| Утвержден и введен
в действие Постановлением Госстандарта СССР от 25 января 1979 г. N 226 МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ ЦОКОЛИ ДЛЯ ИСТОЧНИКОВ СВЕТА ТЕХНИЧЕСКИЕ УСЛОВИЯ Caps for light
sources. Specifications ГОСТ 17100-79 Группа Е83 ОКП 34 6920 Дата введения 1 января 1980 года ИНФОРМАЦИОННЫЕ
ДАННЫЕ 1. Разработан и внесен Министерством
электротехнической промышленности СССР. Разработчики: А.М. Кокинов, Л.М. Макушкин
(руководитель темы), Т.М. Бикбулатова. 2. Утвержден и введен в действие
Постановлением Государственного комитета стандартов Совета Министров СССР от
25.01.1979 N 226. Изменение N 6 принято Межгосударственным
советом по стандартизации, метрологии и сертификации (Протокол N 11 от
25.04.1997). Зарегистрировано Техническим
секретариатом МГС N 2486. За принятие изменения проголосовали: ──────────────────────────────┬─────────────────────────────────── Наименование государства │ Наименование национального органа │ по стандартизации ──────────────────────────────┼─────────────────────────────────── Азербайджанская Республика │Азгосстандарт Республика Армения │Армгосстандарт Республика Беларусь │Госстандарт Беларуси Грузия │Грузстандарт Республика Казахстан │Госстандарт Республики Казахстан Киргизская Республика │Киргизстандарт Республика Молдова │Молдовастандарт Российская Федерация │Госстандарт России Республика Таджикистан │Таджикгосстандарт Туркменистан │Главная государственная инспекция │Туркменистана Республика Узбекистан │Узгосстандарт Украина │Госстандарт Украины 3. Взамен ГОСТ 17100-71 и ГОСТ 17101-71. 4. Ссылочные нормативно-технические
документы ─────────────────────────────┬──────────────────────────────────── Обозначение НТД, на который │ Номер пункта, приложения дана ссылка │ ─────────────────────────────┼──────────────────────────────────── ГОСТ 2.601-95 │5.3 ГОСТ 9.302-88 │4.2 ГОСТ 20.57.406-81 │4.7 ГОСТ 503-81 │2.2 ГОСТ 515-77 │5.1 ГОСТ 2060-90 │2.2 ГОСТ 2208-91 │2.2 ГОСТ 11383-75 │2.2 ГОСТ 13726-97 │2.2 ГОСТ 14192-96 │5.2 ГОСТ 15150-69 │5.4, 5.5 ГОСТ 18242-72 │3.2 ГОСТ 21474-75 │Приложение 2 ГОСТ 23216-78 │4.10, 5.4 ГОСТ 28108-89 │1.1, 1.2, 1.3, 4.1.1, 4.1.2, 4.1.3, │Приложение 2 5. Ограничение срока действия снято
Постановлением Госстандарта от 10.09.1992 N 1156. 6. Переиздание (июнь 1999 г.) с
Изменениями N 1, 2, 3, 4, 5, 6, утвержденными в марте 1982 г., ноябре 1983 г.,
июне 1987 г., феврале 1990 г., сентябре 1991 г., июле 1997 г. (ИУС 6-82, 2-84,
10-87, 5-90, 12-91, 10-97). Настоящий стандарт распространяется на
резьбовые, штифтовые, фокусирующие, штырьковые и цилиндрические цоколи для
источников света. Требования настоящего стандарта являются
обязательными. (Измененная редакция, Изм. N 4, 5). 1. ТИПЫ И ОСНОВНЫЕ
РАЗМЕРЫ 1.1. Типы цоколей в зависимости от конструктивного
исполнения и размеров должны соответствовать указанным в ГОСТ 28108 и в табл. 1
настоящего стандарта. Таблица 1 ───────────────────────┬──────────────────────┬─────────────────── Тип цоколя │ Конструктивное │ Номер чертежа │ исполнение цоколя │ ───────────────────────┼──────────────────────┼─────────────────── В9s/14 │ Штифтовый │ 1 ───────────────────────┤ ├─────────────────── В15s/17 │ │ 2 В15d/17 │ │ ───────────────────────┤ │ В15s/18 │ │ В15d/18 │ │ ───────────────────────┼──────────────────────┼─────────────────── Р15s/14 │ Фокусирующий │ 3 ───────────────────────┤ ├─────────────────── Р19s/13 │ │ 4 ───────────────────────┤ ├─────────────────── Р20d/21 │ │ 5 ───────────────────────┤ ├─────────────────── Р24s/17 │ │ 6 ───────────────────────┤ ├─────────────────── Р26s/31 │ │ 7 ───────────────────────┤ ├─────────────────── Р30s/10,3 │ │ 8 Р30s/10,3-1 │ │ Р30d/10,3 │ │ Р30d/10,3-1 │ │ ───────────────────────┤ ├─────────────────── Р40s/41 │ │ 9 ───────────────────────┤ ├─────────────────── Р42s/11 │ │ 10 Р42d/11 │ │ ───────────────────────┼──────────────────────┼─────────────────── S6s/10 │ Цилиндрический │ 11 Примечание. Цоколи типов В15, Р30s/10,3-1
и Р30d/10,3-1 в новых разработках не применять. Соответствие типов цоколей, установленных
настоящим стандартом, типам цоколей, установленным в ранее принятых стандартах,
приведено в Приложении 1. Чертежи цоколей приводятся только для
того, чтобы показать контролируемые размеры. (Измененная редакция, Изм. N 4). 1.2. Основные размеры цоколей должны
соответствовать указанным в ГОСТ 28108, на черт. 1 - 11 и в табл. 2 - 4
настоящего стандарта. На верхней части цоколя типа Е10/13 допускается
отбортованный край, увеличивающий диаметр и высоту не более, чем на 1 мм;
допуск на размер "С" должен быть равным +/- 0,3 мм. Цоколь типа В9s/14
-------------------------------- <*> Проверяется на готовой лампе. <**> Минимальная длина, на которой
должен выдерживаться диаметр Примечание. Допускается изготовление
цоколя с круглыми штифтами диаметром Черт. 1 Цоколи типов В15s/17, В15d/17, В15s/18 и В15d/18
Черт. 2 Цоколь типа Р15s/14
1 - внутренний стакан; 2 - корпус; 3 - контактная пластинка Черт. 3 Цоколь типа Р19s/13
