| Утвержден Постановлением Госстандарта СССР от 1 апреля 1975 г. N 825 ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР ФОЛЬГА МЕДНАЯ РУЛОННАЯ ДЛЯ ТЕХНИЧЕСКИХ ЦЕЛЕЙ ТЕХНИЧЕСКИЕ УСЛОВИЯ Copper roll foil
for technical purposes. Specifications ГОСТ 5638-75 Группа В53 ОКП 18 4440 Срок действия с 1 января 1976 года до 1 января 1996 года ИНФОРМАЦИОННЫЕ
ДАННЫЕ 1. Разработан и внесен Министерством
цветной металлургии СССР. Разработчики: Ю.Ф. Шевакин,
д-р техн. наук; А.И. Князева; Г.А. Горегляд. 2. Утвержден и введен в действие
Постановлением Государственного комитета стандартов Совета Министров СССР от
01.04.1975 N 825. 3. Взамен ГОСТ 5638-51. 4. Ссылочные нормативно-технические
документы ───────────────────────────────────────┬────────────────────────── Обозначение НТД, на который дана ссылка│Номер пункта, подпункта ───────────────────────────────────────┼────────────────────────── ГОСТ 166-89 │4.3 ГОСТ 427-75 │4.3 ГОСТ 859-78 │2.1 ГОСТ 2991-85 │5.2 ГОСТ 3282-74 │5.2, 5.2а ГОСТ 3560-73 │5.2, 5.2а ГОСТ 7376-89 │5.2 ГОСТ 8273-75 │5.1 ГОСТ 8828-89 │5.2 ГОСТ 9557-87 │5.2а ГОСТ 9569-79 │5.1 ГОСТ 11701-84 │4.4 ГОСТ 13938.1-78 - ГОСТ 13938.12-78 │4.5 ГОСТ 13938.13-77 │4.5 ГОСТ 14192-77 │5.4 ГОСТ 20435-75 │5.2 ГОСТ 21140-88 │5.2 ГОСТ 24231-80 │4.5 ГОСТ 28798-90 │4.3 5. Срок действия продлен до 01.01.1996
Постановлением Государственного комитета СССР по управлению качеством продукции
и стандартам от 12.03.1990 N 379. 6. Переиздание (октябрь 1993 г.) с
Изменениями N 1, 2, 3, утвержденными в ноябре 1980 г., апреле 1985 г., марте
1990 г. (ИУС 1-81, 7-85, 6-90). Настоящий стандарт распространяется на
холоднокатаную фольгу из меди, предназначенную для применения в приборостроении
и других отраслях промышленности. (Измененная
редакция, Изм. N 1). 1. СОРТАМЕНТ 1.1. Толщина и ширина фольги и предельные
отклонения по ним должны соответствовать указанным в таблице. мм ────────┬─────────────────────────┬────────────────┬────────────── Толщина │Предельные отклонения по │ Ширина фольги │ Предельные фольги │ толщине │ │отклонения по ├───────────┬─────────────┤ │ ширине │нормальной │ повышенной │ │ │ точности │ точности │ │ ────────┼───────────┼─────────────┼────────────────┼────────────── 0,015 │+/- 0,002 │- │От 20 до 230 с │+/- 0,5 ────────┼───────────┼─────────────┤градацией 5 мм │ 0,020 │+0,002 │+0,002 │ │ │-0,004 │-0,003 │ │ ────────┼───────────┼─────────────┤ │ 0,030 │+0,003 │+0,002 │ │ 0,040 │-0,007 │-0,006 │ │ 0,050 │ │ │ │ Примечание. Теоретическая масса 1 м2 фольги приведена в Приложении 1. Условные обозначения фольги проставляются
по схеме Д│ ПР│ Х│ Т│ ...│ НД│ ...│ ГОСТ 5638-75│ Фольга │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ Способ изготовления │ │ │ │ │ │ │ │ ──────────────────────────┘ │ │ │ │ │ │ │ Форма сечения │ │ │ │ │ │ │ ──────────────────────────────┘ │ │ │ │ │ │ Точность изготовления │ │ │ │ │ │ ─────────────────────────────────┘ │ │ │ │ │ Состояние │ │ │ │ │ ────────────────────────────────────┘ │ │ │ │ Размеры │ │ │ │ ─────────────────────────────────────────┘ │ │ │ Длина │ │ │ ──────────────────────────────────────────────┘ │ │ Марка │ │ ───────────────────────────────────────────────────┘ │ Обозначение стандарта │ ─────────────────────────────────────────────────────────────────┘ При следующих сокращениях: способ изготовления: холоднодеформированная (холоднокатаная) -
Д; форма сечения: прямоугольная - ПР; точность изготовления: нормальная - Н; повышенная - П; состояние: твердое - Т; длина: немерная - НД. Пример условного обозначения фольги
холоднодеформированной, прямоугольного сечения, нормальной точности
изготовления, твердой, толщиной 0,030 мм, шириной 100 мм, немерной длины, из
меди марки М1: Фольга ДПРНТ 0,030 х 100 НД М1
ГОСТ 5638-75. (Измененная редакция,
Изм. N 1, 2, 3). 2. ТЕХНИЧЕСКИЕ
ТРЕБОВАНИЯ 2.1. Фольгу должны изготовлять в
соответствии с требованиями настоящего стандарта по технологическому
регламенту, утвержденному в установленном порядке. Фольгу изготовляют из меди
марок М1 и М2 с химическим составом по ГОСТ 859-78. (Измененная
редакция, Изм. N 2). 2.2. Фольгу изготовляют твердой. 2.3. Временное сопротивление должно быть
