| Утвержден и введен в действие Приказом Ростехрегулирования от 22 ноября 2007 г. N 330-ст НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ БОРФРЕЗЫ ТВЕРДОСПЛАВНЫЕ ТЕХНИЧЕСКИЕ УСЛОВИЯ Hardmetal burrs.
Specifications ГОСТ Р
52780-2007 (ИСО 7755-1:1984 - ИСО 7755-12:1984) Группа Г23 ОКС 25.100.20; ОКП 39 2970 Дата введения 1 января 2009 года Предисловие Цели и принципы стандартизации в
Российской Федерации установлены Федеральным законом от 27 декабря 2002 г. N
184-ФЗ "О техническом регулировании", а правила применения
национальных стандартов Российской Федерации - ГОСТ Р
1.0-2004 "Стандартизация в Российской Федерации. Основные положения". Сведения о стандарте 1. Разработан Открытым акционерным
обществом "ВНИИИНСТРУМЕНТ" (ОАО "ВНИИИНСТРУМЕНТ") на основе
русской версии стандартов ИСО 7755-1:1984 - ИСО 7755-12:1984. 2. Внесен Техническим комитетом по стандартизации
ТК 95 "Инструмент". 3. Утвержден и введен в действие Приказом
Федерального агентства по техническому регулированию и метрологии от 22 ноября
2007 г. N 330-ст. 4. Настоящий стандарт
включает в себя модифицированные основные нормативные положения следующих
международных стандартов: ИСО 7755-1:1984 "Борфрезы
твердосплавные. Часть 1. Общие технические требования"
(ISO 7755-1:1984 "Hardmetal burrs
- Part 1: General specifications",
MOD); ИСО 7755-2:1984 "Борфрезы
твердосплавные. Часть 2. Борфрезы цилиндрические (форма A)" (ISO 7755-2:1984 "Hardmetal burrs - Part 2: Cylindrical burrs (style A)", MOD); ИСО 7755-3:1984 "Борфрезы
твердосплавные. Часть 3. Борфрезы сфероцилиндрические (форма C)" (ISO 7755-3:1984 "Hardmetal burrs - Part 3: Cylindrical round (ball) nose
burrs (style C)",
MOD); ИСО 7755-4:1984 "Борфрезы
твердосплавные. Часть 4. Борфрезы сферические (форма D)" (ISO 7755-4:1984 "Hardmetal burrs - Part 4: Spherical burrs (style D)", MOD); ИСО 7755-5:1984 "Борфрезы
твердосплавные. Часть 5. Борфрезы овальные (форма E)" (ISO 7755-5:1984 "Hardmetal burrs - Part 5: Oval burrs (style E)", MOD); ИСО 7755-6:1984 "Борфрезы
твердосплавные. Часть 6. Борфрезы с аркообразным закругленным концом (форма F)" (ISO
7755-6:1984 "Hardmetal burrs
- Part 6: Arch round (ball) nose
burrs (style F)",
MOD); ИСО 7755-7:1984 "Борфрезы
твердосплавные. Часть 7. Борфрезы с аркообразным заостренным концом (форма G)" (ISO 7755-7:1984
"Hardmetal burrs - Part 7: Arch pointed nose burrs
(style G)", MOD); ИСО 7755-8:1984 "Борфрезы
твердосплавные. Часть 8. Борфрезы пламевидные (форма H)" (ISO 7755-8:1984 "Hardmetal burrs - Part 8: Flame burrs (style H)", MOD); ИСО 7755-9:1984 "Борфрезы
твердосплавные. Часть 9. Борфрезы конические с углом
60° и 90° (формы J и K)" (ISO 7755-9:1984 "Hardmetal
burrs - Part 9: 60° and 90° cone burrs
(style J and K)",
MOD); ИСО 7755-10:1984 "Борфрезы твердосплавные. Часть 10. Борфрезы конические с закругленным
концом (форма L)" (ISO 7755-10:1984 "Hardmetal
burrs - Part 10: Conical round (ball) nose burrs
(style L)", MOD); ИСО 7755-11:1984 "Борфрезы твердосплавные. Часть 11. Борфрезы конические с заостренным
концом (форма M)" (ISO 7755-11:1984 "Hardmetal
burrs - Part 11: Conical pointed nose burrs (style
M)", MOD); ИСО 7755-12:1984 "Борфрезы твердосплавные. Часть 12. Борфрезы в форме перевернутого
конуса (форма N)" (ISO 7755-12:1984 "Hardmetal
burrs - Part 12: Inverted cone burrs
(style N)", MOD). При этом дополнительные положения,
учитывающие потребности национальной экономики и особенности национальной
стандартизации, приведены в разделах 1, 2, 6, в пунктах 3.3.4, 3.4.1 - 3.4.15;
4.1 - 4.3; 5.1 - 5.6, которые выделены курсивом. Наименование настоящего стандарта
изменено относительно наименования указанного международного стандарта для
