| Утвержден и введен в действие Постановлением Госстроя СССР от 22 мая 1979 г. N 71 ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР МАСТИКА ГЕРМЕТИЗИРУЮЩАЯ НЕТВЕРДЕЮЩАЯ СТРОИТЕЛЬНАЯ ТЕХНИЧЕСКИЕ УСЛОВИЯ Sealing
non-hardening building mastic. Specifications ГОСТ 14791-79 Группа Ж15 ОКП 57 7541 Взамен ГОСТ 14791-69, ГОСТ 5.2129-73 Срок введения 1 января 1981 года Разработан Министерством промышленности
строительных материалов СССР, Государственным комитетом по гражданскому
строительству и архитектуре при Госстрое СССР, Госстроем СССР. Исполнители: В.К.
Комлев, канд. техн. наук; М.П. Макотинский,
канд. архитектуры (руководители темы); В.И. Ватажина,
канд. техн. наук; А.Т. Бублик, канд. техн. наук; Р.М. Ушаков; М.П. Поманская,
канд. техн. наук; Т.И. Михайлова; Л.Е. Ровдо, канд. техн. наук; М.Я. Крейндель; А.Н. Алексеева; С.А. Резник, канд. техн. наук; О.Ю. Якуб,
канд. техн. наук; Г.М. Смилянский, канд. техн. наук; М.П. Кораблин. Внесен Министерством промышленности
строительных материалов СССР. Зам. министра Н.П. Кабанов. Настоящий стандарт распространяется на
герметизирующую нетвердеющую мастику, представляющую собой вязкую однородную
массу, изготовляемую на основе полиизобутиленового, этиленпропиленового, изопренового и бутилового каучуков, наполнителей и
пластификаторов. Нетвердеющая мастика предназначается для
герметизации закрытых и дренированных стыков наружных стен и для уплотнения
мест примыкания оконных и дверных блоков к элементам стен при сохранении
свойств в интервале температур от минус 50 до плюс 70 °С,
при ширине герметизируемого стыка в пределах 10 - 30 мм и относительной
деформации нетвердеющей мастики в шве не более 10%. 1. ТЕХНИЧЕСКИЕ
ТРЕБОВАНИЯ 1.1. Герметизирующая нетвердеющая мастика
должна изготавливаться в соответствии с требованиями настоящего стандарта по
технологическому регламенту, утвержденному в установленном порядке. 1.2. По физико-механическим показателям
мастика должна соответствовать нормам, указанным в таблице. ────────────────────────────────────┬───────────────────────────── Наименование показателя │ Норма для мастики ├───────────────┬───────────── │высшей катего- │ 1 категории │рии качества │ качества ────────────────────────────────────┼───────────────┼───────────── Предел прочности при растяжении, │ │ кгс/см2 │ 0,10 - 0,15 │ 0,08 - 0,10 Относительное удлинение при макси-│ │ мальной нагрузке, %, не менее │ 45 │ 35 Характер разрушения │ Когезионный Водопоглощение, %, не более │ 0,2 │ 0,4 Консистенция, мм │ 7 - 11 │ 7 - 11 Стекание мастики при 70 °С │ │ (теплостойкость), мм, не более │ 1,0 │ 2,0 Относительное удлинение при │ │ температуре минус 50 °С, %, не менее│ 7,0 │ 7,0 Миграция пластификатора Не допускается Примечание. Несоблюдение показателя
относительного удлинения мастики I категории качества при температуре минус 50
°C не является браковочным признаком до 1 января 1982 г. 1.3. По внешнему виду мастика должна быть
однородной, при этом не допускается на поперечном сечении брикета более двух
включений диаметром свыше 1 мм. 1.4. Материалы, применяемые для
изготовления мастики, должны соответствовать требованиям нормативно-технической
документации на эти материалы. 2. ПРАВИЛА ПРИЕМКИ 2.1. Мастику принимают партиями. Размер
партии устанавливают в количестве не более сменной
выработки на одной технологической линии. 2.2. Для проверки соответствия мастики
требованиям настоящего стандарта от каждой партии отбирают 3%, но не менее 3
тарных мест. От каждого тарного места отбирают по одному брикету. 2.3. Предел прочности при растяжении,
относительное удлинение при максимальной нагрузке, водопоглощение,
консистенцию, миграцию пластификатора, стекание при 70 °С