не менее 290 МПа (30кгс/мм2). (Измененная
редакция, Изм. N 2). 2.4. Поверхность фольги должна быть
чистой, гладкой и ровной, без забоин и царапин. На поверхности фольги не
допускаются следы смазок. На поверхности фольги допускаются
незначительные дефекты, если при контрольной зачистке они не выводят фольгу за
предельные отклонения по толщине. На кромках фольги не допускаются заусенцы
и надрывы. Кромка фольги не должна иметь загнутых мест. На фольге толщиной 0,015 - 0,030 мм
допускаются единичные мелкие отверстия, видимые невооруженным глазом против
света, не имеющие строчечного расположения и местного скопления. На фольге шириной 50 мм и менее цвета
побежалости допускаются не более чем на 20% рулонов от партии. На кромке фольги
шириной более 50 мм допускаются цвета побежалости. 2.5. Фольга наматывается на металлическую
втулку внутренним диаметром 32 - 36 мм и наружным диаметром не более 40 мм,
причем длина втулки должна быть равна ширине фольги с допускаемым отклонением
+/- 0,5 мм. 2.6. Диаметр рулона должен быть не менее
100 мм. Допускаются рулоны диаметром 80 - 100 мм в количестве не более 25%
рулонов партии. (Измененная
редакция, Изм. N 2). 2.7. Фольга должна быть намотана с
натяжением, не допускающим смещения отдельных витков рулона и выпадения или
перемещения втулки при переворачивании рулона на 180°. Торцы рулона должны быть ровные, чистые,
без забоин, вмятин и загрязнений. (Измененная
редакция, Изм. N 2). 2.8. Фольга на всем протяжении рулона
должна сматываться свободно. В рулоне допускается не более восьми обрывов. 3. ПРАВИЛА ПРИЕМКИ 3.1. Фольгу принимают партиями. Партия
должна состоять из фольги меди одной марки, одного размера, одной точности
изготовления и должна быть оформлена одним документом о качестве, содержащим: товарный знак или наименование и товарный
знак предприятия-изготовителя; условное обозначение фольги; результаты испытаний (по требованию
потребителя); количество мест; номер партии; массу партии. Масса партии должна быть не более 500 кг. (Измененная
редакция, Изм. N 2). 3.2. Контроль качества поверхности и
размеров должен производиться на каждом рулоне партии. 3.3. Для проверки химического состава
отбирают три рулона от партии. 3.4. Для испытания на растяжение от
партии фольги отбирается три рулона. 3.5. При получении неудовлетворительных
результатов испытаний хотя бы на одном из показателей, по нему проводят
повторное испытание на удвоенной выборке, отобранной от той же партии. Результаты повторного испытания
распространяются на всю партию. 3.3. - 3.5. (Измененная
редакция, Изм. N 1). 4. МЕТОДЫ ИСПЫТАНИЙ 4.1. Для контроля качества поверхности и
размеров с каждого рулона сматывается 3 - 5 м фольги. 4.2. Проверка качества поверхности фольги
производится без применения увеличительных приборов. Методика контроля сквозных отверстий в
фольге толщиной 0,015 - 0,030 мм приведена в Приложении 2. (Измененная
редакция, Изм. N 2). 4.3. Измерение толщины фольги проводят
измерительной головкой по ГОСТ 28798-90. Измерение ширины фольги проводят
штангенциркулем по ГОСТ 166-89 или другим инструментом, обеспечивающим
необходимую точность. (Измененная редакция, N 2, 3). 4.4. Для испытания на растяжение от
каждого отобранного рулона вырезают по одному образцу вдоль направления
прокатки. Испытание фольги на растяжение должно
проводиться по ГОСТ 11701-84 на образцах типов I и II с (Измененная
редакция, Изм. N 1, 2, 3). 4.5. Анализ химического состава фольги
должен проводиться по ГОСТ 13938.1-78 - ГОСТ 13938.12-78 и ГОСТ 13938.13-77. Отбор и подготовку проб определения
химического состава проводят по ГОСТ 24231-80. (Измененная
редакция, Изм. N 2). 5. УПАКОВКА,
МАРКИРОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ 5.1. Каждый рулон фольги должен быть
обернут бумажной лентой по ГОСТ 8273-74 шириной, равной ширине фольги, и со
всех сторон обернут парафинированной бумагой по ГОСТ 9569-79. Допускается применение других упаковочных
материалов, не ухудшающих качество фольги. 5.2. Рулоны фольги должны быть плотно
упакованы в деревянные ящики типов I, II по ГОСТ 2991-85 с прокладкой древесной
стружкой или другими материалами, предохраняющими фольгу от повреждения.