-------------------------------- <*> Проверяется на готовой лампе. <**> Размер для справок. 1 - внутренний стакан; 2 - корпус; 3 - контактная
пластинка Черт. 4 Цоколь типа Р20d/21
-------------------------------- <*> Проверяется на готовой лампе. <**> Минимальная длина, на которой
должен выдерживаться диаметр <***> Размер для справок. 1 - внутренний стакан; 2 - корпус; 3 - контактные пластинки; 4 - основной штифт Черт. 5 Цоколь типа Р24s/17
-------------------------------- <*> Размер для справок. 1 - внутренний стакан; 2 - корпус; 3 - контактная
пластинка Черт. 6 Цоколь типа Р26s/31
-------------------------------- <*> Проверяется на готовой лампе. <**> Размер для справок. 1 - внутренний стакан; 2 - корпус; 3 - контактная
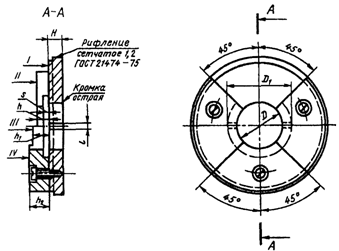
пластинка Черт. 7 Цоколи типов Р30/10,3 и Р30/10,3-1
1 - корпус; 2 - диск; 3 - контактные пластинки; 4 - основные отверстия Черт. 8 Цоколь типа Р40s/41
-------------------------------- <1> Проверяется на готовой лампе. <2> Размеры для справок. <3> Минимальная длина, на которой
должен выдерживаться диаметр <4> Максимальный диаметр цоколя на
готовой лампе - 39,6 мм. Примечание. Для готовых ламп путь утечки
по поверхности изоляции должен быть не менее 5 мм. 1 - внутренний стакан; 2 - корпус; 3 - контактная
пластинка Черт. 9 Цоколи типов Р42/11
-------------------------------- <*> Размер для справок. 1 - внутренний стакан; 2 - корпус; 3 - контактные
пластинки Черт. 10 Цоколь типа S6s/10
-------------------------------- <*> Проверяется на готовой лампе. Черт. 11 Таблица 2 ─────────────┬──────────────────────────────────────────────────── Обозначение │ Размеры, мм, цоколей типа размера ├─────────────────────────┬────────────────────────── │ В15/17 │ В15/18 ├────────────┬────────────┼────────────┬───────────── │ номин. │пред. откл. │ номин. │ пред. откл. ─────────────┼────────────┼────────────┼────────────┼───────────── D │ 15,25 │ -0,25 │ 15,25 │ -0,25 Н │ 17,50 │ -0,50 │ 18,50 │ -1,00 d │ 6,00 │ -1,00 │ 6,00 │ -1,00 d │ 2,20 │ -0,40 │ 2,20 │ -0,40 1 │ │ │ │ h │ 7,00 │ -1,00 │ 7,00 │ -1,00 h <*> │ 8,00 │ - │ 8,00 │ - 1max │ │ │ │ c │ 1,50 │ - │ 1,50 │ - min │ │ │ │ l │ 1,10 │ -0,20 │ 1,10 │ -0,20 l │ 9,00 │ - │ 9,00 │ - 1max │ │ │ │ I │ 3,00 │ - │ 3,00 │ - min │ │ │ │ К │ 8,00 │ -1,00 │ 8,00 │ -1,00 Н <**> │ 7,00 │ - │ 7,00 │ - 1min │ │ │ │ альфа │ 90° │ +/- 7°30' │ 90° │ +/- 7°30' бета │ 180° │ +/- 1°30' │ 180° │ +/- 1°30' -------------------------------- <*> Проверяется на готовой лампе. <**> Минимальная длина, на которой
должен выдерживаться размер D. Примечания. 1. На верхней части цоколя
допускается отбортованный край, увеличивающий диаметр и высоту не более чем на
1 мм. 2. Допускается изготовление штифтов
методом вытяжки из корпуса цоколя, при этом диаметр цоколя, измеряемый в
направлении, перпендикулярном оси штифтов, должен быть в пределах 3. Для готовых ламп расстояние между
контактными пластинками должно быть не менее 3 мм и не менее 2 мм между каждой
контактной пластинкой и металлическим корпусом; измерять это расстояние следует
по поверхности изоляционного материала. Таблица 3 ─────────────┬──────────────────────────────────────────────────── Обозначение │ Размеры, мм, цоколей типа размеров ├─────────────────────────┬────────────────────────── │ Р30s/10,3; Р30d/10,3 │ Р30s/10,3-1; Р30d/10,3-1 ├────────────┬────────────┼────────────┬───────────── │ номин. │пред. откл. │ номин. │ пред. откл. ─────────────┼────────────┼────────────┼────────────┼───────────── D │ 15,25 │ -0,25 │ 15,25 │ -0,25 H │ 19,50 │ -2,00 │ 19,50 │ -2,00 D │ 30,10 │ -0,05 │ 30,10 │ -0,20 1 │ │ │ │ D │ 15,30 │ +0,10 │ 15,40 │ -0,10 2 │ │ │ │ D <**> │ 17,30 │ - │ 17,00 │ - 3 │ │ │ │ h │ 0,30 │ -0,15 │ 0,30 │ -0,15 d │ 6,00 │ -1,00 │ 6,00 │ -1,00 s │ 0,80 │ -0,07 │ 0,80 │ -0,07 Н │ 3,00 │ - │ 3,00 │ - 1min │ │ │ │ Н <*> │ 10,30 │ +/- 1,30 │ - │ - 2 │ │ │ │ R <**> │ 0,40 │ - │ 0,40 │ - R <**> │ 2,40 │ - │ 2,00 │ - 1 │ │ │ │ d │ 2,18 │ +0,21 │ 2,40 │ -0,15 1 │ │ │ │ d │ 3,07 │ +0,10 │ 3,20 │ -0,10 2 │ │ │ │ d │ 5,15 │ -0,30 │ 5,15 │ -0,30 3 │ │ │ │ d │ 22,81 │ -0,08 │ 22,81 │ -0,16 4 │ │ │ │ h <**> │ 0,80 │ - │ - │ - 1 │ │ │ │ b │ 4,75 │ -0,75 │ 4,75 │ -0,75 альфа <**> │ 87° │ - │ - │ - бета │ 115° │ - │ 115° │ - min │ │ │ │ гамма │ 83°30' │ - │ 83°30' │ - min │ │ │ │ дельта │ 46°30' │ - │ 46°30' │ - min │ │ │ │ V │ 100° │ - │ 100° │ - min │ │ │ │ фи │ 130° │ - │ 130° │ - min │ │ │ │ фи │ 90° │ +/- 10° │ 90° │ +/- 10° 1 │ │ │ │ l <**> │ 9,00 │ - │ 9,00 │ - k │ 8,00 │ -1,00 │ 7,75 │ -0,75 -------------------------------- <*> Проверяется на готовой лампе. <**> Размер для справок. Примечание. Допускается изготовление
цоколей типов Р30d/10,3 и Р30d/10,3-1 с круглыми контактными пластинками
диаметром Таблица 4 Построение отверстий в диске цоколей ──────────────┬─────────────────────────────────────────────────── Углы, град. │ Диаметр отверстий, мм, цоколей типа ├────────────────────────┬────────────────────────── │ Р30s/10,3; Р30d/10,3 │ Р30s/10,3-1; Р30d/10,3-1 ──────────────┼────────────────────────┼────────────────────────── 10 │ 2,29 │ 2,35 13 │ 2,59 │ 2,65 16 │ 2,90 │ 2,96 19 │ 3,20 │ 3,26 22 │ 3,51 │ 3,57 25 │ 3,81 │ 3,87 28 │ 4,11 │ 4,18 31 │ 4,42 │ 4,48 34 │ 4,72 │ 4,70 37 │ 5,05 │ 5,10 Допускается изготовление цоколя с