и внешний вид проверяют для мастики, входящей в состав каждой партии. 2.4. Определение относительного удлинения
при минус 50 °С и характера разрушения мастики
проводят при каждом изменении ее рецептуры, но не реже одного раза в год. 2.5. При неудовлетворительных результатах
испытаний хотя бы по одному из показателей, предусмотренных настоящим
стандартом, по этому показателю проводят повторные испытания удвоенного
количества образцов, отобранных от той же партии. При неудовлетворительных результатах
повторных испытаний партия мастики приемке не подлежит. Если при приемке мастики, которой в
установленном порядке присвоен государственный Знак качества, окажется, что она
не удовлетворяет хотя бы одному из показателей, предусмотренных настоящим
стандартом, то мастика приемке по высшей категории качества не подлежит. 2.6. Потребитель имеет право проводить
контрольную проверку качества мастики в соответствии с требованиями настоящего
стандарта. 3. МЕТОДЫ ИСПЫТАНИЙ 3.1. Мастику перед изготовлением образцов
для испытаний выдерживают не менее 18 ч при температуре 20 +/- 2 °С. 3.2. Для каждого вида испытаний
изготавливают не менее трех образцов (по одному образцу от каждого брикета). 3.3. Испытания образцов мастики проводят
при температуре 20 +/- 2 °С после предварительной
выдержки их при этой температуре не менее 3 ч. 3.4. Величину показателя мастики
вычисляют как среднее арифметическое значение результатов испытаний трех или
более образцов, при этом отклонение каждого из результатов от среднего значения
должно быть не более 10%. 3.5. Определение предела прочности при
растяжении, относительного удлинения при максимальной нагрузке и характера
разрушения 3.5.1. Аппаратура Испытания проводят на разрывной машине по
ГОСТ 7762-74, снабженной прибором для измерения удлинения и специальными
захватами, схема которых приведена на черт. 1.
Черт. 1 Разрывная машина должна обеспечивать: измерение нагрузки с погрешностью не
более 1,0%; постоянную скорость движения захватов 1
+/- 0,5 и 10 +/- 2,0 мм/мин. Прибор для измерения удлинения должен
иметь цену деления отсчетного устройства не более 0,1 мм и погрешность
измерения не более 1,0%. Для определения характера разрушения
образца применяют трафарет, схема которого приведена на
черт. 2.
Черт. 2 3.5.2. Подготовка образцов к испытанию Для изготовления образцов мастичного шва
применяют приготовленные и выдержанные в течение трех месяцев плитки из бетона
марки 200 размерами 50 x 50 x 25 мм. Допускается повторное применение
использованных бетонных плиток при условии снятия с их поверхности, примыкающей
к мастике, слоя бетона толщиной не менее 1 мм. Подогретую до 70 °С
мастику наносят в виде валика на середину бетонной плитки и обжимают с двух
сторон деревянными ограничительными планками высотой 20 мм и длиной 50 мм до
размеров в плане 30 x 50 мм. Во избежание прилипания мастики к
деревянным планкам они должны быть со стороны, примыкающей к мастике, смазаны
минеральным маслом и присыпаны наполнителем, применяемым для изготовления
мастики. Сверху мастичный валик прижимают второй бетонной плиткой до придания
ему прямоугольной формы размерами 30 x 50 x 20 мм. Избыток мастики удаляют
шпателем или ножом. 3.5.3. Проведение испытания Образцы помещают в захваты разрывной
машины и растягивают (при скорости движения подвижного захвата 10 мм/мин) до
разрыва; при этом производят запись диаграммы "нагрузка -
деформация". Величину удлинения образца при
максимальной нагрузке определяют по диаграмме "нагрузка -
деформация". При отсутствии самопишущих приборов
удлинение образца должно быть измерено индикатором часового типа с ценой
деления не более 0,1 мм. Предел прочности при растяжении
