° |
Перекос механизма зажатия |
Устранить перекос, деталь бракуется |
- |
|
5. Смещение венчика наплавленного металла и разница его по высоте |
Нарушение режима сварки, увеличен скос стержня при рубке |
Строгое соблюдение требований настоящих РТМ |
См. п.3.4.5 |
|
6. Поры, шлаковые включения |
Загрязненность поверхностей, флюса, газа |
То же |
- |
|
III. Соединения, выполненные ванной или дуговой шовной сваркой |
|||
|
1. Неравномерное сечение валикового шва |
Недостаточная квалификация сварщика, неправильный режим сварки; большой сварочный ток и малая скорость сварки, неравномерный зазор между свариваемыми элементами |
Усиление текущего контроля, удаление дефектных участков и наплавка новых |
|
|
2. Несоответствие размеров валиковых швов |
Недостаточная квалификация или невнимательность сварщика |
- |
То же |
|
3. Прожоги |
Большой сварочный ток и малая скорость сварки |
Повторная сварка после вырезки дефектных участков газовым или керосиновым резаком |
- |
|
4. Подрезы основного металла при дуговой сварке |
Большой сварочный ток, неправильная сборка элементов соединения, недостаточная квалификация сварщика |
Соблюдение режима сварки, усиление текущего контроля. Зачистить и подварить электродами типа Э55 |
- |
|
5. Подрезы металла верхнего стержня при ванной сварке вертикальных стержней |
Низкая квалификация сварщика, повышенное напряжение дуги в конце процесса сварки, несоблюдение рациональной техники сварки |
То же |
- |
|
6. То же, нижнего стержня |
То же, или повышенный межторцевой зазор |
То же, или правильная сборка соединения |
- |
|
7. Видимое несплавление основного металла с наплавленным |
Несоблюдение режима и техники сварки |
Выполнение сварки в строгом соответствии с рекомендациями настоящих РТМ. Усиление по результатам УЗК по приложению 3 |
По ГОСТ 23858 |
|
8. Резкий переход от наплавленного металла к основному |
Малая квалификация сварщика, несоблюдение рациональной техники сварки, износ медных форм, несоответствие размеров форм диаметру стержней |
Соблюдение рекомендаций настоящих РТМ, заменить форму |
По ГОСТ 14096 |
|
9. Ослабленное сечение наплавленного металла |
Преждевременное прекращение процесса сварки |
Заварка дефекта с предварительным подогревом места исправления до 750-800 °С |
То же |
|
10. Чрезмерное усиление наплавленного металла в верхней части соединения горизонтальных стержней |
Велика продолжительность - процесса сварки |
Снять лишнее усиление резаком или абразивным кругом |
Высота усиления в пределах до 0,4 диаметра свариваемых стержней |
|
11. То же, в нижней части стыка, выполненного ванной сваркой |
Износ форм, несоответствие размеров форм диаметру стержней; применение деформированных медных скоб или скоб с прожогами |
Сменить форму |
То же |
|
12. Поры, раковины и шлаковые включения в наплавленном металле |
Низкое качество сварочных материалов, влажность покрытия электродов, большая длина дуги, чрезмерно большой сварочный ток |
Строгое соблюдение техники и режима сварки, применение доброкачественных электродов, усиление по приложению 3 |
По ГОСТ 23858 |
|
13. Усадочные раковины в верхней части наплавленного металла |
Несоблюдение техники сварки на последней стадии процесса |
Б конце процесса электрод следует перемещать по направлению к центру ванны. Исправить по п.4 данной таблицы |
Усадочные раковины глубиной не более 2-3 мм |
|
14. Вздутие наплавленного металла в стыках, выполненных полуавтоматической ванной сваркой |
Флюс и сварочные проволоки загрязнены примесями; недостаточная глубина шлаковой ванны |
Усилить контроль за качеством сварочных материалов. Увеличить глубину шлаковой ванны. Усиление по приложению э |
По ГОСТ 23858 |
|
15. Трещины в наплавленном металле или околошовной зоне |
Химический состав основного и сварочного материалов не соответствует требованиям стандартов; слишком большая жесткость соединения |
Усилить контроль за качеством основных материалов, применение кондиционных материалов. Применять меры борьбы с реактивными напряжениями согласно требованиям настоящих РТМ. Усиление по приложению 3 |
По ГОСТ 23858 |
|
16. Незаделанные кратеры |
Низкая квалификация сварщика или небрежное выполнение сварки |