круглыми контактными пластинками диаметром Отклонение оси малого штифта относительно
оси основного штифта, которая совпадает с осью цоколя, допускается равным +/-
0,15 мм. На верхней части корпуса цоколя
допускается отбортованный край, увеличивающий диаметр и высоту не более чем на
1 мм. На верхней части цоколя допускается
отбортованный край, увеличивающий диаметр не более чем на 0,5 мм. Допускается изготовление цоколей с
круглыми контактными пластинками диаметром Диаметр условной окружности (12 мм -
черт. 4; 23 мм - черт. 5, 6; 34 мм - черт. 7 ГОСТ 28108) контролируется
проходным калибром. (Измененная редакция, Изм. N 1, 2, 3, 4). 1.3. Условные обозначения цоколей - по
ГОСТ 28108. При этом в условное обозначение добавляется обозначение настоящего
стандарта. (Измененная редакция, Изм. N 1, 4). 2. ТЕХНИЧЕСКИЕ
ТРЕБОВАНИЯ 2.1. Цоколи должны изготовляться в
соответствии с требованиями настоящего стандарта по технической документации,
утвержденной в установленном порядке. 2.2. Корпусы цоколей, штифты штифтового
цоколя и диски фокусирующего цоколя должны изготовляться из стали по ГОСТ 503,
ленты алюминиевой по ГОСТ 13726, ленты стальной, плакированной цветным
металлом, или латуни по ГОСТ 2208, корпус цоколя S6s/10 - из латунного прутка
по ГОСТ 2060, контактные пластинки цоколей и штырьки должны изготовляться из
латуни по ГОСТ 2208. Допускается изготовление корпусов цоколей
типов G5 и G13 из пластмасс и керамического материала, контактных пластин и
штырьков - из стали, плакированной цветным металлом, штифтов штифтового цоколя
- из меди, контактных пластинок для цоколя типа S6s/10 - из латунной трубки по
ГОСТ 11383. (Измененная редакция, Изм. N 6). 2.3. В качестве изоляционного материала
должны применяться стекло, керамика или пластмасса, эбонит. (Измененная редакция, Изм. N 3). 2.4. Корпуса стальных цоколей, кроме
цоколей, имеющих корпус из ленты стальной, плакированной цветным металлом,
должны иметь цинковое покрытие толщиной не менее 6 мкм на верхней части цоколя. Допускается пассивирование стальных
цоколей. (Измененная редакция, Изм. N 4, 6). 2.5. Корпуса латунных (и алюминиевых типа
Е27) цоколей или из ленты стальной, плакированной латунью должны подвергаться
осветлению (травлению), кроме корпуса цоколя типа S6s/10. Допускается по требованию заказчика
пассивирование или никелирование толщиной не менее 3 мкм на верхней части
цоколя. (Измененная редакция, Изм. N 1, 4, 5, 6). 2.6. Штырьки цоколей должны иметь
никелевое покрытие толщиной не менее 6 мкм. Допускается никелевое покрытие не
наносить в случае соединения штырьков с токовыми вводами лампы методом сварки. (Измененная редакция, Изм. N 4). 2.7. Покрытия не должны иметь дефектов,
понижающих их защитную способность и препятствующих нормальному вхождению
цоколя в соответствующий калибр. Покрытия должны быть прочными и не
отслаиваться от основного металла. Покрытия могут быть блестящими или матовыми. Допускается разнотонность цинкового
покрытия на поверхности цоколя. 2.8. Штырьки и контактные пластинки
должны быть прочно соединены с изоляционным материалом. Штифты цоколя должны быть прочно
соединены с корпусом цоколя. Вращение штифтов не допускается. 2.9. Штырьки должны выдерживать плавно
возрастающий крутящий момент не менее 1,0 Н х м, приложенный одновременно к
обоим штырькам. 2.10. Штырьки не должны иметь задиров,
складок и других дефектов, препятствующих нормальному вхождению цоколя в
соответствующий калибр. Отверстие в штырьке после сборки цоколя должно быть не
менее 0,7 мм. 2.11. Изоляционный материал должен быть
прочно соединен с корпусом и не должен иметь трещин и сколов, влияющих на его
механическую и электрическую прочность. 2.12. Резьбовые, штифтовые,
цилиндрические и фокусирующие цоколи должны выдерживать сдавливающие усилия,
приложенные к контакту (контактам) и корпусу цоколя, указанные в табл. 5. Таблица 5 ─────────────────────────────────────────┬──────────────────────── Внешний диаметр сопрягаемой с патроном │ Сдавливающее усилие, Н части цоколя, мм │ ─────────────────────────────────────────┼──────────────────────── До 7,5 включ. │ 10 Св. 7,5 " 11 " │ 40 " 11 " 16 " │ 80 " 16 " 35 " │ 100 " 35 │ 150 2.13. Штифты цоколей и места их
соединения с корпусом цоколя должны выдерживать без деформаций и повреждений
срезывающие усилия, указанные в табл. 6. Таблица 6 ────────────────────────────────────────┬───────────────────────── Внешний диаметр сопрягаемой с патроном │ Срезывающее усилие, Н части цоколя, мм │ ────────────────────────────────────────┼───────────────────────── До 7,5 включ. │ 10 Св. 7,5 " 11 " │ 40 " 11 " 16 " │ 80 " 16 │ 100 2.13а. Цоколи в зависимости от типов
предназначены для использования при номинальном напряжении, указанном в табл.
