| МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
Дата введения 01.07.88 Настоящий стандарт распространяется на упорную усиленную резьбу с углами наклона боковых сторон профиля 45° и 3°, диаметрами от 80 до 2000 мм и устанавливает ее профиль, основные размеры и допуски. 1. ОБОЗНАЧЕНИЯОбозначения, принятые в настоящем стандарте: ас - зазор по вершинам внутренней резьбы; d - наружный диаметр наружной резьбы (винта) или номинальный диаметр резьбы; d1 - внутренний диаметр наружной резьбы по основному профилю; d2 - средний диаметр наружной резьбы; d3 - внутренний диаметр наружной резьбы; D - наружный диаметр внутренней резьбы; D1 - внутренний диаметр внутренней резьбы (гайки); D2 - средний диаметр внутренней резьбы; ei - нижнее отклонение диаметров наружной резьбы; es - верхнее отклонение диаметров наружной резьбы; EI - нижнее отклонение диаметров внутренней резьбы; ES - верхнее отклонение диаметров внутренней резьбы; H - высота исходного треугольника резьбы; H1 - рабочая высота профиля резьбы; h3 - высота профиля наружной резьбы; L - длины свинчивания группы «длинные»; N - длины свинчивания группы «нормальные»; Р - шаг резьбы; r1 - радиус закругления вершины наружной резьбы; r2 - радиус закругления впадины и вершины внутренней резьбы; R - радиус закругления впадины наружной резьбы;
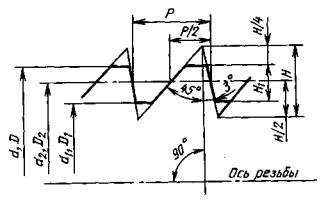
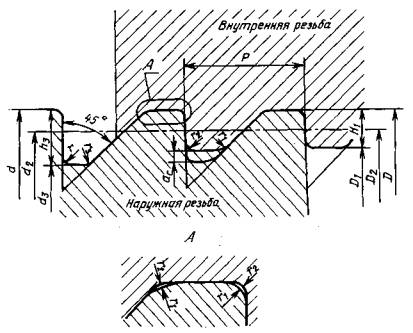
2. ПРОФИЛЬ2.1. Основной профиль резьбы, общий для наружной и внутренней резьбы, и размеры его элементов должны соответствовать указанным на черт. 1 и в табл. 1.
Черт. 1 Таблица 1 В миллиметрах
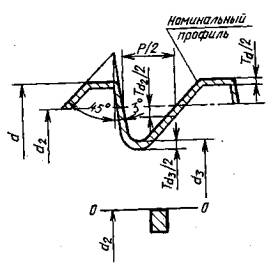
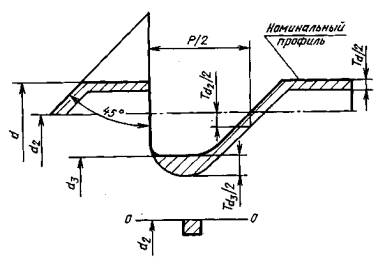
2.2. Номинальные профили наружной и внутренней резьбы и размеры их элементов должны соответствовать указанным на черт. 2 и в табл. 2. Закругления с радиусами r1 и r2 допускаются заменять фасками соответствующих размеров (черт. 2, исполнения 1 и 2).