Вырубить и вновь заварить конечные участки шва электродами типа Э55 |
- |
|
17. Несоосность и перелом осей стержней в стыке |
Неправильная сборка стержней, недостаток текущего контроля |
Усиление входного контроля, вырезать и исправить по п.3 |
См. табл. 1 настоящих РТМ |
ПРИЛОЖЕНИЕ Б
Обязательное
ПРОТОКОЛЫ МЕХАНИЧЕСКИХ ИСПЫТАНИИ
|
Наименование контролирующего подразделения |
ПРОТОКОЛ № механических испытаний сварных соединений "_____" _______ 19___г |
Данные о месте проведения сварочных работ ______________________________________
Фамилия и.о. сварщика, квалификационный разряд__________________________________
Тип соединения по ГОСТ 14098-91_______________________________________________
Объем партии, шт. изделий ______________________________________________________
Номер выборки________________________________________________________________
Диаметр(ы) и класс арматурной стали_____________________________________________
Марка сварочного материала_____________________________________________________
Площадь поперечного сечения стержня, мм2, к которому прикладывают контрольную нагрузку ________________________________________________________________________
|
Результаты испытаний |
Номер образца |
Разрывное усилие Р, Н (кгс) |
Предел прочности s, Н/мм2 (кгс/мм2) |
Место разрушения |
Вид дефекта |
|
1 2 3 |
|
|
|
|
|
|
|
4 5 6 |
||||
|
Результаты вычисления |
smax |
Н/мм2 (кгс/мм2) |
|||
|
smin |
Н/мм2 (кгс/мм2) |
||||
|
R |
Н/мм2 (кгс/мм2) |
||||
|
|
Н/мм2 (кгс/мч2) |
||||
|
D |
(заполняют при контроле выполненной контактной сваркой стыковых соединений стержней из арматурной стали класса Ат-V), % |
||||
Заключение: Испытанные сварные соединения ___________ требованиям ГОСТ 10922-90.
Партия сварных соединений ____________________________
Начальник контролирующего подразделения______________________
Фамилия, и., о.
Испытания проводил___________________________________________
Фамилия, и., о.
|
Наименование |
ПРОТОКОЛ № ___________________ механических испытаний крестообразных сварных соединений с нормируемой прочностью проволоки класса Вр-I на срез "____"_______________19____г. |
Данные о месте проведения сварочных работ_______________________________________
Фамилия, и.о. сварщика, квалификационный разряд_________________________________
Объем партии, шт. изделий______________________________________________________
Номер выборки________________________________________________________________
Диаметр арматурной проволоки, к которой прикладывают контрольную нагрузку________
|
Результаты испытаний |
Номер образца |
Разрушающая нагрузка Р, гН (кгс) |
Место разрушения |
|
|
1 |
|
|
|
|
2 |
|
|
|
|
3 |
|
|
|
|
4 |
|
|
|
|
5 |
|
|
|
|
6 |
|
|
|
|
Рmin |
гН (кгс) |
|
Заключение: Испытанные крестообразные сварные соединения с нормируемой прочностью ______________ требованиям ГОСТ 10922-90.
Партия сварных соединений____________________________________
Начальник контролирующего
подразделения________________________________________________
Фамилия и.о.
Испытания проводил___________________________________________
Фамилия и.о.
|
Наименование |
ПРОТОКОЛ № ___________________ механических испытаний арматурной стали на разупрочнение сваркой "____"_______________19____г. |
Данные о месте проведения сварочных работ_______________________________________
Фамилия, и.о. сварщика, квалификационный разряд_________________________________
Объем партии, шт. изделий______________________________________________________
Номер выборки________________________________________________________________
Диаметр(ы) и класс арматурной стали ____________________________________________
Марка сварочных материалов ___________________________________________________
Площадь поперечного сечения стержня, мм2 _______________________________________
|
Результаты испытаний |
Номер образца |
Разрывное усилие Р, Н (кгс) |
Предел прочности s, Н/мм2 (кгс/мм2) |
Место разрушения |
|
1 2 3 4 5 6 |
|
|
|
Для проволоки класса Вр-1 - Рmin ____________________ Н (кгс)
Для стержневой арматурной стали smin ________ Н/мм2 (кгс/мм2)
Заключение: Испытанные соединения ___________требованиям ГОСТ 10922-90.