приведения в соответствие с ГОСТ Р 1.5-2004 (пункт
3.5). 5. Введен впервые. 1. Область
применения Настоящий стандарт распространяется на
твердосплавные борфрезы цельные и с припаянными
хвостовиками, &предназначенные для обработки труднообрабатываемых
материалов, в том числе для обработки сложных криволинейных поверхностей,
зачистки швов сварных соединений и других работ&. 2. Нормативные
ссылки В настоящем стандарте использованы
нормативные ссылки на следующие стандарты: &ГОСТ 8.051-81. Государственная
система обеспечения единства измерений. Погрешности, допускаемые при измерении
линейных размеров до 500 мм ГОСТ 2789-73. Шероховатость поверхности.
Параметры и характеристики ГОСТ 3882-74 (ИСО 513-75). Сплавы твердые
спеченные. Марки ГОСТ 4543-71. Прокат из легированной
конструкционной стали. Технические условия ГОСТ 5632-72. Стали высоколегированные и
сплавы коррозионно-стойкие, жаростойкие и жаропрочные.
Марки ГОСТ 9378-93 (ИСО 2632-1-85, ИСО
2632-2-85). Образцы шероховатости поверхности (сравнения). Общие технические
условия ГОСТ 18088-83. Инструмент металлорежущий,
алмазный, дереворежущий, слесарно-монтажный и вспомогательный. Упаковка,
маркировка, транспортирование и хранение ГОСТ 23726-79. Инструмент металлорежущий
и дереворежущий. Приемка ГОСТ 25706-83. Лупы. Типы, основные
параметры. Общие технические требования. Примечание. При
пользовании настоящим стандартом целесообразно проверить действие ссылочных
стандартов в информационной системе общего пользования - на официальном сайте
Федерального агентства по техническому регулированию и метрологии в сети
Интернет или по ежегодно издаваемому информационному указателю
"Национальные стандарты", который опубликован по состоянию на 1
января текущего года, и по соответствующим ежемесячно издаваемым информационным
указателям, опубликованным в текущем году. Если ссылочный стандарт
заменен (изменен), то при пользовании настоящим стандартом следует
руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт
отменен без замены, то положение, в котором дана ссылка на него, применяется в
части, не затрагивающей эту ссылку&. 3. Технические
требования 3.1. Типы Борфрезы следует изготовлять следующих типов: A - цилиндрические; C - сфероцилиндрические; D - сферические; E - овальные; F - сфероконические; G - сфероконические
с заостренным концом; H - пламевидные; J - конические с
конусностью 60°; K - конические с
конусностью 90°; L - конические с
закругленным концом; M - конические с
заостренным концом; N - конические в
форме обратного конуса. 3.2. Обозначение Обозначение борфрезы
включает в себя шесть символов (шестой символ является факультативным): 1 - тип борфрезы
по 3.1; 2 - диаметр борфрезы
по 3.2.1; 3 - длина режущей части по 3.2.2; 4 - тип зуба по 3.2.3; 5 - диаметр хвостовика по 3.2.1; 6 - длина хвостовика по 3.2.2. 3.2.1. Цифровые символы диаметров борфрезы и хвостовика борфрезы
обозначают величину этих диаметров. Если диаметры борфрезы
и хвостовика борфрезы обозначены одной цифрой, то в
символе перед ней ставят 0 (ноль). Примеры: 1. Диаметр фрезы 6 мм - символ 06; 2. Диаметр фрезы 12 мм - символ 12; 3. Диаметр хвостовика 3 мм - символ 03. 3.2.2. Цифровые символы длины режущей
части борфрезы и длины хвостовика обозначают без
учета числа после запятой. Если длина режущей части обозначена только одной
цифрой, в символе перед ней ставят 0 (ноль). Примеры: 1. Длина режущей части 5,2 мм - символ
05; 2. Длина режущей части 10 мм - символ 10. 3.2.3. Символ типа зуба: F - мелкий зуб; M - средний зуб; C - крупный зуб. 3.3. Основные размеры 3.3.1. Основные размеры борфрез должны соответствовать указанным
на рисунках 1 - 11 и в таблицах 1 - 11.