Размеры ящиков - по ГОСТ 21140-88 или по нормативно-технической документации. Ящики должны быть выстланы изнутри
влагонепроницаемой бумагой по ГОСТ 8828-85 и обшиты по торцам мягкой лентой
размерами 0,3 х 20 мм по ГОСТ 3560-73 или проволокой диаметром не менее 2 мм по
ГОСТ 3282-74. Масса грузового места не должна превышать
80 кг. Допускается рулоны фольги
транспортировать в универсальных контейнерах по ГОСТ 20435-75 или в
специализированных контейнерах по нормативно-технической документации без
упаковки в ящики. Каждый ряд перекладывают прокладочным материалом по ГОСТ
7376-89. 5.1; 5.2. (Измененная
редакция, Изм. N 2). 5.2а. Укрупнение
грузовых мест в транспортные пакеты проводится на поддонах по ГОСТ 9557-87 или
без поддонов с использованием брусков высотой не менее 50 мм, с обвязкой в
продольном и поперечном направлениях проволокой диаметром не менее 2 мм по ГОСТ
3282-74 или лентой размерами не менее 0,3 X 30 мм по ГОСТ 3560-73. Скрепление концов: проволоки - скруткой не менее 5 витков, ленты - в
замок. (Введен
дополнительно, Изм. N 2, 3). 5.3. На каждом рулоне фольги должен быть
ярлык с указанием: товарного знака или наименования и
товарного знака предприятия-изготовителя; условного обозначения фольги; номера партии; даты изготовления; штампа отдела технического контроля. 5.4. Транспортная маркировка грузовых
мест - по ГОСТ 14192-77 с нанесением манипуляционных знаков "Боится
сырости", "Осторожно, хрупкое". 5.3; 5.4. (Измененная
редакция, Изм. N 2). 5.5. (Исключен, Изм.
N 2). 5.6. При хранении фольга должна быть
защищена от влаги, механических повреждений и воздействия активных химических
веществ. Фольга должна храниться в сухих складских помещениях на стеллажах,
обитых мягким материалом, в распакованном виде, но завернутой
в парафинированную бумагу. При соблюдении указанных условий хранения
потребительские свойства фольги при хранении не изменяются. (Измененная
редакция, Изм. N 3). 5.7. Транспортирование фольги проводится
транспортом всех видов в крытых транспортных средствах в соответствии с
правилами перевозки грузов, действующими на транспорте данного вида. (Измененная
редакция, Изм. N 2). 5.8. При транспортировании фольга должна
быть защищена от влаги, механических повреждений и воздействий активных
химических веществ. (Измененная
редакция, Изм. N 2, 3). Приложение 1 Справочное ТЕОРЕТИЧЕСКАЯ МАССА 1 м2
ФОЛЬГИ ──────────────────────────────┬─────────────────────────────────── Толщина, мм │ Теоретическая масса 1 м2, г ──────────────────────────────┼─────────────────────────────────── 0,015 │ 133,5 0,020 │ 178,0 0,030 │ 267,0 0,040 │ 356,0 0,050 │ 445,0 Теоретическая масса фольги вычислена по
номинальной толщине. Плотность меди принята равной 8,9 г/см3. (Введено
дополнительно, Изм. N 2). Приложение 2 Рекомендуемое МЕТОДИКА КОНТРОЛЯ СКВОЗНЫХ ОТВЕРСТИЙ В МЕРНОЙ РУЛОННОЙ ФОЛЬГЕ ДЛЯ ТЕХНИЧЕСКИХ ЦЕЛЕЙ ТОЛЩИНОЙ 0,015 - 0,030 мм 1. Контроль количества сквозных отверстий
производится на отрезке фольги длиной 2 м, взятом от рулона не ближе 1 м от его
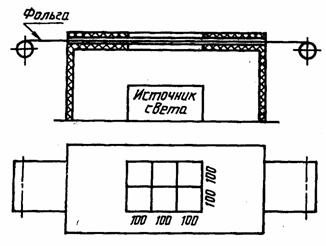
конца. 2. Подсчет количества отверстий
производится на приборе, схема которого приведена на чертеже.
Прибор изготовляется в форме ящика,
внутри которого предусматривается достаточное освещение. В верхней части ящика
вырезают отверстие прямоугольной формы, в котором устанавливают сетку с
клетками площадью 1 дм2. 3. Подсчет числа отверстий производят визуально. |