Партия сварных соединения по результатам испытаний на разупрочнение арматурной стали __________________________________________________
Начальник контролирующего подразделения ______________________________________
Фамилия, и., о.
Испытания проводил ___________________________________________________________
Фамилия, и., о.
ПРИЛОЖЕНИЕ В
Справочное
ТЕРМИНЫ И ПОЯСНЕНИЯ
|
Термин |
Пояснения |
|
1 |
2 |
|
Контролепригодность сварного соединения арматуры |
Требования к геометрическим параметрам сварных соединений по размерам шва и длине выпусков арматуры |
|
Зеркально-теневой метод |
По ГОСТ 23658 |
|
Теневой метод |
-"- |
|
Точка ввода |
-"- |
|
Поверхность ввода |
-"- |
|
Наклонный преобразователь |
-"- |
|
Стрела преобразователя d |
-"- |
|
Угол ввода a |
-"- |
|
Акустический контакт |
-"- |
|
Контактная среда |
-"- |
|
Контактный способ |
-"- |
|
Дефект |
По ГОСТ 14782 |
|
Испытательный стандартный образец предприятия |
Бездефектное сварное соединение, аналогичное контролируемому и имеющее прочность, соответствующую требованиям ГОСТ 10922-90 |
|
Амплитуда опорного сигнала |
Сигнал (в децибаллах), полученный на основном металле стержня или на стандартном образце предприятия |
|
Амплитуда прошедшего сигнала |
Сигнал, измеренный аналогично опорному, при прохождении ультразвуковых колебаний через контролируемый стык |
|
Механическое устройство |
Приспособление, несущее пьезоэлектрические преобразователи (ПЭП) |
|
Частота f |
По ГОСТ 23702 |
|
Радиус кривизны Rn |
Радиус рабочей поверхности преобразователя |
|
Рабочая поверхность |
По ГОСТ 23829 |
|
Установочное расстояние l |
Расстояние между точками ввода преобразователей |
|
к |
Расстояние между соседними точками ввода |
ПРИЛОЖЕНИЕ Г
Рекомендуемое
КОНТРОЛЬ СВАРНЫХ СТЫКОВЫХ СОЕДИНЕНИЙ ПРИ ОГРАНИЧЕННЫХ УСЛОВИЯХ
1. Короткие выпуски арматуры.
Допускается применение ультразвукового контроля при длине выпуска одного из стыкуемых стержней lв ³ 80 мм и расстоянием в свету на стыковое соединение lсв ³ 230 мм. При этом необходимо пользоваться рекомендациями нижеприведенной таблицы Приложения Г, п.5.4.7 и выполнять замеры, сканируя систему ПЭП относительно сварного соединения с поворотом на 270° и шагом 90° или пользоваться рекомендациями п.5.5.3 в соответствии с табл.15.
Таблица 15
|
Тип сварного соединения
|
Схема контроля |
Угол ввода a, град. |
Установочное значение расстояния l, мм между ПЭП для стержней диаметром dн, мм |
||||||
|
20 |
22 |
25 |
28 |
32 |
36 |
40 |
|||
|
С5...С20 |
Зеркально-теневая |
50 |
96 |
104 |
120 |
135 |
150 |
168 |
192 |
2. Соединения, забракованные по баллу 1, после вырезки свариваются вновь и если возможно контролируются в соответствии с п.1 настоящего Приложения. Если ультразвуковой контроль по техническим причинам не возможен, сварка вставок должна осуществляться квалифицированным сварщиком VI разряда, клеймением таких соединений личным клеймом исполнителя и соответствующей записью в журнале о выполнении и приемке сварочных работ.