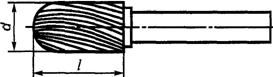
Рисунок 1. Борфрезы
типа A Таблица 1 В миллиметрах ┌──────────────────────────┬──────────────────────────┐ │ d │ l │ ├──────────────────────────┼──────────────────────────┤ │ 2 │ 10 │ ├──────────────────────────┼──────────────────────────┤ │ 3 │ 13 │ ├──────────────────────────┤ │ │ 4 │ │ ├──────────────────────────┼──────────────────────────┤ │ 6 │ 16 │ ├──────────────────────────┼──────────────────────────┤ │ 8 │ 20 │ ├──────────────────────────┤ │ │ 10 │ │ ├──────────────────────────┼──────────────────────────┤ │ 12 │ 25 │ ├──────────────────────────┤ │ │ 16 │ │ └──────────────────────────┴──────────────────────────┘
Рисунок 2. Борфрезы
типа C Таблица 2 В миллиметрах ┌──────────────────────────┬──────────────────────────┐ │ d │ l │ ├──────────────────────────┼──────────────────────────┤ │ 2 │ 10 │ ├──────────────────────────┼──────────────────────────┤ │ 3 │ 13 │ ├──────────────────────────┤ │ │ 4 │ │ ├──────────────────────────┼──────────────────────────┤ │ 6 │ 16 │ ├──────────────────────────┼──────────────────────────┤ │ 8 │ 20 │ ├──────────────────────────┤ │ │ 10 │ │ ├──────────────────────────┼──────────────────────────┤ │ 12 │ 25 │ ├──────────────────────────┤ │ │ 16 │ │ └──────────────────────────┴──────────────────────────┘
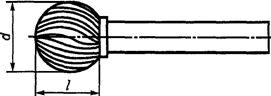
Рисунок 3. Борфрезы
типа D Таблица 3 В миллиметрах ┌──────────────────────────┬──────────────────────────┐ │ d │ l │ ├──────────────────────────┼──────────────────────────┤ │ 2 │ 1,8 │ ├──────────────────────────┼──────────────────────────┤ │ 3 │ 2,7 │ ├──────────────────────────┼──────────────────────────┤ │ 4 │ 3,6 │ ├──────────────────────────┼──────────────────────────┤ │ 6 │ 5,4 │ ├──────────────────────────┼──────────────────────────┤ │ 8 │ 7,2 │ ├──────────────────────────┼──────────────────────────┤ │ 10 │ 9,0 │ ├──────────────────────────┼──────────────────────────┤ │ 12 │ 10,8 │ ├──────────────────────────┼──────────────────────────┤ │ 16 │ 14,4 │ └──────────────────────────┴──────────────────────────┘
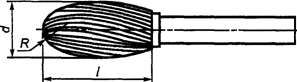
Рисунок 4. Борфрезы
типа E Таблица 4 В миллиметрах ┌────────────────┬─────────────────┬──────────────────┐ │ d │ l │ R │ ├────────────────┼─────────────────┼──────────────────┤ │ 3 │ 7 │ 1,2 │ ├────────────────┼─────────────────┼──────────────────┤ │ 6 │ 10 │ 2,5 │ ├────────────────┼─────────────────┼──────────────────┤ │ 8 │ 13 │ 3,7 │ ├────────────────┼─────────────────┼──────────────────┤ │ 10 │ 16 │ 4,0 │ ├────────────────┼─────────────────┼──────────────────┤ │ 12 │ 20 │ 5,0 │ ├────────────────┼─────────────────┼──────────────────┤ │ 16 │ 25 │ 6,5 │ └────────────────┴─────────────────┴──────────────────┘
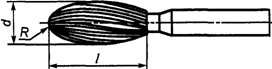
Рисунок 5. Борфрезы