6а. Таблица 6а ─────────────────────┬───────────────────┬──────────────────────── Конструктивное │ Тип │Номинальное напряжение, исполнение цоколя │ │ В, не более ─────────────────────┼───────────────────┼──────────────────────── Резьбовое │ Е5 │ 24 ├───────────────────┼──────────────────────── │ Е10 │ 50 ├───────────────────┼──────────────────────── │ Е14 │ 250 │ Е27 │ ├───────────────────┼──────────────────────── │ Е40 │ 380 ─────────────────────┼───────────────────┼──────────────────────── Штифтовое │ В15 │ 250 │ В22 │ │ В22d-3(90°)135° │ ├───────────────────┼──────────────────────── │ ВА7s │ 42 │ ВА9s │ │ ВА15 │ │ ВАУ15d │ │ ВА20 │ ─────────────────────┼───────────────────┼──────────────────────── Фокусирующее │ Р14,5s │ 42 │ РК22s │ ├───────────────────┼──────────────────────── │ Р28s │ 250 ├───────────────────┼──────────────────────── │ Р43t-38 │ 42 │ Р45t-41 │ ├───────────────────┼──────────────────────── │ Р15s │ 250 │ Р19s │ │ Р42 │ ─────────────────────┼───────────────────┼──────────────────────── Цилиндрическое │ SV7 │ 42 с коническим концом │ SV8,5 │ ─────────────────────┼───────────────────┼──────────────────────── Цилиндрическое │ S15s │ 250 │ S19s │ ─────────────────────┼───────────────────┼──────────────────────── Штырьковое │ G5 │ 250 │ G13 │ │ G20 │ │ G10q │ Примечание. Допускается производство
цоколей Е10, ВА9s и ВА15 на номинальное напряжение до 250 В. (Измененная редакция, Изм. N 1, 2). 2.14. Электрическое сопротивление
изоляции между каждым из контактов и корпусом цоколя у двухконтактных
штифтовых, фокусирующих и штырьковых цоколей должно быть не менее 50 МОм в
нормальных климатических условиях или соответствовать значениям, указанным в
табл. 6б, после проверки на воздействие повышенной влажности воздуха. Таблица 6б ───────────────────────────────┬────────────────────────────────── Номинальное напряжение, В │ Электрическое сопротивление │ изоляции, МОм, не менее ───────────────────────────────┼────────────────────────────────── До 24 включ. │ 0,5 Св. 24 " 50 " │ 1,0 " 50 " 250 " │ 2,0 " 250 │ 5,0 (Измененная редакция, Изм. N 1, 3). 2.15. Изоляция цоколей должна быть
прочной и выдерживать в течение 1 мин без пробоя испытательное напряжение
переменного тока частоты 50 Гц, указанное в табл. 7. Таблица 7 ────────────────────────────────┬───────────────────────────────── Номинальное напряжение, В │ Испытательное напряжение, В ────────────────────────────────┼───────────────────────────────── До 24 включ. │ 500 Св. 24 " 50 " │ 1000 " 50 " 250 " │ 1500 " 250 │ 2000 (Измененная редакция, Изм. N 1). 2.16. Изоляционный материал резьбовых,
штифтовых, цилиндрических и фокусирующих цоколей должен быть термостойким и
выдерживать воздействие повышенной температуры 100 °С для пластмассового
материала и 300 °С - для остальных материалов. (Измененная редакция, Изм. N 3). 2.17. Поверхности корпусов цоколей,
штифтов и штырьков не должны иметь дефектов, понижающих механическую прочность
и препятствующих нормальному вхождению цоколя в соответствующий калибр. 2.18. Цоколи должны быть устойчивыми к
воздействию относительной влажности 91 - 95% при температуре окружающей среды
(25 +/- 3) °С. (Измененная редакция, Изм. N 3). 2.19. Цоколи должны быть устойчивыми к
коррозии. (Введен дополнительно, Изм. N 3). 3. ПРАВИЛА ПРИЕМКИ 3.1. Для проверки соответствия цоколей
требованиям настоящего стандарта предприятие-изготовитель должно проводить
приемосдаточные, периодические и типовые испытания. 3.2. Приемосдаточным испытаниям должна
быть подвергнута каждая партия цоколей в объеме и последовательности, указанных
в табл. 8. Таблица 8 ─────────────┬──────────────┬───────────────────────────────────── Вид проверки│ Номер пункта │ План контроля и испытания ├──────┬───────┼──────────────┬─────────┬──────────── │техни-│методов│ объем партии │ объем │ приемочные │ческих│контро-│ │ выборки │ (С , С ) и │требо-│ля │ │ │ 1 3 │ваний │ │ │ │браковочные │ │ │ │ │ (С , С ) │ │ │ │ │ 2 4 │ │ │ │ │ числа │ │ │ ├────┬────┼──┬──┬──┬─── │ │ │ │n │n │С │С │С │С │ │ │ │ 1 │ 2 │ 1│ 2│ 3│ 4 │ │ │ │<*> │<*> │ │ │ │ │ │ ├──────────────┴────┴────┴──┴──┴──┴─── │ │ │ шт. ─────────────┼──────┼───────┼──────────────┬────┬────┬──┬──┬──┬─── 1. Проверка │2.2 - │ 4.3 │ 281 - 3200 │ 32 │ 32 │1 │3 │ 3│ 4 внешнего вида│ 2.7;│ │ 3201 - 10000 │ 50 │ 50 │3 │5 │ 5│ 6 │2.10; │ │10001 - 35000 │ 80 │ 80 │3 │7 │ 8│ 9 │2.11; │ │35001 - 150000│125 │125 │5 │9 │12│13 │ 2.17 │ │ │ │ │ │ │ │ ─────────────┼──────┼───────┼──────────────┼────┼────┼──┼──┼──┼─── 2. Измерение│ 1.2 │ 4.1 │ 281 - 3200 │ 32 │ 32 │1 │3 │ 3│ 4 размеров │ │ │ 3201 - 10000 │ 50 │ 50 │3 │5 │ 5│ 6 (кроме разме-│ │ │10001 - 35000 │ 80 │ 80 │3 │7 │ 8│ 9 ров, контро- │ │ │35001 - 150000│125 │125 │5 │9 │12│13 лируемых │ │ │ │ │ │ │ │ │ калибрами) │ │ │ │ │ │ │ │ │ ─────────────┼──────┼───────┤ │ │ │ │ │ │ 3. Испытание│ 2.8; │ 4.4 │ │ │ │ │ │ │ на прочность │ 2.9 │ │ │ │ │ │ │ │ соединения │ │ │ │ │ │ │ │ │ штырьков с │ │ │ │ │ │ │ │ │ изоляционным │ │ │ │ │ │ │ │ │ материалом │ │ │ │ │ │ │ │ │ ─────────────┴──────┴───────┴──────────────┴────┴────┴──┴──┴──┴─── 4. (Исключен, Изм. N 4). ─────────────┬──────┬───────┬──────────────┬────┬────┬──┬──┬──┬─── 5. Контроль │1.2; │4.1.1 -│ 281 - 3200 │ 32 │ 32 │0 │1 │ │ размеров │ 2.10 │ 4.1.4;│ 3201 - 10000 │ 50 │ 50 │0 │2 │ 1│ 2 калибрами │ │4.5 │10001 - 35000 │ 80 │ 80 │0 │3 │ 3│ 4 │ │ │35001 - 150000│125 │125 │1 │4 │ 4│ 5 ─────────────┼──────┼───────┼──────────────┼────┼────┼──┼──┼──┼─── 6. Проверка │2.4 - │ 4.2 │ - │ 20 │ 20 │1 │4 │ 4│ 5 прочности │ 2.6│ │ │<**>│<**>│ │ │ │ и толщины │ │ │ │ 20 │ 20 │1 │4 │ 4│ 5 покрытия │ │ │ │<**>│<**>│ │ │ │ │ │ │ │ 32 │ 32 │2 │5 │ 6│ 7 │ │ │ │<**>│<**>│ │ │ │ │ │ │ │ 50 │ 50 │3 │7 │ 8│ 9 │ │ │ │<**>│<**>│ │ │ │ ─────────────┼──────┼───────┼──────────────┼────┴────┼──┼──┼──┼─── 7. Проверка │5.1 - │ 4.3 │ До 150000 │ 100% │0 │- │ -│ - правильности │ 5.3│ │ включ. │ │ │ │ │ упаковки и │ │ │ │ │ │ │ │ транспортной │ │ │ │ │ │ │ │ маркировки │ │ │ │ │ │ │ │ -------------------------------- <*> <**> Отбираются из числа цоколей,
