| Утвержден и введен в действие Госстандартом СССР 29 февраля 1956 года ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР ТРУБЫ БУРИЛЬНЫЕ ГЕОЛОГОРАЗВЕДОЧНЫЕ И МУФТЫ К НИМ ТЕХНИЧЕСКИЕ УСЛОВИЯ Drill
prospecting pipes and sockets for them. Specifications ГОСТ 7909-56* Группа В62 ОКП 13 1900 Срок введения в действие 1 января 1957 года Настоящий стандарт распространяется на
стальные бесшовные бурильные трубы с высаженными внутрь концами и муфты к ним,
применяемые при геологоразведочном колонковом бурении. Абзац. Исключен. - Изменение N 3, утв.
Постановлением Госстандарта СССР от 16.06.1989 N 1676. I. СОРТАМЕНТ 1. Размеры труб должны соответствовать
черт. 1 и табл. 1.
Черт. 1 Таблица 1 ─────────────┬────────┬────────────────────────────┬──────┬────────────┬─────────────── Наружный │Толщина │ Высадка │Длина │Длина трубы │ Теоретическая диаметр трубы│стенки S│ │резьбы│ L
│ масса при D │ │ │ G │ │плотности 7,85 │ ├──────┬───────┬──────┬──────┤ ├──────┬─────┼───────┬─────── │ │Внут-
│Внут- │Длина │Длина │ │Номин.│Пред.│ 1 м │Увели- │ │ренний│ренний │до пе-│пере- │
│ │откл.│
длины │чение │ │диа- │диаметр│реход-│ходной│ │ │ │гладкой│массы │ │метр
у│у конца│ной │части │ │ │ │ части │одной │ │торца │высадки│части
│l │ │ │ │ трубы │трубы │ │d │d │не │ 2
│ │ │ │ │за счет │ │ 1 │ 1 │менее │ │ │ │ │ │высадки │ │ │ │l │ │ │ │ │ │обоих │ │ │ │ 1 │
│ │ │ │ │концов ─────────────┴────────┴──────┴───────┴──────┴──────┴──────┴──────┴─────┼───────┴─────── мм │ кг ─────────────┬────────┬──────┬───────┬──────┬──────┬──────┬──────┬─────┼───────┬─────── │
+0,6 │25 │22 │100 │20
│50 │1500 │+100 │4,56 │0,65 42 +/- 0,45 │5,0 │ │ │ │ │ │3000 │-50
│ │ │ -0,5 │ │ │ │ │ │4500 │
│ │ │
│ │ │ │ │ │ │ │ │ │ +0,66│32 │28 │110 │25
│55 │1500 │
│6,04 │0,96 50 +/- 0,45 │5,5 │ │ │ │ │ │3000 │
│ │ │ -0,55│ │ │ │ │ │4500 │
│ │ │ │ │ │ │ │ │ │ │ │ │ +0,72│45 │40 │120 │30
│60 │3000 │
│8,51 │1,57 63,5 +/- 0,65│6,0 │ │
│ │ │ │4500 │
│ │ │ -0,6 │ │ │ │ │ │6000 │
│ │ Примечания. 1. На концах труб на длине не
более 300 мм от торца трубы допускаются предельные отклонения по наружному
диаметру плюс 1,45 и минус 0,95 мм от номинального. 2. Предельные отклонения для внутреннего
диаметра высаженной части труб: +1 мм, -2 мм, причем у торца трубы минусовой
допуск ограничивается размером (Измененная
редакция, Изм. N 2). 3. На наружной поверхности высаженной
части трубы на длине не более 300 мм от торца
допускается остаточный облой. (примечание 3 введено Изменением N 3, утв. Постановлением Госстандарта
СССР от 16.06.1989 N 1676) Примеры условных обозначений труб с
наружным диаметром 50 мм из стали марки 36Г2С: а) нормализованной
с правой нарезкой: Труба 50-36Г2С ГОСТ 7909-56 б) нормализованной
с левой нарезкой: Труба 50-Л-36Г2С ГОСТ 7909-56 в) закаленной с
правой нарезкой: Труба К-50-36Г2С ГОСТ 7909-56 г) закаленной с
левой нарезкой: Труба К-50-Л-36Г2С ГОСТ 7909-56 2. Размеры муфт должны соответствовать
черт. 2 и табл. 2.