Черт. 2 Таблица 2 В миллиметрах
3. ОСНОВНЫЕ РАЗМЕРЫ3.1. Диаметры и шаги резьбы должны соответствовать указанным в табл. 3. При выборе диаметров резьбы следует предпочитать 1-й ряд 2-му. Таблица 3 В миллиметрах
Примечание. Значения в скобках не следует применять при разработке новых конструкций. 3.2. Номинальные значения наружного, среднего и внутреннего диаметров резьбы должны соответствовать указанным в табл. 4. Таблица 4 В миллиметрах
3.3. Значения диаметров вычислены по следующим формулам:
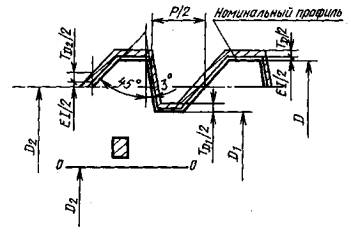
d3 = d - 2h3 = d - 1,179694 P; (2) D1 = d - 2H1 = d - P. (3) 4. ДОПУСКИ4.1. Схемы полей допусков наружной и внутренней резьбы приведены на черт. 3 и 4. Положение поля допуска наружной резьбы
Черт. 3 Положение поля допуска внутренней резьбы
Черт. 4 Отклонения отсчитывают от номинального профиля резьбы в направлении, перпендикулярном оси резьбы. 4.2. Числовые значения допусков диаметров наружной и внутренней резьбы должны соответствовать указанным в табл. 5. Таблица 5
Примечание. Допуск диаметра D1 определяют по номинальному значению диаметра D1. 4.3. Допуски среднего диаметра резьбы являются суммарными. Допуски диаметров d3 и D указаны для проектирования резьбообразующего инструмента и обязательному контролю не подлежат. 4.4. Значения основных отклонений для диаметров наружной и внутренней резьбы должны соответствовать указанным в табл. 6. Таблица 6
4.5. Длины свинчивания подразделяют на две группы: N - нормальные, L - длинные. 4.6. Допуск резьбы, если не оговорено особо, относится к наибольшей нормальной длине свинчивания N, указанной в табл. 7, или ко всей длине резьбы, если она меньше наибольшей нормальной длины свинчивания N. Таблица 7 В миллиметрах
4.7. Числовые значения предельных отклонений диаметров наружной и внутренней резьбы должны соответствовать указанным в табл. 8. Таблица 8
Примечание. Предельные отклонения диаметра D1 определяют по номинальному значению диаметра D1 5. УСЛОВНОЕ ОБОЗНАЧЕНИЕ РЕЗЬБЫ5.1. В обозначение упорной усиленной резьбы должны входить: буква S, значения угла 45°, номинального диаметра и шага, например: S 45° 200×12. Для левой резьбы условное обозначение резьбы дополняют буквами LH, например: S 45° 200×12 LH. 5.2. В обозначение многозаходной резьбы должны входить: буква S, значения угла 45°, номинального диаметра, хода и в скобках буква Р со значением шага, например: для двузаходной резьбы со значением хода 24 мм и шагом 12 мм: S 45° 200×24 (Р12); для левой резьбы: S 45° 200×24 (Р12) LH. 5.3. Длину свинчивания N в обозначении резьбы не указывают. Длину свинчивания L указывают в миллиметрах, например: S 45° 200×12 - 300; S 45° 200×12 LH - 300. ПРИЛОЖЕНИЕ |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

|
Шаг Р |
Н = Р |
|
H1 = 0,25 Р |
|
10 |
10 |
5 |
2,5 |
|
12 |
12 |
6 |
3,0 |
|
16 |
16 |
8 |
4,0 |
|
20 |
20 |
10 |
5,0 |
|
24 |
24 |
12 |
6,0 |
|
32 |
32 |
16 |
8,0 |
|
40 |
40 |
20 |
10,0 |
|
48 |
48 |
24 |
12,0 |
|
56 |
56 |
28 |
14,0 |
|
64 |
64 |
32 |
16,0 |
|
72 |
72 |
36 |
18,0 |
|
80 |
80 |
40 |
20,0 |
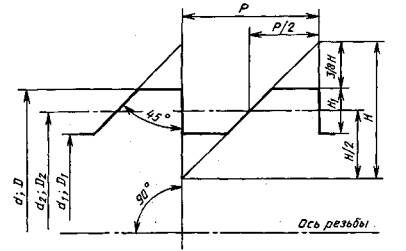
2.2. Номинальные профили наружной и внутренней резьбы и размеры их элементов должны соответствовать указанным в табл. 10 и на черт. 6.