ПРИЛОЖЕНИЕ Д
Рекомендуемое
КВАЛИФИКАЦИЯ СПЕЦИАЛИСТОВ ПО УЛЬТРАЗВУКОВОМУ КОНТРОЛЮ
1. Специалистов по ультразвуковому контролю в зависимости от их квалификации следует дифференцировать по трем уровням:
I-го уровня - помощники дефектоскописта (дефектоскописты 1 и 2 разряда), лаборанты;
II-го уровня - дефектоскописты, старшие дефектоскописты (дефектоскописты 3-6 разрядов), старшие техники, старшие лаборанты;
III-го уровня - руководители подразделений по неразрушающему контролю, инженеры.
2. Обучение специалистов I-го и II-го уровней следует проводить в соответствии с "Типовой программой подготовки операторов-дефектоскопистов по ультразвуковому контролю качества сварных стыковых соединений арматуры и тавровых закладных деталей железобетонных конструкций", разработанной КТБ НИИЖБ и МГТУ им.Баумана на специальных курсах в организациях, имеющих лицензию на право проведения обучения. Об окончании курса обучения выдается удостоверение прилагаемого образца.
3. Специалисты I-го уровня допускаются к самостоятельному выполнению контроля после двухмесячной стажировки со специалистом II-го уровня.
4. Специалисты III-го уровня должны быть подготовлены в высшем учебном заведении, а их квалификация утверждена специальной комиссией, состав которой утверждается Госстроем РФ по представлению отраслевых учебно-методических центров (испытательных лабораторий), имеющих соответствующий сертификат.
Требования к специалистам по ультразвуковому контролю сварных соединений приведены в табл.16.
Таблица 16
|
Требования |
Уровни квалификации специалистов |
||
|
|
I |
II |
III |
|
1 |
2 |
3 |
4 |
|
Предварительная подготовка, образование: |
Не менее 8 кл. |
Не менее 10 кл. и желателен практический опыт работы 6 месяцев |
Высшее или техническое образование |
|
Обучение с выдачей документа об образовании (свидетельства, диплома) осуществляет |
Спецкурсы по программе, утвержденной Госстроем РФ |
Техникум, профтехучилища и спецкурсы |
Факультет по неразрушающему контролю (НК) технических ВУЗов. Спецфакультет по переподготовке инженеров НК и спецкурсы по программе, утвержденной Госстроем РФ |
|
Стажировка после обучения : |
Не менее 2 месяцев |
Не менее 6 месяцев; для имеющих удостоверение помощника - не менее 1 месяца |
Стаж работы не менее 1 года |
|
Аттестует: |
Экзаменационная комиссия организации, осуществлявшей подготовку в соответствии с п.2.3.2; 2.3.3 |
Экзаменационная комиссия организации, осуществлявшей подготовку на спецкурсах |
Совет по проблеме "Неразрушающие физические методы контроля и диагностики" |
|
Переаттестует: |
То же |
То же |
То же |
|
Сроки переаттестации: |
Ежегодно, а также если был перерыв в работе более 6 месяцев |
Ежегодно, а также если был перерыв в работе более 6 месяцев |
Раз в 3 года, а также если был перерыв в работе более 1 года |
|
Рекомендуемые должности: |
Помощники дефектоскописта (дефектоскописты 1-го и 2-го разряда), лаборанты и т.п. |
Дефектоскописты, ст. дефектоскописты (дефектоскописты О-6 разрядов), ст.техники, ст.лаборанты по НК; техники |
Ответственные руководители (инженеры) по НК, ст.инженер, инженер |
|
Право специалиста: |
Вести контроль без оценки качества проконтролированного объекта |
Вести контроль, оценивать качество проконтролированного объекта и выдавать заключение |
Руководить работами по контролю, вести контроль, оценивать качество проконтролированного объекта и выдавать заключение, участвовать в обучении и аттестации специалистов по ультразвуковому контролю |
Форма и содержание удостоверения оператора-дефектоскописта по ультразвуковому контролю качества сварных стыковых соединений арматуры железобетонных конструкций.