типа F Таблица 5 В миллиметрах ┌────────────────┬─────────────────┬──────────────────┐ │ d │ l │ R │ ├────────────────┼─────────────────┼──────────────────┤ │ 3 │ 13 <*> │ 0,8 │ ├────────────────┼─────────────────┼──────────────────┤ │ 6 │ 18 <*> │ 1,5 │ ├────────────────┼─────────────────┼──────────────────┤ │ 10 │ 20 │ 2,5 │ ├────────────────┼─────────────────┼──────────────────┤ │ 12 │ 25 │ 3,0 │ ├────────────────┴─────────────────┴──────────────────┤ │ <*> Длина режущей части может включать длину│ │цилиндрической части. │ └─────────────────────────────────────────────────────┘
Рисунок 6. Борфрезы
типа G Таблица 6 В миллиметрах ┌──────────────────────────┬──────────────────────────┐ │ d │ l │ ├──────────────────────────┼──────────────────────────┤ │ 3 │ 13 <*> │ ├──────────────────────────┼──────────────────────────┤ │ 6 │ 18 <*> │ ├──────────────────────────┼──────────────────────────┤ │ 10 │ 20 │ ├──────────────────────────┼──────────────────────────┤ │ 12 │ 25 │ ├──────────────────────────┴──────────────────────────┤ │ <*> Длина режущей части может включать длину│ │цилиндрической части. │ └─────────────────────────────────────────────────────┘
Рисунок 7. Борфрезы
типа H Таблица 7 В миллиметрах ┌────────────────┬─────────────────┬──────────────────┐ │ d │ l │ R │ ├────────────────┼─────────────────┼──────────────────┤ │ 3 │ 7 │ 0,8 <*> │ ├────────────────┼─────────────────┼──────────────────┤ │ 6 │ 18 │ 1,0 <*> │ ├────────────────┼─────────────────┼──────────────────┤ │ 8 │ 20 │ 1,5 │ ├────────────────┼─────────────────┼──────────────────┤ │ 10 │ 25 │ 2,0 │ ├────────────────┼─────────────────┼──────────────────┤ │ 12 │ 32 │ 2,5 │ ├────────────────┼─────────────────┤ │ │ 16 │ 36 │ │ ├────────────────┴─────────────────┴──────────────────┤ │ <*> Допускается изготовление этих борфрез с│ │плоским или заостренным концом. │ └─────────────────────────────────────────────────────┘
Рисунок 8. Борфрезы
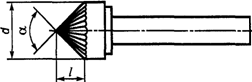
типа J и K Таблица 8 В миллиметрах ┌────────────────┬────────────────────────────────────┐ │ d │ l <*> при альфа │ │ ├─────────────────┬──────────────────┤ │ │ 60° │ 90° │ ├────────────────┼─────────────────┼──────────────────┤ │ 3 │ 2,6 │ 1,5 │ ├────────────────┼─────────────────┼──────────────────┤ │ 6 │ 5,2 │ 3,0 │ ├────────────────┼─────────────────┼──────────────────┤ │ 10 │ 8,7 │ 5,0 │ ├────────────────┼─────────────────┼──────────────────┤ │ 12 │ 10,4 │ 6,0 │ ├────────────────┼─────────────────┼──────────────────┤ │ 16 │ 13,8 │ 8,0 │ ├────────────────┴─────────────────┴──────────────────┤ │ <*> Расчетные значения. │ └─────────────────────────────────────────────────────┘
Рисунок 9. Борфрезы
типа L Таблица 9 В миллиметрах ┌────────────────┬─────────────────┬──────────────────┐ │ d │ l │ R │ ├────────────────┼─────────────────┼──────────────────┤ │ 6 │ 16 │ 1,2 │ ├────────────────┼─────────────────┼──────────────────┤ │ 8 │ 22 │ 1,4 │ ├────────────────┼─────────────────┼──────────────────┤ │ 10 │ 25 │ 2,2 │ ├────────────────┼─────────────────┼──────────────────┤ │ 12 │ 28 │ 3,0 │ ├────────────────┼─────────────────┼──────────────────┤ │ 16 │ 33 │ 4,5 │ └────────────────┴─────────────────┴──────────────────┘
Рисунок 10. Борфрезы