где P - максимальная нагрузка при
растяжении, кгс; S - площадь первоначального поперечного
сечения образца, см2. Относительное удлинение
где h - расстояние между бетонными
плитками до испытания, мм;
Для определения характера разрушения
бетонные плитки освобождают от захватов, срезают основную массу мастики ножом,
смоченным водой, так, чтобы на их поверхности оставался слой мастики не более 3
мм. На место отрыва мастики от поверхности бетонной плитки, к которой она была
приклеена, накладывают трафарет (черт. 2) и подсчитывают площадь отрыва. При отрыве мастики от бетонной плитки на
участке площади не более 10% общей площади образца характер разрушения
считается когезионным. 3.6. Определение водопоглощения Сущность метода заключается в определении
массы воды, поглощенной образцом мастики при выдержке его в воде в течение
установленного времени. 3.6.1. Для определения водопоглощения подогретую до 70 °С
мастику (около 10 г) наносят ровным слоем на стеклянную пластинку или
полиэтиленовую пленку размером 50 х 50 мм, предварительно взвешенную с
погрешностью 0,001 г. Образцы с мастикой взвешивают с
погрешностью 0,001 г и выдерживают в воде в течение 24 ч при температуре 20 +/-
2 °С. По извлечении из воды
образцы промокают фильтровальной бумагой и снова взвешивают с той же погрешностью. 3.6.2. Водопоглощение
W в % вычисляют по формуле
где
m - масса мастики, г. 3.7. Определение консистенции Консистенция мастики характеризуется
глубиной погружения в мастику стандартного конуса общей массой 150 г при
заданной температуре и в течение установленного времени. Глубину погружения конуса определяют в
соответствии с требованиями ГОСТ 5346-78, при этом указанный в стандарте сосуд
заполняют подогретой до 70 °С мастикой так, чтобы в
ней не образовались пузырьки воздуха, и выдерживают в течение 3 ч при
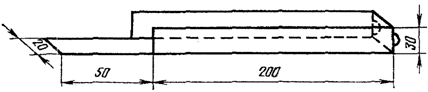
температуре 20 +/- 2 °С. 3.8. Определение стекания мастики при 70 °С (теплостойкости) Сущность метода заключается в определении
величины стекания мастики под действием собственного веса при заданных температуре и времени. 3.8.1. Для испытания применяют лоток,
схема которого приведена на черт. 3.
Черт. 3 Лоток должен быть изготовлен из белой
жести толщиной 1,0 - 1,4 мм. Перед заполнением лотка мастику предварительно
выдерживают около 1 ч в термостате при температуре 70 °С.
Затем лоток плотно заполняют мастикой так, чтобы мастика немного выступала над
верхними и торцовыми обрезами боковых стенок. После выдержки заполненного лотка в
горизонтальном положении в течение 3 ч при температуре 20 +/- 2 °С выступающую мастику срезают вровень с верхними и
торцовыми обрезами боковых стенок лотка. В ушки лотка вставляют стержень, помещают
лоток в термостат в вертикальном положении выступающей частью вниз и
выдерживают при температуре 70 °С в течение 24 ч. 3.8.2. По истечении 24 ч лоток вынимают
из термостата и устанавливают горизонтально. По выступающей части лотка, на
которой нанесены риски с ценой деления 1,0 мм, придвигают брусок размерами 40 х
40 х 60 мм до соприкосновения с мастикой и измеряют зазор в миллиметрах между
нижним торцовым обрезом боковых стенок лотка и бруском. 3.9. Определение относительного удлинения
при температуре 50 °С 3.9.1. Испытания проводят на специально
оборудованной криокамерой разрывной машине,
требования к которой приведены в п. 3.5.1, при скорости движения подвижного
зажима 1,0 +/- 0,5 мм/мин. Подготовку образцов к испытанию проводят
в соответствии с требованиями, приведенными в п. 3.5.2. Подготовленные образцы выдерживают в
течение 1 ч в криокамере при температуре минус 50 °С. Испытание образца проводят через 15 мин
после закрепления его в захваты разрывной машины. По достижении величины удлинения образца,