Обложка удостоверения*
УДОСТОВЕРЕНИЕ
дефектоскописта по ультразвуковому контролю
* В виде книжки в переплете форматом 85x120 мм 308
ТИТУЛЬНЫЙ ЛИСТ
(наименование организации или ведомства)
УДОСТОВЕРЕНИЕ №________*
|
Выдано тов._____________________________________________________ в том, что он (она) "____"________________199___г. поступил(а) и "____"________________199__г. окончил(а) курсы___________________ при _____________________________________________________________ (наименование организации и ведомственная принадлежность) по ультразвуковому контролю качества стыковых сварных соединений арматуры железобетонных конструкций в соответствии с программой, составленной на основе "Типовой программы подготовки дефектоскопистов по ультразвуковому контролю качества сварных соединений". |
* В виде книжки в переплете форматом 85x120 мм.
В период обучения тов._______________________________________
изучал(а) следующие дисциплины и на экзаменах получил(а) по ним следующие оценки:
|
№ п/п |
Наименование дисциплины |
Число часов |
Оценка |
|
1 |
|
|
|
|
2 |
|
|
|
|
3 |
|
|
|
|
|
|
|
|
|
|
|
|
|
и допускается к выполнению ультразвукового контроля и оценке качества сварных соединений
_____________________________________________________________________________
(указать типы сварных соединений по ГОСТ 14098-91)
с правом выдачи заключения, без права выдачи заключения_________
(ненужное зачеркнуть)
Удостоверение выдано на основании протокола экзаменационной комиссии "_"___199__г.
Председатель комиссии_________________________
(должность, подпись)
Члены комиссии_____________________________________
(должность, подпись)
Личная подпись дефектоскописта _____________________
РЕЗУЛЬТАТЫ ПЕРЕАТЕСТАЦИИ
"____"______________199__г. квалификационной комиссией при
____________________________________проведена переаттестация
(наименование предприятия)
дефектоскописта.
При проверке знаний тов._________________________________________
получил следующие оценки: теоретические знания___________________
практические навыки____________________
и допускается к выполнению ультразвукового контроля и оценке качества сварных соединений
__________________________________________________________________
(указать тип сварных соединений по ГОСТ 14098-91)
с правом выдачи заключения.
Срок действия удостоверения согласно протоколу №______________
от "___"___________199 г. продлен по "___"____________199 г.
Председатель комиссии________________________________________
(должность, подпись)
Члены комиссии:______________________________________________
(должность, подпись)
Личная подпись дефектоскописта ________________________________
Приложение Е
Обязательное
МЕХАНИЧЕСКИЕ УСТРОЙСТВА ДЛЯ КОНТРОЛЯ СТЫКОВЫХ СОЕДИНЕНИЙ СТЕРЖНЕЙ
Контроль теневым методом

Рис. 10.
1 - рычаги; 2 - планка крепления пьезопреобразователя; 3 - фиксатор; 4 -
рукоятка
Контроль зеркально-теневым методом
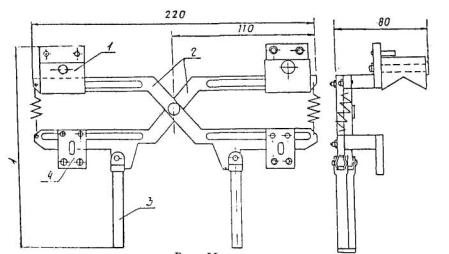
Рис. 11.
1 - планка крепления пьезопреобразователей; 2 - рычаги; 3 - рукоятка; 4 -
фиксатор
Контроль зеркально-теневым методом

Рис. 12
5 - рамка; 6 - преобразователь; 7 - прижимное устройство
Приложение Ж
Обязательное
ТИПЫ АКУСТИЧЕСКИХ СМАЗОК
1. Состав и способ приготовления акустического контактного вещества типа АКВ
AKB-1 (при температуре от плюс 40 °С до минус 10 °С)
Синтетический клей (ТУ 15-592-77)
(карбоксиметилцеллюлоза) - 9-12 %
Вода - остальное
АКВ-2 (при температуре ниже минус 10 °С)
Синтетический клей - 9-12 %
Вода - 50%
Спирт 40-50% - остальное
После контроля остатки смазки можно не удалять.