типа M Таблица 10 В миллиметрах ┌────────────────┬─────────────────┬──────────────────┐ │ d │ l │ альфа │ ├────────────────┼─────────────────┼──────────────────┤ │ 3 │ 11 │ 14° │ ├────────────────┼─────────────────┤ │ │ 6 │ 18 │ │ ├────────────────┼─────────────────┼──────────────────┤ │ 10 │ 20 │ 25° │ ├────────────────┼─────────────────┤ │ │ 12 │ 25 │ │ ├────────────────┤ ├──────────────────┤ │ 16 │ │ 30° │ └────────────────┴─────────────────┴──────────────────┘
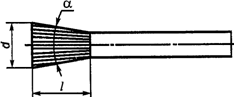
Рисунок 11. Борфрезы
типа N Таблица 11 В миллиметрах ┌─────────────┬───────────────────────────────────────┐ │ d │ l при альфа │ │ ├────────────┬─────────────┬────────────┤ │ │ 10° │ 20° │ 30° │ ├─────────────┼────────────┼─────────────┼────────────┤ │ 3 │ 7 │ - │ - │ ├─────────────┼────────────┼─────────────┼────────────┤ │ 6 │ 7 │ - │ - │ ├─────────────┼────────────┼─────────────┼────────────┤ │ 12 │ - │ 13 │ 13 │ ├─────────────┼────────────┼─────────────┼────────────┤ │ 16 │ - │ 16 │ 13 │ └─────────────┴────────────┴─────────────┴────────────┘ 3.3.2. Диаметр и длина хвостовиков борфрез указаны в таблице 12. Таблица 12 В миллиметрах ┌───────────────────────┬─────────────────────────────┐ │ Диаметр хвостовика │ Длина хвостовика │ ├───────────────────────┼─────────────────────────────┤ │ 3 │ От 20 до 35 включ. │ │ 6 │ " 25 " 50 " │ ├───────────────────────┴─────────────────────────────┤ │ Примечание. Диапазоны длин позволяют изготовлять│ │борфрезы с постоянной общей длиной и переменной│ │длиной хвостовика или с постоянной длиной хвостовика│ │и переменной общей длиной. │ └─────────────────────────────────────────────────────┘ 3.3.3. Диаметры рабочей части и
хвостовиков борфрез указаны в таблице 13. Таблица 13 В миллиметрах ┌──────────────────────────┬──────────────────────────┐ │ Диаметр рабочей части │ Диаметр хвостовика │ ├──────────────────────────┼──────────────────────────┤ │ 2 │ 3 │ ├──────────────────────────┼──────────────────────────┤ │ 3 │ 3 │ │ ├──────────────────────────┤ │ │ 6 │ ├──────────────────────────┼──────────────────────────┤ │ 4 │ 3 │ │ ├──────────────────────────┤ │ │ 6 │ ├──────────────────────────┼──────────────────────────┤ │ 6 │ 3 │ ├──────────────────────────┼──────────────────────────┤ │ 8 │ 6 │ ├──────────────────────────┤ │ │ 10 │ │ ├──────────────────────────┤ │ │ 12 │ │ ├──────────────────────────┤ │ │ 16 │ │ └──────────────────────────┴──────────────────────────┘ 3.3.4. Борфрезы
должны иметь правосторонние винтовые канавки и правостороннее резание, если нет
других указаний. Борфрезы типов J и K могут иметь
также прямые канавки. &Борфрезы
нормальной точности могут иметь левосторонние винтовые канавки. Точность борфрез
оговаривается при заказе. Пример условного обозначения борфрезы типа C диаметром режущей части 12 мм, длиной
режущей части 25 мм, со средним зубом, диаметром хвостовика 6 мм и длиной
хвостовика 30 мм: Борфреза C 12 25 М 06 30 ГОСТ Р 52780-2007. 3.4. Характеристики 3.4.1. Борфрезы
следует изготовлять из твердого сплава марки ВК8 по ГОСТ 3882. По заказу
потребителя допускается изготовление борфрез из
