| МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
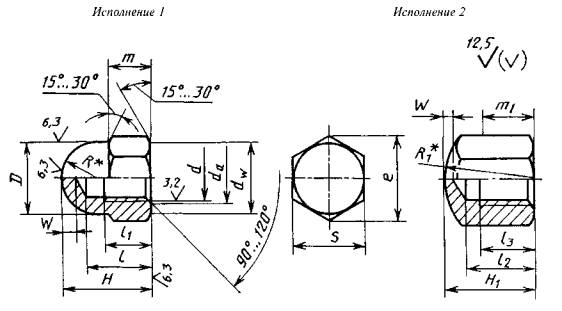
Постановлением Государственного комитета СССР по стандартам от 26 ноября 1985 г. № 3711 дата введения установлена 01.01.87 Издание 2006 г. с Изменением № 1, утвержденным в июле 1992 г. (ИУС 9-92). 1. Настоящий стандарт распространяется на колпачковые гайки класса точности А с диаметром резьбы от 3 до 24 мм. Требования настоящего стандарта являются обязательными. 2. Конструкция и размеры гаек исполнения 1 должны соответствовать указанным на чертеже и в табл. 1, гаек исполнения 2 - указанным на чертеже и в табл. 2.
* Размер для справок. m1 - минимальная высота «под ключ». мм
мм
1. Размеры гаек, заключенные в скобки, применять не рекомендуется. 2. Для изделий, спроектированных до 01.01.93, допускается применять гайки М10, M12, M14 и М22 исполнений 1 и 2 с размерами, указанными в приложении 2. Пример условного обозначения гайки исполнения 1, диаметром резьбы d = 12 мм, с крупным шагом резьбы с полем допуска 6Н, класса прочности 5, без покрытия: Гайка М12 - 6H.5 ГОСТ 11860-85 То же исполнения 2, с мелким шагом резьбы с полем допуска 6Н, класса прочности 6, с цинковым покрытием толщиной 6 мкм, хроматированным, с размером «под ключ» S = 16 мм: Гайка 2М12×1,25 - 6H.6.016(s16) ГОСТ 11860-85 1, 2. (Измененная редакция, Изм. № 1). 3. Резьба - по ГОСТ 24705-2004. 4. Недорез резьбы - короткий по ГОСТ 10549-80. Допускается выполнение проточки - нормальная по ГОСТ 10549-80 для гаек с d ≥ 10 мм на длине l - l1. 5. Неуказанные допуски и методы контроля размеров, отклонений формы и расположения поверхностей - по ГОСТ 1759.1-82. 6. Дефекты поверхности и методы контроля - по ГОСТ 1759.3-83. 7. Допускается на радиусной поверхности прямая площадка диаметром не более 0,3D. 8. Конфигурация дна отверстия не регламентируется. 9. Технические требования - по ГОСТ 1759.0-87 для гаек класса точности А. 10. Теоретическая масса гаек исполнения 1 указана в приложении.
ПРИЛОЖЕНИЕ 1 Справочное Таблица 3 Масса стальных гаек с крупным шагом резьбы Для определения массы алюминиевых и латунных гаек значения массы, указанные в таблице, следует умножить на коэффициенты: 0,356 - для алюминиевого сплава; 1,080 - для латуни. ПРИЛОЖЕНИЕ 1. (Измененная редакция. Изм. № 1). Справочное Таблица 4 мм
Пример условного обозначения гайки исполнения 1, диаметром резьбы d = 10 мм, с крупным шагом резьбы с полем допуска 6Н, класса прочности 6, без покрытия: Гайка М10 - 6Н.6 ГОСТ 11860-85. ПРИЛОЖЕНИЕ 2. (Введено дополнительно, Изм. № 1). |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||