Черт. 2 Примечание. Допускается изготовление
внутренней резьбы с плоскосрезанными вершинами: для муфт для муфт для муфт Таблица 2 ───────┬────────┬─────────┬────────────┬────────────┬──────┬────────────┬───── Наруж- │Наружный│Внутрен-
│ Диаметр │
Глубина │Ширина│ Длина L
│Масса ный │диаметр
│ний диа- │ выточки d │ выточки l │торце-│ │муф- диаметр│ муфты
│метр │ 0 │ 0 │вой │ │ты, трубы │ D │резьбы
в ├──────┬─────┼──────┬─────┤плос- ├──────┬─────┤~=
кг │ м │плоскости│Номин.│Пред.│Номин.│Пред.│кости │Номин.│Пред.│ │ │торца │
│откл.│ │откл.│В │ │откл.│ │ │муфты, d │ │ │ │ │ │ │ │ │ │ т│ │ │ │ │ │ │ │ ───────┼────────┼─────────┼──────┼─────┼──────┼─────┼──────┼──────┼─────┼───── │ +0,9 │39,667 │44
│+0,5 │3 │+2 │4
│130 │+/- 3│1,4 42 │57 │ │ │ │ │ │ │ │ │ │ -0,6 │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ +1,0 │47,667 │52
│+0,5 │3 │+2
│4 │140 │+/- 3│1,7 50 │65 │ │ │ │ │ │ │ │ │ │ -0,7 │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │
+1,2 │60,421 │65
│+0,5 │5 │+2 │6
│150 │+/- 3│2,9 63,5 │83 │ │ │ │ │ │ │ │ │ │ -0,8 │ │ │ │ │ │ │ │ │ Примеры условного обозначения: а) муфты из стали марки 36Г2С с правой
нарезкой для трубы с наружным диаметром 50 мм: Муфта 50-36Г2С ГОСТ 7909-56 б) муфты из стали группы прочности Д с левой нарезкой для трубы с наружным диаметром 63,5 мм: Муфта 63,5-Л-Д ГОСТ 7909-56 (Измененная
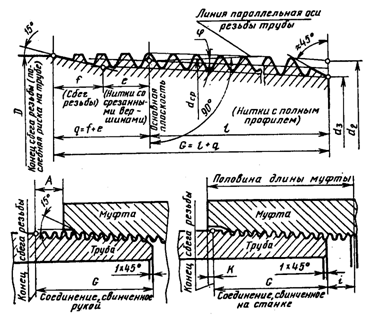
редакция, Изм. N 1, 2). II. РЕЗЬБА 3. Профиль и размеры резьбы (как правой,
так и левой) труб и муфт должны соответствовать черт. 3 и табл. 3.
Черт. 3 Примечание. Допускается изготовление
внутренней резьбы с плоскосрезанными вершинами: для муфт 42 и 50 - высота среза для муфт 63,5 - высота среза Высота среза вершины считается от
теоретического остроугольного профиля резьбы. Таблица 3 Размеры профиля резьбы ────────────────────────────────┬───────────────────────────────── Размеры │ Число ниток на 25 мм ├────────────────┬──────────────── │ 10 │ 8 ────────────────────────────────┼────────────────┼──────────────── Шаг Р │2,540 мм │3,175 мм Глубина t │1,412 " │1,810 " 1 │ │ Рабочая высота профиля t │1,336 " │1,734 " 2 │ │ Радиусы закругления: r │0,432 " │0,508 " r │0,356 " │0,432 " 1 │ │ Зазор z │0,076 " │0,076 " Угол уклона фи │ 1°47'25" Конусность 2tg фи │ 1:16 Примечания. 1. Шаг резьбы Р измеряют параллельно оси резьбы. 2. Биссектриса угла профиля резьбы должна
быть перпендикулярна к ее оси. 3. Величины (Измененная
редакция, Изм. N 1, 2). 4. Размеры резьбовых соединений должны
соответствовать черт. 4 и в табл. 4.