Способ приготовления (на 1 литр): 100 г. синтетического клея высыпают в стеклянную или эмалированную посуду и заливают все водой до 1 литра для AKB-1 или до 0,6 литра для АКВ-2, температура воды 60-80 °С. Содержимое тщательно перемешивают, закрывают крышкой и оставляют набухать в течение 24 часов. Для приготовления АКВ-2 после набухания добавляют 40-50 % раствора спирта до 1 литра, тщательно перемешивают и закрывают крышкой. Срок хранения вещества без изменения его акустических свойств в герметической таре: АКВ-1 - 3-4 месяца, АКВ-2 - 3 месяца. Примерный расход - 40-60 мл на один стык. Однократное повторное использование АКВ допускается после очистки ее от механических включений и доведения до нужных консистенций.
Если в результате более длительного хранения или разгерметизации тары произойдет сгущение вещества и ухудшение его акустических свойств, то его можно восстановить, добавив воды.
Приложение З
Рекомендуемое
УКАЗАНИЯ ПО ИСПРАВЛЕНИЮ НЕКАЧЕСТВЕННЫХ ОБРАЗЦОВ
1. Стыковые соединения стержней, забракованные по результатам ультразвукового контроля, могут быть вырезаны или усилены.
2. Для усиления дефектных соединений, отбракованных по баллу 2, следует использовать арматуру из стали той же марки, что и стыкуемые стержни. Площадь круглой накладки (накладок) назначается из условий статической прочности соединений, удобства сварки и должна составлять:
а) в вертикальных соединениях, выполняемых в инвентарных формах и на скобах-накладках Fн ³ 0,4Fст, где
Fн - площадь стержня накладки;
Fст - площадь стыкуемого стержня (рис. 13);

Рис. 13.
1 - сварной шов; 2 - накладка; 3 - дефект; 4 - протяженные сварные швы
б) в горизонтальных соединениях, выполняемых на стальных скобах-накладках при установке двух накладок Fн ³ 1,2Fст (рис.14,а); при этом в накладках следует предварительно вырезать паз газовой резкой или прострогать его. При установке одной накладки Fн ³ Fст (рис.14.б).
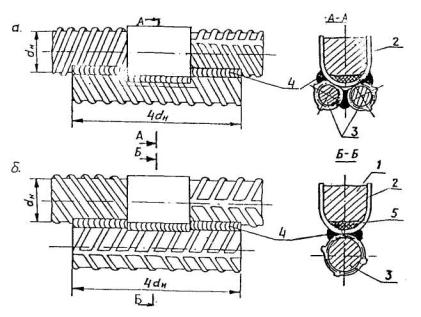
Рис.14.
1 - сварное соединение; 2 - стальная скоба: 3 - накладка: 4 - протяжные швы; 5
- дефект
3. Сварные соединения, забракованные по баллу 1, усилению не подлежат. Такое соединение следует вырезать, поставить вставку длиной lвст ³ 75 мм и заварить вновь двумя стыками. При исправлении соединений равных диаметров вставка берется по диметру меньшего стержня. Направленные таким образом соединения вновь подлежат ультразвуковому контролю по приложению Г.
Приложение И
Обязательное
Журнал (протокол) ультразвукового контроля сварных стыковых соединений стержней арматуры
Данные по контролируемому объекту
Адрес_____________________________________________________________
Наименование объекта______________________________________________
Способ сварки_____________________________________________________
Ф.И.О. сварщика и личное клеймо ____________________________________
|
№ п/п |
Дата проведения контроля |
Координаты соединения по схеме контроля |
Диаметры стержней, мм Марка стали |
Амплитуда сигналов, дБ |
Оценка годности |
Примечание |
|||||
|
Сварных соединений |
|||||||||||
|
А1 |
А2 |
А3 |
А0- Аmin |
||||||||
|
1 |
2 |
3 |
|||||||||
|
|
|
|
|
|
|
||||||
Заключение: принято, повторная выборка, поштучная приемка, не принято (ненужное зачеркнуть)
Руководитель контрольного подразделения_____________________
(подпись)
Оператор______________________________
(подпись)