выдержавших предыдущие испытания. При этом за партию должны быть приняты
цоколи одного типа, предъявленные одновременно к приемке по одному
сопроводительному документу. Результаты испытаний считаются
удовлетворительными, если количество дефектных цоколей в первой выборке По результатам контроля второй выборки
результаты испытаний цоколей считаются удовлетворительными, если количество
дефектных цоколей в двух выборках меньше или равно приемочному числу В случае выборочного контроля план
контроля соответствует ГОСТ 18242, при этом: - вид контроля - нормальный; - тип плана контроля - двухступенчатый; - уровень контроля - 1; - приемочный уровень дефектности для
проверок по пп. 1 - 4 табл. 8 - 2,5%, для проверки по п. 5 - 0,65%. (Измененная редакция, Изм. N 3, 4). 3.3. Периодические испытания должны
проводиться один раз в квартал. Испытаниям должны подвергаться отобранные
равномерно в течение квартала цоколи разных дней и смен выработки и выдержавшие
приемосдаточные испытания. Последовательность проведения испытаний и
план контроля приведены в табл. 9. Таблица 9 ───────────────────────┬────────────┬───────────────┬───────────── Вид проверки │Номер пункта│ Объем выборки │ Приемочные и испытания │ │ │ (С , С ) │ │ │ 1 3 │ │ │и браковочные │ │ │ (С , С ) │ │ │ 2 4 │ │ │ числа ├──────┬─────┼───────────┬───┼───┬──┬───┬── │техни-│мето-│ n <*> │n │С │С │С │С │ческих│дов │ 1 │ 2 │ 1 │ 2│ 3 │ 4 │требо-│конт-│ │<*>│ │ │ │ │ваний │роля ├───────────┴───┴───┴──┴───┴── │ │ │ шт. ───────────────────────┼──────┼─────┼───────────┬───┬───┬──┬───┬── 1. Испытание на воз- │2.12 │4.6 │ 13 │13 │ 0 │1 │ 1 │2 действие сдавливающего │ │ │ │ │ │ │ │ усилия │ │ │ │ │ │ │ │ ───────────────────────┼──────┼─────┤ │ │ │ │ │ 2. Испытание на │2.8, │4.6 │ │ │ │ │ │ прочность соединения │2.11, │ │ │ │ │ │ │ штифтов с корпусом │2.13 │ │ │ │ │ │ │ цоколя, изоляционного │ │ │ │ │ │ │ │ материала с контактной │ │ │ │ │ │ │ │ пластинкой (пластин- │ │ │ │ │ │ │ │ ками) и корпусом цоколя│ │ │ │ │ │ │ │ ───────────────────────┼──────┼─────┤ │ │ │ │ │ 3. Испытание на воз- │2.18 │4.6а │ │ │ │ │ │ действие повышенной │ │ │ │ │ │ │ │ влажности воздуха │ │ │ │ │ │ │ │ ───────────────────────┼──────┼─────┤ │ │ │ │ │ 4. Измерение элект- │2.14 │4.7 │ │ │ │ │ │ рического сопротивления│ │ │ │ │ │ │ │ изоляции │ │ │ │ │ │ │ │ ───────────────────────┼──────┼─────┤ │ │ │ │ │ 5. Испытание изоляции │2.15 │4.8 │ │ │ │ │ │ на электрическую │ │ │ │ │ │ │ │ прочность │ │ │ │ │ │ │ │ ───────────────────────┼──────┼─────┤ │ │ │ │ │ 6. Испытание на │2.16 │4.9 │ │ │ │ │ │ термостойкость │ │ │ │ │ │ │ │ ───────────────────────┼──────┼─────┼───────────┼───┼───┼──┼───┼── 7. Испытание на защиту│2.19 │4.2 │ 20 │20 │ 1 │4 │ 4 │5 от коррозии │ │ │ │ │ │ │ │ ───────────────────────┼──────┼─────┼───────────┼───┼───┼──┼───┼── 8. Испытание цоколей │5.4 │4.10 │ 1 ящик │ - │ 1 │2 │ - │- на механическую проч- │ │ │упакованных│ │ │ │ │ ность при транспорти- │ │ │ насыпью │ │ │ │ │ ровании <**> │ │ │ цоколей │ │ │ │ │ │ │ │ (не более │ │ │ │ │ │ │ │ 50 шт.) │ │ │ │ │ -------------------------------- <*> <**> Проводится при типовых
испытаниях. Примечание. Испытания по пп. 1 - 6 табл.
9 проводят на одной выборке. Результаты испытаний считаются
удовлетворительными, если количество дефектных цоколей в первой выборке Если количество дефектных цоколей в
выборке больше приемочного числа По результатам контроля второй выборки
результаты испытаний цоколей считаются удовлетворительными, если количество
дефектных цоколей в двух выборках меньше или равно приемочному числу Если результаты периодических испытаний
окажутся неудовлетворительными, то приемку цоколей останавливают до приведения
параметров цоколей в соответствие с требованиями настоящего стандарта и
получения удовлетворительных результатов периодических испытаний. Протоколы периодических испытаний должны
быть предъявлены потребителю по его требованию. (Измененная редакция, Изм. N 1, 3, 4). 3.4. Типовые испытания проводят для
оценки целесообразности и (или) эффективности изменений, вносимых в процессе
производства цоколей в конструкцию, технологию или применяемые материалы и
полуфабрикаты и для проверки соответствия цоколей, изготовленных с изменениями,
требованиям настоящего стандарта. Программа испытаний разрабатывается
предприятием-изготовителем по согласованию с разработчиком цоколей. Протоколы типовых испытаний цоколей
должны быть предъявлены потребителю по его требованию. (Измененная редакция, Изм. N 3). 3.5. Для проверки потребителем
соответствия качества поступивших к нему цоколей требованиям настоящего
стандарта должны применяться правила приемки и методы испытаний, указанные в
настоящем стандарте. За партию должны быть приняты цоколи
одного типа, полученные потребителем по одному документу о качестве. 4. МЕТОДЫ ИСПЫТАНИЙ 4.1. Контроль размеров цоколей (п. 1.2)
производится с помощью предельных калибров, соответствующих чертежам,
приведенным в Приложении 2, а также универсальным измерительным инструментом. Порядок контроля цоколей с помощью
калибра указан в пп. 4.1.1 - 4.1.4. (Измененная редакция, Изм. N 1, 3). 4.1.1. Резьбовой цоколь При полностью ввернутом резьбовом цоколе
в калибр (черт. 1 Приложения 2) контактная пластинка должна выступать над
поверхностью I (либо находиться на уровне поверхности I), но не должна выступать
над поверхностью II, а на готовой лампе пайка не должна выступать над
поверхностью III. Размеры элементов резьбы должны
контролироваться калибрами по ГОСТ 28108. 4.1.2. Штифтовой цоколь Штифтовой цоколь вводится в калибр (черт.