Черт. 4 (в ред. Изменения N 3, утв. Постановлением Госстандарта СССР от
16.06.1989 N 1676) Таблица 4
мм ───────┬─────┬───────┬──────────────┬─────────────────────────────────────┬─────────┬──────── Наруж- │Число│Средний│Диаметр
резьбы│ Длина
резьбы │Расстоя- │Переход ный │ниток│диаметр│у
торца трубы │ │ние
от │торца диаметр│на 1"│резьбы ├──────┬───────┼───────┬──────┬────────┬───────┬─────┤торца │муфты за трубы D│
n │в ос- │наруж-│внут- │ общая │до ос-│от ос- │со сре-│сбег │муфты до │конец │ │новной │ный d │ренний │ (до │новной│новной │занными│резь-│конца │сбега │ │плос- │
2│d │ конца │плос- │плос- │верши-
│бы f │сбега │резьбы │ │кости │
│ 3 │ сбега │кости
│кости │нами
и │ │резьбы │при │ │d │ │ │резьбы)│(нитка│до
конца│полными│ │трубы при│свинчи- │ │ ср │
│ │ G │с
пол-│сбега
│впади- │ │свинчива-│вании
на │ │ │ │ │ │ным │резьбы │нами е │ │нии от │станке К │ │ │ │ │ │профи-│g │ │ │руки │ │ │ │ │ │ │лем) l│ │ │ │(натяг) А│ ───────┼─────┼───────┼──────┼───────┼───────┼──────┼────────┼───────┼─────┼─────────┼──────── 42 │10 │40,664 │39,621│36,797 │50 │38,07 │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ }│11,93 │6,85
│5,08 │6,5 │1,5
+/- │ │ │ │ │ │ │ │ │ │ │ 1,9 50 │10 │48,664 │47,308│44,484 │55 │43,07 │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ 63,5 │8 │61,786 │60,700│57,080 │60 │45,07 │14,93 │8,58
│6,35 │9 │1,5
+/- │ │ │ │ │ │ │ │ │ │ │ 2,4 Примечания. 1. Концом сбега резьбы
(последней риской резьбы на трубе) считается конец непрерывно исчезающей нитки
резьбы. 2. Размеры (Измененная
редакция, Изм. N 2). 5. Предельные отклонения от номинальных
размеров резьбы устанавливаются следующие (табл. 4а): Таблица 4а ────────────────────────────────────┬──────────────┬────────────── По шагу │ По половине │По длине резь- ─────────────────────┬──────────────┤ угла профиля │бы на трубе на любом участке │на всей длине │ │ резьбы длиной 25,4 мм│ резьбы │ │ (в ред. Изменения N 3, утв. Постановлением Госстандарта СССР от 16.06.1989 N 1676) ─────────────────────┼──────────────┼──────────────┼────────────── +/- 0,05 мм │+/- 0,10 мм │+/- 1° │+/- 1 нитка Для муфт диаметром 42 мм отклонения по
шагу на длине 25,4 мм допускаются +/- 0,06 мм, а на всей длине - +/- 0,12 мм. (в ред. Изменения N 3, утв. Постановлением Госстандарта СССР от
16.06.1989 N 1676) Для расстояния между нитками более 25,4
мм допускается увеличение отклонений пропорционально увеличению расстояния, но
не свыше 0,10 мм, а для муфт диаметром 42 мм - не свыше 0,12 мм. (в ред. Изменения N 3, утв. Постановлением Госстандарта СССР от
16.06.1989 N 1676) Предельные отклонения половины угла
профиля относятся к углу между стороной профиля и перпендикуляром оси резьбы
трубы или муфты. (Измененная
редакция, Изм. N 2). III. ТЕХНИЧЕСКИЕ
ТРЕБОВАНИЯ 6. Трубы и муфты изготовляют в