Черт. 6
Таблица 10
В миллиметрах
|
Шаг Р |
ac = 0,1558 P |
h3 = 0,4058 Р |
r = 0,125 P |
r1 = 0,02 Р |
r2 = 0,015 Р |
r3 = 0,23 Р |
|
10 |
1,558 |
4,058 |
1,25 |
0,20 |
0,15 |
2,30 |
|
12 |
1,870 |
4,870 |
1,50 |
0,25 |
0,20 |
2,76 |
|
16 |
2,493 |
6,493 |
2,00 |
0,30 |
0,25 |
3,68 |
|
20 |
3,116 |
8,116 |
2,50 |
0,40 |
0,30 |
4,60 |
|
24 |
3,739 |
9,739 |
3,00 |
0,48 |
0,35 |
5,52 |
|
32 |
4,986 |
12,986 |
4,00 |
0,64 |
0,50 |
7,36 |
|
40 |
6,232 |
16,232 |
5,00 |
0,80 |
0,60 |
9,20 |
|
48 |
7,478 |
19,478 |
6,00 |
0,96 |
0,70 |
11,04 |
|
56 |
8,725 |
22,725 |
7,00 |
1,12 |
0,85 |
12,88 |
|
64 |
9,971 |
25,971 |
8,00 |
1,28 |
0,95 |
14,72 |
|
72 |
11,218 |
29,218 |
9,00 |
1,44 |
1,00 |
16,56 |
|
80 |
12,464 |
32,464 |
10,00 |
1,60 |
1,20 |
18,40 |
3. ОСНОВНЫЕ РАЗМЕРЫ
3.1. Диаметры и шаги должны соответствовать указанным в табл. 11.
При выборе диаметров следует предпочитать 1-й ряд 2-му.
Таблица 11
В миллиметрах
|
Номинальный диаметр резьбы d |
Шаг Р |
||||||||||||
|
Ряд 1 |
Ряд 2 |
10 |
12 |
15 |
20 |
24 |
32 |
40 |
48 |
56 |
64 |
72 |
80 |
|
80 |
- |
10 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
- |
85 |
10 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
90 |
- |
10 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
- |
95 |
10 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
100 |
- |
10 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
- |
105 |
- |
12 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
- |
110 |
- |
12 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
120 |
- |
- |
12 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
- |
125 |
- |
12 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
- |
130 |
- |
12 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
140 |
- |
- |
12 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
- |
150 |
- |
12 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
160 |
- |
- |
12 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
- |
170 |
- |
12 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
180 |
- |
- |
12 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
- |
190 |
- |
- |
16 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
200 |
- |
- |
- |
16 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
- |
210 |
- |
- |
16 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
220 |
- |
- |
- |
16 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
240 |
- |
- |
- |
16 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
260 |
- |
- |
- |
- |
20 |
- |
- |
- |
- |
- |
- |
- |
- |
|
280 |
- |
- |
- |
- |
20 |
- |
- |
- |
- |
- |
- |
- |
- |
|
300 |
- |
- |
- |
- |
20 |
- |
- |
- |
- |
- |
- |
- |
- |
|
320 |
- |
- |
- |
- |
20 |
- |
- |
- |
- |
- |
- |
- |
- |
|
- |
340 |
- |
- |
- |
- |
24 |
- |
- |
- |
- |
- |
- |
- |
|
360 |
- |
- |
- |
- |
- |
24 |
- |
- |
- |
- |
- |
- |
- |
|
- |
380 |
- |
- |
- |
- |
24 |
- |
- |
- |
- |
- |
- |
- |
|
400 |
- |
- |
- |
- |
- |
24 |
- |
- |
- |
- |
- |