2, 3 Приложения 2) до тех пор, пока штифты войдут в проточку s, после чего
цоколь поворачивается и прижимается таким образом, чтобы штифты плотно лежали
на поверхности I. В этом положении контактные пластинки
должны выступать над поверхностью II, но не должны выступать над поверхностью
III. На готовой лампе пайка цоколя не должна
выступать над поверхностью IV. Размером Н контролируется диаметр цоколя
D на длине, достаточной для обеспечения взаимозаменяемости цоколей по отношению
к патронам. Цоколь на готовой лампе контролируется непроходным
калибром по ГОСТ 28108. 4.1.1, 4.1.2. (Измененная редакция, Изм.
N 1, 3, 4). 4.1.3. Штырьковый цоколь Контроль цоколей производится калибрами
по ГОСТ 28108. (Измененная редакция, Изм. N 3, 4). 4.1.4. Фокусирующий цоколь Цоколи типов Р20d/21, Р24s/17 должны
контролироваться калибром (черт. 3 Приложения 2). Цоколи типов Р30s/10,3 и Р30d/10,3 должны
контролироваться калибрами (черт. 4, 5, 6 Приложения 2). Диск цоколя должен входить в отверстие I
и не должен входить в отверстие II калибра (черт. 4 Приложения 2). Калибр
(черт. 5 Приложения 2) должен входить проходной стороной ПР и не должен входить
непроходной стороной НЕ в основное отверстие диска цоколя. Положение основного отверстия на диске
считается правильным, если с обеих сторон калибра (черт. 6 Приложения 2) в него
входят штыри, а диск при этом входит в калибр. Цоколь типа Р40s/41 должен
контролироваться калибром (черт. 7 Приложения 2). Цоколь вводится в проходную
сторону калибра через секторные пазы, поворачивается на угол 90° и плотно
прижимается диском к поверхности I. В этом положении контактные пластины должны
выступать над поверхностью II, а на готовой лампе пайка не должна выступать над
поверхностью III. Цоколь типа Р26s/31 должен
контролироваться калибром (черт. 8 Приложения 2). Цоколь вводится в калибр
через пазы, поворачивается и плотно прижимается диском к поверхности I. В этом
положении контактная пластинка должна выступать над поверхностью II, а на
готовой лампе пайка не должна выступать над поверхностью III. (Измененная редакция, Изм. N 1, 3). 4.2. Контроль толщины цинкового и
никелевого покрытия (пп. 2.4 - 2.6) должен производиться по ГОСТ 9.302. Прочность покрытия (п. 2.7)
контролируется нанесением на цоколь стальным острием взаимно пересекающихся
царапин (в продольном и поперечном направлениях) глубиной до основного металла,
при этом в месте пересечения покрытия не должны отслаиваться от основного
металла. Испытание на защиту от коррозии
производится следующим образом. Цоколи, обработанные в течение 10 мин в
растворе тетрахлорметана или тетрахлорэтилена, помещают в 10%-ный раствор
хлорида аммония с температурой (25 +/- 3) °С. После этого цоколи вынимают, не
стряхивая оставшихся на поверхности капель раствора, и подвешивают на 10 мин в
камеру тепла и влаги при температуре (25 +/- 3) °С и относительной влажности 91
- 95%. Защита от коррозии считается
соответствующей, если после окончания проверки нет следов коррозии, видимых
невооруженным глазом. Налет на острых кромках, удаляемый посредством
протирания, не является браковочным признаком. (Измененная редакция, Изм. N 1, 3, 5). 4.3. Проверка внешнего вида, покрытия
цоколей, отсутствия на цоколях трещин, складок и других дефектов, правильности
транспортной маркировки и упаковки (пп. 2.2 - 2.7, 2.10, 2.11, 2.17, 5.1 - 5.3)
должна производиться внешним осмотром по образцам внешнего вида (п. 2.11),
утвержденным в установленном порядке и калибрами. (Измененная редакция, Изм. N 3, 4). 4.4. Испытание на прочность соединения
штырьков с изоляционным материалом (пп. 2.8, 2.9) должно проводиться при помощи
прибора, обеспечивающего плавно нарастающий крутящий момент, приложенный к
обоим штырькам, до величины, указанной в п. 2.9. 4.5. Контроль диаметра отверстия в
штырьке (п. 2.10) должен осуществляться при помощи проходного калибра (черт. 9
Приложения 2). 4.4, 4.5. (Измененная редакция, Изм. N
3). 4.6. Испытание на прочность соединения
изоляционного материала с контактной пластинкой (пластинками) (п. 2.8) и с
корпусом цоколя (п. 2.11), на прочность соединения штифтов с корпусом цоколя
(пп. 2.8, 2.13); механической прочности изоляционного материала (пп. 2.12,
2.13) производится при помощи приспособлений, обеспечивающих создание усилий,
указанных в пп. 2.12, 2.13. Цоколи считают выдержавшими испытания,
если при усилиях, указанных в табл. 5, 6, не нарушается соединение
изоляционного материала с контактами и корпусом цоколя, соединение штифтов с
корпусом и не произойдет их деформирование. (Измененная редакция, Изм. N 3, 4). 4.6а. Испытание цоколей на воздействие
повышенной влажности воздуха (п. 2.18), проводится в камере тепла и влаги при
температуре (25 +/- 3) °С и относительной влажности 91 - 95%. Время выдержки -
48 ч. Цоколи считают выдержавшими испытание,
если после извлечения цоколей из камеры сопротивление изоляции соответствует
указанному в п. 2.14 и не наблюдаются сильно выраженные явления коррозии или