соответствии с требованиями настоящего стандарта по технологическому регламенту,
утвержденному в установленном порядке. Трубы изготовляют из стали группы
прочности К (сталь марки 36Г2С) или по требованию
потребителя из сталей, обеспечивающих механические свойства, соответствующие
группе прочности К. (п. 6 в ред. Изменения N 3, утв. Постановлением Госстандарта СССР от
16.06.1989 N 1676) Таблица 4б Химический состав стали марки 36Г2С в процентах ─────┬───────────┬─────────┬─────────┬──────┬───────┬──────┬────── Марки│ Углерод │Марганец │ Кремний │ Хром │Никель │ Сера │Фосфор стали│ │ │ ├──────┴───────┴──────┴────── │ │ │ │ не более ─────┼───────────┼─────────┼─────────┼──────┬───────┬──────┬────── 36Г2С│0,32 - 0,40│1,5 - 1,8│0,4 - 0,7│0,3 │0,4 │0,045 │0,040 Марка стали. Исключена. -
Изменение N 3, утв. Постановлением Госстандарта СССР от 16.06.1989 N 1676) (Измененная
редакция, Изм. N 2). Примечание. Предельные отклонения по
химическому составу сталей должны соответствовать ГОСТ 4543-71. (примечание введено Изменением N 3, утв. Постановлением Госстандарта
СССР от 16.06.1989 N 1676) 7. Муфты изготовляют из стали группы
прочности К (сталь марки 36Г2С) или по требованию
потребителя из сталей других марок, обеспечивающих механические свойства,
соответствующие более высоким группам прочности. (п. 7 в ред. Изменения N 3, утв.
Постановлением Госстандарта СССР от
16.06.1989 N 1676) 8. Трубы изготовляют нормализованными. (Измененная
редакция, Изм. N 2). (п. 8 в ред. Изменения N 3, утв. Постановлением Госстандарта СССР от 16.06.1989 N 1676) 9. Механические свойства муфт и
нормализованных труб должны соответствовать табл. 5. Таблица 5 ───────────────────────────────────────────┬────────────────────── Наименование параметра │ Группа прочности │ (марка стали) ├────────────────────── │ К (36Г2С) ───────────────────────────────────────────┼────────────────────── Временное сопротивление разрыву │686 (70) сигма , МПа (кгс/мм2), не менее │ в │ Предел текучести сигма , МПа (кгс/мм2), │490 (50) т │ не менее │ Относительное удлинение дельта , %, │12 5 │ не менее │ (таблица
5 в ред. Изменения N 3, утв. Постановлением Госстандарта СССР от 16.06.1989 N 1676) Абзац исключен. - Изменение N 3, утв.
Постановлением Госстандарта СССР от 16.06.1989 N 1676. (Измененная
редакция, Изм. N 2). Пункт 9а. Исключен. - Изменение N 3, утв.
Постановлением Госстандарта СССР от 16.06.1989 N 1676. 10. На поверхности труб не допускаются рванины, трещины, плены и закаты. Допускаются дефекты, не
выводящие толщину стенки за минимальные размеры и слой окалины, не
препятствующий осмотру. (п. 10 в ред. Изменения N 3, утв. Постановлением Госстандарта СССР от 16.06.1989 N 1676) Пункт 11. Исключен. - Изменение N 3, утв.
Постановлением Госстандарта СССР от 16.06.1989 N 1676. Пункт 12. Исключен. - Изменение N 3, утв.