других марок твердого сплава, не уступающих по своим физико-механическим
свойствам марке ВК8. 3.4.2. Материал припаянного хвостовика борфрез - сталь марки 35ХГСА по ГОСТ 4543. Допускается
изготовление хвостовиков борфрез из сталей других
марок с механическими свойствами не ниже, чем у сталей 35ХГСА. 3.4.3. Твердость припаянного хвостовика
32 - 51 HRC. Длина незакаленной части хвостовика со стороны рабочей части
должна быть не более 15 мм. 3.4.4. Рабочая часть борфрезы
должна быть припаяна к хвостовику припоем, обеспечивающим необходимую прочность
соединения. Паяный шов должен быть сплошным. Допустимый разрыв слоя припоя должен
быть не более 5% общей длины. 3.4.5. Борфрезы
следует изготовлять двух точностей: нормальной и
повышенной. Профиль зуба борфрезы
нормальной точности обрабатывается до окончательного спекания и заточке не
подвергается. 3.4.6. Радиус округления режущих кромок
зубьев для борфрез должен быть, мм,
не более: 0,04 - для нормальной точности; 0,007 - для повышенной точности. 3.4.7. Для борфрез
нормальной точности допускается не более двух выкрашиваний
на каждом зубе, расположенных в шахматном порядке, и не более трех выкрашиваний на всей борфрезе
размерами, указанными в таблице 14.& Таблица 14 В миллиметрах ┌───────────────────┬─────────────────────────────────┐ │ Диаметр борфрезы │ Размер выкрашиваний, не более │ │ ├───────────────┬─────────────────┤ │ │на каждом зубе │на всей борфрезе │ ├───────────────────┼───────────────┼─────────────────┤ │От 2 до 6 включ. │ 0,1 │ 0,3 │ │" 8 " 10 " │ 0,2 │ 0,4 │ │" 12 " 16 " │ 0,3 │ 0,6 │ └───────────────────┴───────────────┴─────────────────┘ &При отсутствии выкрашиваний,
указанных в таблице 14, допускается на одном зубе выкрашивание, превышающее максимальное вдвое. 3.4.8. Параметры шероховатости
поверхностей борфрез по ГОСТ 2789 должны быть, мкм, не более: Ra 0,4 - передних и задних поверхностей зубьев борфрез повышенной точности; Ra 1,25 - хвостовиков борфрез нормальной точности; Ra 0,8 " " повышенной точности.& 3.4.9. Предельные отклонения размеров
должны быть, мм, не более: - наружного диаметра борфрез: &+/- 0,5 - нормальной точности диаметром до 8 мм включ., +/- 1,0 " " " св. 8 мм,& +/- 0,1 - повышенной точности диаметром 2 мм, +/- 0,2 " " " св. 2 до 10 мм включ., +/- 0,3 " " " " 10 мм включ.; - диаметра хвостовика борфрез: &минус 0, 05 - нормальной точности диаметром до 8 мм включ., минус 0,07 " " " св. 8 мм,& h9 - повышенной точности; &- общей длины - 3.4.10. Допуск радиального биения режущих
кромок зубьев относительно оси хвостовика должен быть, мм,
не более: 0,2 - для борфрез нормальной точности; 0,06 " " повышенной точности. 3.4.11. Средний Таблица 15 В минутах ┌────────────────────┬────────────────┬───────────────┐ │ │ _ │ │ │ Точность борфрезы │ T │ T │ │ │ │ у │ ├────────────────────┼────────────────┼───────────────┤ │Нормальная │ 90 │ 36 │ ├────────────────────┼────────────────┼───────────────┤ │Повышенная │ 120 │ 48 │ └────────────────────┴────────────────┴───────────────┘ 3.4.12. Критерием затупления