нарушения качества изоляционного материала. (Измененная редакция, Изм. N 1, 3). 4.7. Измерение электрического
сопротивления изоляции цоколей (п. 2.14) между каждым из контактов и корпусом
цоколя у двухконтактных штифтовых и фокусирующих цоколей проводится в
нормальных климатических условиях по ГОСТ 20.57.406 или непосредственно после
испытания на воздействие повышенной влажности воздуха мегомметром после
воздействия в течение 1 мин постоянного напряжения (500 +/- 50) В. Измерение проводят не позднее чем через
10 мин после извлечения цоколей из камеры тепла и влаги. (Измененная редакция, Изм. N 1, 3, 4). 4.8. Испытание изоляции цоколей на
электрическую прочность (п. 2.15) должно проводиться с помощью установки на
пробой при напряжении переменного тока частоты 50 Гц от источника тока
мощностью не менее 0,5 кВ х А после окончания испытаний по п. 4.7 не позднее
чем через 10 мин. При испытании изоляции на электрическую
прочность напряжение следует повышать постепенно от 500 В до полной величины
испытательного напряжения, указанного в п. 2.15, со скоростью, допускающей
возможность отсчета показателей вольтметра. После 1 мин действия испытательного
напряжения его плавно снижают до 500 В и отключают. Цоколь считают выдержавшим испытание,
если не произошло пробоя изоляции. 4.9. Испытание изоляционного материала
цоколей на воздействие повышенной температуры должно проводиться в термостате,
в котором температура повышается постепенно в течение 1 ч до 100 °С (373 К) и в
течение 2 ч - до 300 °С (573 К). Температура и время выдержки различных типов
цоколей в термостате должны соответствовать указанным в табл. 10. Таблица 10 ─────────────────────────────┬───────────────────┬──────────────── Вид изоляционного материала │ Время выдержки, ч │ Температура, К цоколя │ │ ─────────────────────────────┼───────────────────┼──────────────── Пластмассовый │ 2 │ 373 +/- 5 ─────────────────────────────┤ ├──────────────── Прочие материалы │ │ 573 +/- 5 Время выдержки цоколей в термостате
должно отсчитываться с момента достижения заданной температуры. Цоколи считаются выдержавшими испытание
на теплостойкость, если после 2 ч пребывания их в термостате при указанных выше
температурах и естественном охлаждении при нормальных климатических условиях на
цоколях, остывших до нормальной температуры, не будет трещин изоляционного
материала, влияющих на его механическую прочность, а также вспучиваний,
расслоений, вытекания изоляционного материала и каких-либо изменений формы и
размеров цоколей. 4.8, 4.9. (Измененная редакция, Изм. N 1,
3). 4.10. Испытания цоколей на прочность при
транспортировании проводят по ГОСТ 23216 для условий транспортирования группы
Л. Допускается проводить испытания в
упаковке, имитирующей транспортную упаковку. (Введен дополнительно, Изм. N 3). 5. МАРКИРОВКА,
УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ 5.1. Цоколи, предназначенные для
транспортирования, должны быть упакованы в деревянные ящики или картонные
коробки, выстланные внутри толем или упаковочной бумагой марки Б по ГОСТ 515 с
заполнением свободных промежутков упаковочным материалом для предохранения
цоколей от механических повреждений. Масса, брутто, деревянного ящика должна
быть не более 50 кг, а картонных коробок - 20 кг. По согласованию с потребителем допускаются
иные виды упаковки. 5.2. Маркировка транспортной тары - по
ГОСТ 14192 с нанесением манипуляционных знаков "Беречь от влаги" и
"Хрупкое. Осторожно!". 5.3. Каждый ящик (коробка) с цоколями
должен снабжаться этикеткой по ГОСТ 2.601 с указанием: а) товарного знака
предприятия-изготовителя; б) наименования и типа цоколей; в) количества упакованных цоколей; г) даты упаковывания; д) обозначения настоящего стандарта; е) штампа технического контроля. (Измененная редакция, Изм. N 4). 5.4. Условия транспортирования цоколей в
части воздействия климатических факторов должны соответствовать группе 5 (ОЖ4)
по ГОСТ 15150. Условия транспортирования цоколей в части
воздействия механических факторов должны соответствовать группе Л ГОСТ 23216. (Измененная редакция, Изм. N 3). 5.5. Условия хранения цоколей должны
соответствовать группе Л ГОСТ 15150. 6. ГАРАНТИИ
ИЗГОТОВИТЕЛЯ 6.1. Изготовитель должен гарантировать
соответствие цоколей требованиям настоящего стандарта при соблюдении условий
эксплуатации и хранения. Гарантийный срок хранения цоколей в
упаковке предприятия-изготовителя - три месяца с момента изготовления. (Измененная редакция, Изм. N 3, 4). Приложение 1 Справочное ──────────────────────────────┬─────────────────────────────────── Тип цоколя │ Старое обозначение цоколя ──────────────────────────────┼─────────────────────────────────── В9s/14 │ - В15s/17 │ - В15d/17 │ - В15s/18 │ - В15d/18 │ - Р15s/14 │ 1Ф-Ш15-2 Р19s/13 │ - Р20d/21 │ - Р24s/17 │ - Р26s/31 │ - Р30s/10,3 │ - Р30s/10,3-1 │ 1Ф-Д30-1 Р30d/10,3 │ - Р30d/10,3-1 │ 2Ф-Д30-1 Р40s/41 │ - Р42s/11 │ - Р42d/11 │ - S6s/10 │ 1Ц6-1 Приложение 1. (Введено дополнительно,
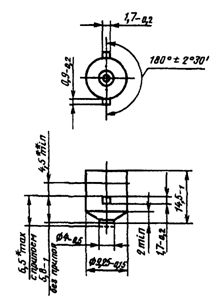
Изм. N 1). Приложение 2 Обязательное Проходной калибр для проверки размеров цоколей типов Е14, Е27, Е40