Постановлением Госстандарта СССР от 16.06.1989 N 1676. 13. Непрямолинейность труб на любом
участке не должна превышать 1 мм на 1 м длины. 10 - 13. (Измененная
редакция, Изм. N 2). 14. Резьба на трубах и муфтах должна быть
гладкой, без забоин, выкрошенных ниток, заусенцев, рванин
и других дефектов, нарушающих ее непрерывность, прочность, а также плотность
соединения. Глубина канавки для выхода
резьбонарезного инструмента на середине муфты не должна превышать глубину
резьбы При отсутствии канавки допускается
перерез встречных ниток в середине муфты. 15. Резьба муфт должна быть оцинкована
или фосфатирована. 16. Шероховатость поверхности резьбы
должна быть не ниже (в ред. Изменения N 3, утв. Постановлением Госстандарта СССР от 16.06.1989 N 1676) 15, 16. (Измененная
редакция, Изм. N 1). 17. Отклонение конусности по среднему и
наружному диаметру резьбы трубы, а также среднему и внутреннему диаметру резьбы
муфты не должно превышать 0,12 мм, на длине l. 18. Отклонение соосности резьб обоих
концов муфт не должно превышать 0,5 мм в плоскости любого торца и 1,5 мм на
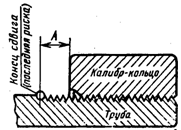
длине 1 м. 19. Предельные отклонения по натягу А (табл. 4) не должны выходить за пределы табл. 6. Таблица 6 мм ─────────────┬──────────────────┬───────────────────────────────── Наружный │ При свинчивании │ При свинчивании с резьбовым диаметр │ трубы с муфтой │ рабочим калибром трубы │ (черт. 4) ├─────────────────┬─────────────── │ │ кольца с трубой │пробки с муфтой │ │ (черт. 5) │ (черт. 6) ─────────────┼──────────────────┼─────────────────┼─────────────── 42 │+/- 1,9 │+2,9 │+/- 1,9 } │ │ │ 50 │ │-0,9 │ 63,5 │+/- 2,4 │+3,4 │+/- 2,4 │ │-1,4 │
Черт. 5
Черт. 6 (Измененная
редакция, Изм. N 2). Для получения натяга А
при свинчивании труб с муфтами допускается подбор муфт и концов труб. IV. ПРАВИЛА ПРИЕМКИ 20. Трубы и муфты предъявляют к приемке
партиями. Партия должна состоять из труб и муфт одного размера, одной марки
стали или одной плавки и сопровождаться одним документом о качестве по ГОСТ
10692-80 со следующими дополнениями: химический состав - по документу о
качестве на трубную заготовку. Количество труб с муфтами в партии должно
быть не более 600 шт. (в ред. Изменения N 3, утв. Постановлением Госстандарта СССР от 16.06.1989 N 1676) 21. При возникновении разногласий в
оценке химического состава для проверки отбирают одну трубу от партии. 22. Контролю поверхности и размеров
подвергают каждую трубу и муфту. 23. Для проверки качества труб и муфт от
партии отбирают: 5% труб и муфт - для контроля конусности
по наружному диаметру, наружной резьбы и внутреннему диаметру внутренней
резьбы; по 5 труб и 5 муфт - для контроля
конусности по среднему диаметру резьбы; 5% муфт - для проверки соосности; одну трубу - для контроля механических
свойств. (п. 23 в ред. Изменения N 3, утв. Постановлением Госстандарта СССР от 16.06.1989 N 1676) 24. При получении неудовлетворительных
результатов испытания хотя бы по одному из показателей по нему проводят
повторные испытания на удвоенной выборке, отобранной от той же партии. Результаты повторных испытаний
распространяются на всю партию. (Измененная
редакция, Изм. N 2). IVA. МЕТОДЫ
ИСПЫТАНИЙ 25. Для контроля качества от отобранной
для испытания на растяжение трубы отрезают один образец. 26. Испытание на растяжение проводят на
коротком пропорциональном образце по ГОСТ 10006-80. Образцы вырезают из высаженной части трубы
холодным способом и не должны подвергаться никакой дополнительной обработке в
виде ковки, прессовки, выпрямления и пр. Допускается выпрямление зажимных концов
образца. Допускается проводить контроль
механических свойств неразрушающими методами. При возникновении разногласий контроль
проводят по ГОСТ 10006-80. 27. Осмотр труб и муфт проводят
визуально. Проверку глубины допускаемых дефектов проводят надпиловкой или иным
способом в одном-трех местах трубы или муфты. 28. Длину труб измеряют рулеткой по ГОСТ
7502-80. 29. Конусность по наружному диаметру
наружной резьбы и внутреннему диаметру внутренней резьбы проверяют
соответственно гладкими калибрами-кольцами и калибрами-пробками по ГОСТ 8993-75
с применением щупов по нормативно-технической документации или специальными
приборами. Конусность по среднему диаметру внутренней и наружной резьбы
проверяют соответственно приборами ИВК и ИНК. (п. 29 в ред. Изменения N 3, утв.