- |
- |
|
- |
420 |
- |
- |
- |
- |
24 |
- |
- |
- |
- |
- |
- |
- |
|
450 |
- |
- |
- |
- |
- |
- |
32 |
- |
- |
- |
- |
- |
- |
|
- |
480 |
- |
- |
- |
- |
- |
32 |
- |
- |
- |
- |
- |
- |
|
500 |
- |
- |
- |
- |
- |
- |
32 |
- |
- |
- |
- |
- |
- |
|
- |
530 |
- |
- |
- |
- |
- |
32 |
- |
- |
- |
- |
- |
- |
|
560 |
- |
- |
- |
- |
- |
- |
32 |
- |
- |
- |
- |
- |
- |
|
- |
600 |
- |
- |
- |
- |
- |
- |
40 |
- |
- |
- |
- |
- |
|
620 |
- |
- |
- |
- |
- |
- |
- |
40 |
- |
- |
- |
- |
- |
|
- |
670 |
- |
- |
- |
- |
- |
- |
40 |
- |
- |
- |
- |
- |
|
710 |
- |
- |
- |
- |
- |
- |
- |
40 |
- |
- |
- |
- |
- |
|
- |
750 |
- |
- |
- |
- |
- |
- |
- |
48 |
- |
- |
- |
- |
|
800 |
- |
- |
- |
- |
- |
- |
- |
- |
48 |
- |
- |
- |
- |
|
- |
850 |
- |
- |
- |
- |
- |
- |
- |
48 |
- |
- |
- |
- |
|
900 |
- |
- |
- |
- |
- |
- |
- |
- |
48 |
56 |
- |
- |
- |
|
- |
950 |
- |
- |
- |
- |
- |
- |
- |
- |
56 |
- |
- |
- |
|
1000 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
56 |
- |
- |
- |
|
- |
1060 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
64 |
- |
- |
|
1120 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
64 |
- |
- |
|
- |
1180 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
64 |
- |
- |
|
1250 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
64 |
- |
- |
|
- |
1320 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
72 |
- |
|
1400 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
72 |
- |
|
- |
1500 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
72 |
- |
|
1600 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
72 |
- |
|
- |
1700 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
80 |
|
1800 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
80 |
|
- |
1900 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
80 |
|
2000 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
80 |
3.2. Номинальные значения наружного, среднего и внутреннего диаметров должны соответствовать указанным в табл. 12.
Таблица 12
В миллиметрах
|
Номинальный диаметр резьбы d |
Шаг Р |
Диаметр резьбы |
|||
|
d = D |
d2 = D2 |
d3 |
Dl |
||
|
80 |
10 |
80 |
77,5 |
71,884 |
75 |
|
85 |
85 |
82,5 |
76,884 |
80 |
|
|
90 |
90 |
87,5 |
81,884 |
85 |
|
|
95 |
95 |
92,5 |
86,884 |
90 |
|
|
100 |
100 |
97,5 |
91,884 |
95 |
|
|
105 |
12 |
105 |
102,0 |
95,262 |
99 |
|
110 |
110 |
107,0 |
100,262 |
104 |
|
|
120 |
120 |
117,0 |
110,262 |
114 |
|
|
125 |
125 |
122,0 |
115,262 |
119 |
|
|
130 |
130 |
127,0 |
120,262 |
124 |
|
|
140 |
140 |
137,0 |
130,262 |
134 |
|
|
150 |
150 |
147,0 |
140,262 |
144 |
|
|
160 |
160 |
157,0 |
150,262 |
154 |
|
|
170 |
170 |
167,0 |
160,262 |
164 |
|
|
180 |
180 |
177,0 |
170,262 |
174 |
|
|
190 |
16 |
190 |
186,0 |
177,016 |
182 |
|
200 |
200 |
196,0 |
187,016 |
192 |
|
|
210 |
210 |
206,0 |
197,016 |
202 |
|
|
220 |
220 |
216,0 |
207,016 |
212 |
|
|
240 |
240 |
236,0 |
227,016 |
232 |
|
|
260 |
20 |
260 |
255,0 |
243,770 |
250 |
|
280 |
280 |
275,0 |
263,770 |