соответствующей 7% исходного расстояния между бетонными плитками, испытание
прекращают. Определение относительного удлинения
образца при температуре минус 50 °С осуществляется
институтом "ВНИИстройполимер" Минстройматериалов СССР до 1 января 1982 г. 3.10. Определение однородности 3.10.1. Однородность мастики определяют
визуально в срезе брикета. 3.11. Определение миграции пластификатора Для проведения испытаний применяют
латунное кольцо высотой 5 мм, наружным диаметром 25 мм, внутренним диаметром 20
мм и фильтровальную бумагу по ГОСТ 12026-76. Для определения миграции пластификатора
на стеклянную пластинку кладут слой фильтровальной бумаги и ставят на нее
латунное кольцо. Кольцо заполняют испытуемой мастикой. Изготовленные образцы выдерживают в
термостате при 100 +/- 5 °С в течение 4 ч. После
извлечения образцов из термостата на фильтровальной бумаге не должно
обнаруживаться следов пластификатора. 4. МАРКИРОВКА,
УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ 4.1. Мастику фасуют в брикеты
прямоугольной формы сечением 60 х 30 мм и длиной до 500 мм, которые завертывают
в полиэтиленовую пленку толщиной не более 40 мкм по ГОСТ 10354-73. По требованию потребителя допускается
фасовка мастики в брикеты диаметром 30 - 50 мм и длиной не более 150 см. Брикеты упаковывают в деревянные или
картонные ящики, деревянные бочки или навивные барабаны. По согласованию с потребителем
допускается упаковка мастики в другую тару. Масса брутто одного тарного места должна
составлять не более 50 кг. 4.2. Маркировка тарного места должна
соответствовать требованиям ГОСТ 14192-77. На каждом тарном месте должна быть
наклеена этикетка, в которой указывают: наименование организации, в подчинении
которой находится предприятие-изготовитель; наименование и адрес
предприятия-изготовителя или его товарный знак; наименование мастики; номер партии и дату изготовления; массу нетто упакованного места; срок хранения мастики; обозначение настоящего стандарта. 4.3. Предприятие-изготовитель должно
сопровождать каждую отгружаемую партию мастики инструкцией по применению и
документом установленной формы, в котором должны быть указаны: наименование организации, в подчинении
которой находится предприятие-изготовитель; наименование и адрес
предприятия-изготовителя или его товарный знак; наименование мастики; номер партии и дата изготовления; масса нетто упакованного места; результаты физико-механических испытаний; обозначение настоящего стандарта. 4.4. Вся товаросопроводительная
документация для мастики высшей категории качества должна иметь изображение
государственного Знака качества по ГОСТ 1.9-67. 4.5. Мастику разрешается транспортировать
любым видом транспорта в условиях, обеспечивающих защиту ее от воздействия
атмосферных осадков, солнечных лучей и механических повреждений. 4.6. Для предохранения мастики от
воздействия солнечных лучей и атмосферных осадков она должна храниться в
закрытых помещениях. 4.7. При транспортировании и хранении
бросать тару с мастикой запрещается. 5. УКАЗАНИЯ ПО
ПРИМЕНЕНИЮ 5.1. Герметизирующая нетвердеющая мастика
должна применяться в соответствии с инструкцией по ее применению. 5.2. Перед употреблением мастику
необходимо выдержать при температуре 20 +/- 2 °С не
менее 24 ч. 6. ГАРАНТИИ
ИЗГОТОВИТЕЛЯ 6.1. Изготовитель должен гарантировать
соответствие мастики требованиям настоящего стандарта при соблюдении условий
транспортирования, хранения и эксплуатации. 6.2. Гарантийный срок хранения мастики -
один год со дня изготовления. 6.3. По истечении гарантийного срока
хранения мастика перед использованием подлежит проверке на соответствие
требованиям настоящего стандарта. |