Постановлением Госстандарта СССР от
16.06.1989 N 1676) 30. Соосность резьб обоих концов муфт
проверяют следующим способом. Проверяемую муфту свинчивают с тщательно
нарезанной оправкой, точно центрированной в патроне токарного станка или в
специальном приспособлении. Другой конец проверяемой муфты свинчивают
со второй оправкой, имеющей точно шлифованную цилиндрическую часть длиной 100 -
250 мм и соосную с ней нарезанную часть. Вращая муфту, определяют по индикатору
с ценой деления 0,01 мм биение второй оправки у торца муфты и у свободного
конца. 30.1. Кривизну труб проверяют поверочной
линейкой по ГОСТ 8026-75. Кривизна трубы длиной не менее 1 м определяется
делением стрелы прогиба на поверяемую длину. (в ред. Изменения N 3, утв.
Постановлением Госстандарта СССР от
16.06.1989 N 1676) 30.2. Химический состав
стали определяют по ГОСТ 22536.0-87, ГОСТ 22536.1-88, ГОСТ 22536.2-87, ГОСТ
22536.3-88, ГОСТ 22536.4-88, ГОСТ 22536.5-87, 22536.6-88, ГОСТ 12344-88, ГОСТ
12345-88, ГОСТ 12346-78, ГОСТ 12347-77, ГОСТ 12348-78, ГОСТ 12349-83, ГОСТ
12350-78, ГОСТ 12351-81, ГОСТ 12352-81, ГОСТ 12353-78, ГОСТ 12354-81, ГОСТ
12355-78, ГОСТ 12356-81, ГОСТ 12357-84, ГОСТ 20560-81 или другими методами, не
уступающими по точности стандартным. Пробы для
химического анализа - по ГОСТ 7565-81. (в ред. Изменения N 3, утв. Постановлением Госстандарта СССР от 16.06.1989 N 1676) Пункт 30.3. Исключен. - Изменение N 3,
утв. Постановлением Госстандарта СССР от 16.06.1989 N 1676. Разд. IVa. (Введен
дополнительно, Изм. N 2). V. МАРКИРОВКА,
УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ 31. Маркировку, упаковку,
транспортирование и хранение проводят по ГОСТ 10692-80 с дополнением. Трубы комплектуют с муфтами, навинченными
на один конец. По требованию потребителя муфты
комплектуют отдельно. (п. 31 в ред. Изменения N 3, утв. Постановлением Госстандарта СССР от 16.06.1989 N 1676) 32. Маркировка наносится клеймением на
трех трубах из каждого пакета на расстоянии не более 200 мм от одного из концов
и содержит товарный знак завода-изготовителя, месяц и год изготовления. Маркировку обводят краской. Для обозначения марки стали на трубах (и
муфтах - при поставке их отдельно) рядом с клеймом наносят пояски краской
цвета, установленного стандартом на сталь. Трубы с левой резьбой должны иметь
светлый поясок шириной 30 - 40 мм на расстоянии не более 1000 мм от торца трубы. Муфты с левой резьбой должны иметь
светлый поясок посередине, если они поставляются отдельно. (п. 32 в ред. Изменения N 3, утв. Постановлением Госстандарта СССР от 16.06.1989 N 1676) 33. Резьба труб и муфт должна быть
предохранена от коррозии антикоррозионной смазкой по нормативно-технической
документации. Наружная резьба труб должна быть предохранена от механических
повреждений предохранительными кольцами или колпачками. Разд. V. (Измененная
редакция, Изм. N 2). |