Черт. 1 Примечания. 1. Допускается расположение
ступени плоскости III под углом 90° вместо 45°. 2. Допускается для проверки размера s
цоколей без припоя применять калибр с двумя плоскостями (I и II), при этом
размер h должен соответствовать размеру Таблица 1 Размеры, мм ───────────────┬───────────┬──────────┬───────────┬─────────────── Обозначения │ Е14 │ Е27 │ Е40 │ Пред. откл. размеров ├───────────┴──────────┴───────────┤ │ номин. │ ───────────────┼──────────────────────────────────┴─────────────── D │ Резьба по ГОСТ 28108 d │ 9,0 │ 16,5 │ 27 │ +/- 0,10 d │ 12,0 │ 23,0 │ 34 │ +/- 0,03 1 │ │ │ │ h │ 3,5 │ 7,0 │ 8 │ -0,03 h │ 3,7 │ 7,8 │ 9 │ -0,03 1 │ │ │ │ h │ 4,5 │ 8,5 │ 10 │ +0,03 2 │ │ │ │ Н │ 16,0 │ 22,0 │ 34 │ -0,03 s │ 1,0 │ 2,0 │ 2 │ +/- 0,10 Таблица 1а Предельные отклонения на шаг резьбы Р и радиус кривизны r, мм ────────────────────┬───────────────────────────────────────────── Тип резьбы │ Резьба по ГОСТ 28108 ├──────────────────────┬────────────────────── │ Р │ r ────────────────────┼──────────────────────┼────────────────────── Е10 │ +/- 0,015 │ +/- 0,04 <*> Е14 │ +/- 0,015 │ +/- 0,04 <*> Е27 │ +/- 0,020 │ +/- 0,06 <*> Е40 │ +/- 0,020 │ +/- 0,10 <*> -------------------------------- <*> Относится к внутреннему
диаметру. Непроходной калибр для проверки размеров
цоколей типов Е10, Е40 должен соответствовать ГОСТ 28108, при этом размеры f и
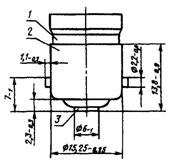
е являются справочными. Проходной калибр для проверки размеров цоколей типов В9 и В15
Черт. 2 Таблица 2 Размеры, мм ─────────────────────────┬────────────┬────────────┬────────────── Обозначение размеров │ В9 │ В15 │ Пред. откл. ├────────────┴────────────┤ │ номин. │ ─────────────────────────┼────────────┬────────────┼────────────── D │ 9,25 │ 15,25 │ +0,01 D │ 12,80 │ 20,50 │ -1,00 1 │ │ │ h │ 4,80 │ 6,00 │ -0,01 h │ 5,80 │ 7,00 │ -0,01 1 │ │ │ h │ 6,50 │ 7,98 │ +0,02 2 │ │ │ Н │ 4,50 │ 7,00 │ -0,01 l │ 2,10 │ 2,50 │ -0,04 s │ 2,50 │ 3,05 │ -0,05 Непроходной калибр для проверки размеров цоколей типов В9 и В15
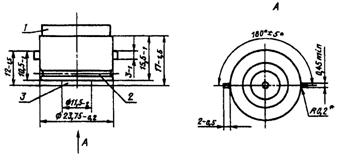
Черт. 2а Таблица 2а Размеры, мм ─────────────────────────┬────────────┬────────────┬────────────── Обозначение размеров │ В9 │ В15 │ Пред. откл. ├────────────┴────────────┤ │ номин. │ ─────────────────────────┼────────────┬────────────┼────────────── D │ 9,1 │ 15,0 │ -0,01 D <*> │ 25,4 │ 37,0 │ - 1 │ │ │ l │ 2,5 │ 3,5 │ +/- 0,50 l │ 3,5 │ 3,5 │ +/- 0,50 1 │ │ │ s │ 6,0 │ 7,0 │ +/- 0,10 -------------------------------- <*> Размер для справок. Проходной калибр для проверки размеров цоколей типов Р20d/21 и Р24s/17
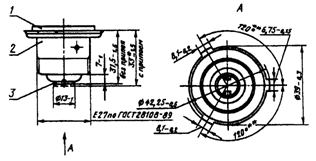
Черт. 3 Примечание. Допускается иное расположение
ступени плоскости II (III). Таблица 3 Размеры, мм ────────────────┬────────────────────────┬──────────────────────── Обозначение │ Р20d/21 │ Р24s/17 размеров ├───────────┬────────────┼──────────┬───────────── │ номин. │пред. откл. │ номин. │пред. откл. ────────────────┼───────────┼────────────┼──────────┼───────────── D │ 20,1 │ +0,01 │ 23,73 │ +0,02 h │ 15,5 │ -0,01 │ 10,50 │ -0,12 h │ 16,5 │ -0,01 │ 13,50 │ -0,12 1 │ │ │ │ h │ 17,0 │ +0,02 │ - │ - 2 │ │ │ │ b │ 3,3 │ +0,02 │ 0,70 │ -0,01 b │ 4,5 │ +0,02 │ 2,40 │ +0,05 1 │ │ │ │ b │ 3,0 │ +/- 0,10 │ 2,50 │ +0,10 2 │ │ │ │ Н │ 5,0 │ -0,01 │ 3,00 │ -0,01 s │ 1,5 │ +0,10 │ 4,00 │ +0,10 Калибр для проверки наружного диаметра диска цоколей типов Р30s/10,3 и Р30d/10,3
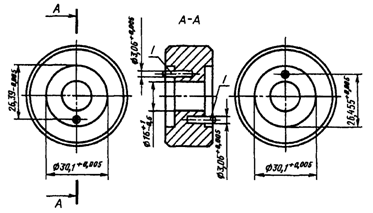
Черт. 4 Калибр для проверки диаметра отверстия цоколей типов Р30s/10,3 и Р30d/10,3
Черт. 5 Калибр для проверки положения основного отверстия относительно наружного диаметра в диске цоколей типов Р30s/10,3 и Р30d/10,3
Черт. 6 Калибр для проверки размеров цоколей типов
Р40s/41
Черт. 7 Допустимая несоосность проходных пазов -
не более +/- 30'. Калибр для проверки размеров и расположения выступов цоколя типа Р26s/31
Черт. 8 Проходной калибр для проверки диаметра отверстий в штырьке цоколей типов G5 и G13
Черт. 9 Контрольные калибры для проверки круглой резьбы типов Е10, Е14, Е27, Е40
Черт. 10 Таблица 4
Размеры, мм ─────┬─────────────┬─────────────┬─────────────┬─────────────────────────────── Обо- │
КПР-ПР │ КПР-НЕ
│ К-И │ КПР-ПР, КПР-НЕ, К-И зна- ├─────────────┴─────────────┴─────────────┼─────┬────────────────┬────┬─── чение│ d │ d , │ Р
│r, │ а резь-├──────┬──────┬──────┬──────┬──────┬──────┤ 1 ├──────┬─────────┤не │ бы │номин.│пред.
│номин.│пред. │номин.│пред. │ не │номин.│ пред. │бо-
│ │ │откл. │ │откл. │ │ откл.│более│ │
откл. │лее │ ─────┼──────┼──────┼──────┼──────┼──────┼──────┼─────┼──────┼─────────┼────┼─── Е10 │
9,532│-0,006│ 9,563│-0,006│ 9,573│-0,006│
8,49│1,814 │+/- 0,01 │0,45│1,0 Е14 │13,892│-0,006│13,923│-0,006│13,933│-0,006│12,26│2,822
│+/- 0,01 │0,75│1,4 Е27 │26,453│-0,008│26,484│-0,008│26,504│-0,008│24,20│3,629
│+/- 0,015│0,90│1,9 Е40 │39,504│-0,010│39,535│-0,010│39,555│-0,010│35,83│6,350
│+/- 0,015│1,70│3,2 Приложение 2. (Измененная редакция, Изм.
N 1, 2, 3, 5). |