является допустимый износ по задней поверхности зубьев борфрез,
равный 0,5 мм. 3.4.13. Маркировка На хвостовиках борфрез
должны быть четко нанесены: - товарный знак предприятия-изготовителя; - диаметр борфрезы; - буквенный символ типа зуба. Маркировку цельных
борфрез указывают на этикетке. 3.4.14. Транспортная маркировка и
маркировка потребительской тары - по ГОСТ 18088. 3.4.15. Упаковка - по ГОСТ 18088. 4. Правила приемки 4.1. Приемка борфрез
- по ГОСТ 23726. 4.2. Периодические испытания на средний
период стойкости проводят один раз в три года, на установленный период
стойкости - один раз в год. Испытания проводят не менее чем на пяти борфрезах любого типоразмера. 4.3. Допускается проводить испытания у
потребителя. 5. Методы контроля
и испытаний 5.1. Внешний вид борфрез
контролируют визуально с помощью лупы ЛП-1-5 5.2. При контроле размерных параметров борфрез применяются методы и средства измерения,
погрешность которых должна быть не более: - значений, указанных в ГОСТ 8.051 - для
линейных размеров; - 35% допуска на проверяемый угол - для
угловых размеров; - 25% допуска на проверяемый параметр -
для отклонения формы и расположения поверхностей. 5.3. Шероховатость поверхностей борфрез проверяют путем сравнения с эталонными образцами по
ГОСТ 9378 или с образцовыми инструментами, имеющими параметры шероховатости не более указанных в 3.4.8. 5.4. Биение режущих кромок следует
проверять на специальном приборе для измерения биения борфрез
или на инструментальном микроскопе. 5.5. Испытания борфрез
на работоспособность, средний и установленный периоды
стойкости проводят на оборудовании с пневматическим или электрическим приводами
с установленными для них нормами точности и жесткости на режимах испытаний,
указанных в таблице 16. Таблица 16 ┌──────────────────────┬───────────┬───────────────┬────────┬─────────────┐ │ Обрабатываемый │ Точность │ Частота │Подача, │ Прижимное │ │ материал │ борфрезы │ вращения, │ м/мин │ усилие, │ │ │ │ -1 │ │ Н (кгс) │ │ │ │ мин │ │ │ ├──────────────────────┼───────────┼───────────────┼────────┼─────────────┤ │Сталь марки 12Х18Н9Т │Повышенная │ 15000 │ 2 - 3 │ 14,7 - 58,8 │ │по ГОСТ 5632 │ │ │ │ (1,5 - 6) │ │ ├───────────┼───────────────┤ ├─────────────┤ │ │Нормальная │ 12000 │ │ 49 - 107,8 │ │ │ │ │ │ (5 - 11) │ ├──────────────────────┴───────────┴───────────────┴────────┴─────────────┤ │ Примечание. Допускается в качестве обрабатываемого материала│ │применение других марок сталей по ГОСТ 5632, по механическим свойствам не│ │уступающих свойствам стали марки 12Х18Н9Т. │ └─────────────────────────────────────────────────────────────────────────┘ 5.6. При испытании борфрез
на работоспособность суммарная длина фрезерования должна быть, мм, не менее: 3000 - для борфрез диаметрами до 10 мм; 10000 " " " св. 10 мм. После испытаний борфрез
на работоспособность на режущих кромках не должно быть следов притупления, и борфрезы должны быть пригодны к дальнейшей работе. 6.
Транспортирование и хранение 6.1. Транспортирование и хранение - по
ГОСТ 18088.& |