270 |
|
|
300 |
300 |
295,0 |
283,770 |
290 |
|
|
320 |
320 |
315,0 |
303,770 |
310 |
|
|
340 |
24 |
340 |
334,0 |
320,524 |
328 |
|
360 |
360 |
354,0 |
340,524 |
348 |
|
|
380 |
380 |
374,0 |
360,524 |
368 |
|
|
400 |
400 |
394,0 |
380,524 |
388 |
|
|
420 |
420 |
414,0 |
400,524 |
408 |
|
|
450 |
32 |
450 |
442,0 |
424,032 |
434 |
|
480 |
480 |
472,0 |
454,032 |
464 |
|
|
500 |
500 |
492,0 |
474,032 |
484 |
|
|
530 |
530 |
522,0 |
504,032 |
514 |
|
|
560 |
560 |
552,0 |
534,032 |
544 |
|
|
600 |
40 |
600 |
590,0 |
567,540 |
580 |
|
620 |
620 |
610,0 |
587,540 |
600 |
|
|
670 |
670 |
660,0 |
637,540 |
650 |
|
|
710 |
710 |
700,0 |
677,540 |
690 |
|
|
750 |
48 |
750 |
738,0 |
711,048 |
726 |
|
800 |
800 |
788,0 |
761,048 |
776 |
|
|
850 |
850 |
838,0 |
811,048 |
826 |
|
|
900 |
56 |
900 |
886,0 |
854,556 |
872 |
|
950 |
950 |
936,0 |
904,556 |
922 |
|
|
1000 |
1000 |
986,0 |
954,556 |
972 |
|
|
1060 |
64 |
1060 |
1044,0 |
1008,064 |
1028 |
|
1120 |
1120 |
1104,0 |
1068,064 |
1088 |
|
|
1180 |
1180 |
1164,0 |
1128,064 |
1148 |
|
|
1250 |
1250 |
1234,0 |
1198,064 |
1218 |
|
|
1320 |
72 |
1320 |
1302,0 |
1261,572 |
1284 |
|
1400 |
1400 |
1382,0 |
1341,572 |
1364 |
|
|
1500 |
1500 |
1482,0 |
1441,572 |
1464 |
|
|
1600 |
1600 |
1582,0 |
1541,572 |
1564 |
|
|
1700 |
80 |
1700 |
1680,0 |
1635,080 |
1660 |
|
1800 |
1800 |
1780,0 |
1735,080 |
1760 |
|
|
1900 |
1900 |
1880,0 |
1835,080 |
1860 |
|
|
2000 |
2000 |
1980,0 |
1935,080 |
1960 |
|
3.3. Значения диаметров вычислены по следующим формулам:
d2 = d - H = d - 0,25 P; (1)
d3 = d - 2h3 = d - 0,8115 P; (2)
D1 = d - 2H1 = d - 0,5 P. (3)
4. ДОПУСКИ
4.1. Схемы полей допусков наружной и внутренней резьбы приведены на черт. 7.
Положение поля допуска наружной резьбы
Положение поля допуска внутренней резьбы

Черт. 7
Отклонения отсчитывают от номинального профиля резьбы в направлении, перпендикулярном оси резьбы.
4.2. Длины свинчивания подразделяют на две группы: N - нормальные, L - длинные.
4.3. Допуск резьбы, если не оговорено особо, относят к наибольшей нормальной длине свинчивания N, указанной в табл. 13, или ко всей длине резьбы, если она меньше наибольшей нормальной длины свинчивания N.
Таблица 13
В миллиметрах
|
Шаг Р |
Номинальный диаметр резьбы d |
Длина свинчивания |
|
|
N |
L |
||
|
10 |
От 80 до 100 |
До 90 |
Св. 90 |
|
12 |
» 105 » 120 |
» 115 |
» 115 |
|
» 125 » 140 |
» 130 |
» 130 |
|
|
» 150 » 180 |
» 165 |
» 165 |
|
|
16 |
190 |
» 190 |
» 190 |
|
От 200 до 240 |
» 220 |
» 220 |
|
|
20 |
» 260 » 300 |
» 280 |
» 280 |
|
320 |
» 320 |
» 320 |
|
|
24 |
От 340 до 420 |
» 380 |
» 380 |
|
32 |
» 450 » 500 |
» 475 |
» 475 |
|
» 530 » 560 |
» 545 |
» 545 |
|
|
40 |
» 600 » 710 |
» 650 |
» 650 |
|
48 |
» 750 » 850 |
» 800 |
» 800 |
|
56 |
» 900 » 1000 |
» 950 |
» 950 |
|
64 |
» 1060 » 1250 |
» 1150 |
» 1150 |
|
72 |
» 1320 » 1600 |
» 1450 |
» 1450 |
|
80 |
» 1700 » 2000 |
» 1850 |
» 1850 |
Примечание. Числовые значения длин свинчивания установлены эмпирически.
4.4. Числовые значения предельных отклонений диаметров наружной и внутренней резьбы должны соответствовать указанным в табл. 14.
Таблица 14
|
Шаг Р, мм |
Номинальный диаметр резьбы d, мм |
Наружная резьба |
Внутренняя резьба |
|||||||
|
Диаметр резьбы |
||||||||||
|
d |
d2 |
d3 |
D |
D2 |
D1 |
|||||
|
Пред. откл., мкм |
||||||||||
|
es; ei |
es |
ei |
es |
ei |
EI; ES |
EI |
ES |
EI; ES |
||
|
10 |
От 80 до 100 |
h11 по ГОСТ 25347-82 |
0 |
-450 |
0 |
-560 |
D11 по ГОСТ 25347-82 |
+720 |
+1170 |
H11 по ГОСТ 25347-82 |
|
12 |
» 105 » 120 |
-450 |
-560 |
+800 |
+1250 |
|||||
|
» 125 » 180 |
-500 |
-630 |
+800 |
+1300 |
||||||
|
16 |
» 190 » 240 |
-630 |
-780 |
+960 |
+1590 |
|||||
|
20 |
260 |
-630 |
-780 |
+1120 |
+1750 |
|||||
|
От 280 до 320 |
-710 |
-900 |
+1120 |
+1830 |
||||||
|
24 |
» 340 » 420 |
-710 |
-900 |
+1280 |
+1990 |
|||||
|
32 |
» 450 » 560 |
-800 |
-1000 |
+1600 |
+2400 |
|||||
|
40 |
» 600 » 710 |
-900 |
-1120 |
+1920 |
+2820 |
|||||
|
48 |
» 750 » 850 |
-900 |
-1120 |
+2240 |
+3140 |
|||||
|
56 |
» 900 » 1000 |
-1000 |
-1250 |
+2560 |
+3560 |
|||||
|
64 |
» 1060 » 1250 |
-1120 |
-1400 |
+2880 |
+4000 |
|||||
|
72 |
» 1320 » 1600 |
-1250 |
-1600 |
+3200 |
+4450 |
|||||
|
80 |
» 1700 » 2000 |
-1400 |
-1800 |
+3520 |
+4920 |
|||||
Примечание. Предельные отклонения диаметра D1 определяют по номинальному значению диаметра D1.
5. ОБОЗНАЧЕНИЕ РЕЗЬБЫ
5.1. Специальная упорная усиленная резьба должна обозначаться: словами «Спец. S», значениями номинального диаметра, шага и угла 45°, например:
Спец. S 900´56´45° ГОСТ 13535-87
Для левой резьбы условное обозначение резьбы дополняют буквами LH, например:
Спец. S 900´56´45° LH ГОСТ 13535-87
5.2. Длину свинчивания N в обозначении резьбы не указывают. Длину свинчивания L указывают в миллиметрах, например:
Спец. S 900´56´45° - 1000 ГОСТ 13535-87
Спец. S 900´56´45° LH - 1000 ГОСТ 13535-87
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 23.03.87 № 843
3. Стандарт полностью соответствует СТ СЭВ 5611-86.
4. ВЗАМЕН ГОСТ 13535-68.
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта |
|
ГОСТ 25346-82 |
|
6. ПЕРЕИЗДАНИЕ
СОДЕРЖАНИЕ
|
5. УСЛОВНОЕ ОБОЗНАЧЕНИЕ РЕЗЬБЫ ПРИЛОЖЕНИЕ Рекомендуемое РЕЗЬБА УПОРНАЯ УСИЛЕННАЯ 45° СПЕЦИАЛЬНАЯ ДЛЯ ДИАМЕТРОВ ОТ 80 ДО 2000 мм |