| Утвержден и введен в действие Постановлением Госстандарта СССР от 31 октября 1990 г. N 2764 ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР ПЛАСТИНЫ ТВЕРДОСПЛАВНЫЕ НАПАИВАЕМЫЕ ТИПА 36 КОНСТРУКЦИЯ И РАЗМЕРЫ Hard metal
brazed tips, type 36. Design and dimensions ГОСТ 25414-90 Группа В56 ОКП 19 6000 Дата введения 1 июля 1993 года ИНФОРМАЦИОННЫЕ
ДАННЫЕ 1. Разработан и внесен Министерством
металлургии СССР. Разработчики: Ю.А.
Абрамов, канд. техн. наук; А.И. Скрипник,
канд. техн. наук; Э.Ф. Эйхманс,
канд. техн. наук; Е.Г. Степанов; Н.И. Литвинюк; Л.В. Мытарева. 2. Утвержден и введен в действие
Постановлением Государственного комитета по управлению качеством продукции и
стандартам СССР от 31.10.1990 N 2764. 3. Срок проверки - 1999 г., периодичность
проверки - 10 лет. 4. Взамен ГОСТ 25414-82. 5. Ссылочные нормативно-технические
документы ───────────────────────────────────────────┬────────────────────── Обозначение НТД, на который дана ссылка │ Номер пункта ───────────────────────────────────────────┼────────────────────── ГОСТ 2209-90 │5 ГОСТ 25393-90 │3 1. Настоящий стандарт распространяется на
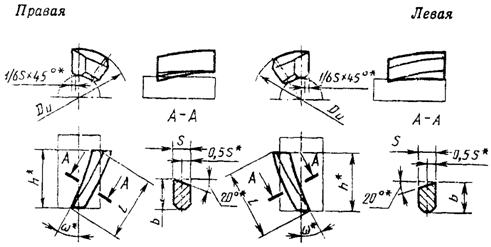
пластины для торцовых, насадных и концевых фрез со спиральным зубом. 2. Конструкция и размеры пластин должны
соответствовать указанным на чертеже и в табл. 1.
-------------------------------- <*> Размеры для пресс-форм. Таблица 1 Размеры в мм ───────────┬───┬──────┬───────┬────────┬────────┬────────┬────┬──────┬─────── Обозначение│ D │омега,│Шаг │ s │ b │ l │ h │Основ-│Допол- пластин │ и│ град │винто- │ (пред. │ (пред. │(пред. │ │ное │нитель- ─────┬─────┤ │ │вой │ откл. │ откл. │ откл. │ │приме-│ное пра- │левых│ │ │поверх-│+/- 0,5)│+/- 0,5)│+/- 1,5)│ │нение │приме- вых │ │ │ │ности t│ │ │ │ │ │нение ─────┼─────┼───┼──────┼───────┼────────┼────────┼────────┼────┼──────┼─────── 36350│- │16 │30 │87 │2,0 │4,0 │15,0 │13,0│N 4, │N 2, │ │ │ │ │ │ │ │ │N 9 │N 10 ─────┼─────┤ │ │ │ │ ├────────┼────┼──────┼─────── 36370│- │ │ │ │ │ │11,5 │10,0│N 4, │N 2, │ │ │ │ │ │ │ │ │N 9 │N 10 ─────┼─────┼───┤ ├───────┼────────┼────────┼────────┼────┼──────┼─────── 36390│- │20 │ │109 │3,0 │6,0 │24,0 │21,0│N 4, │N 2, │ │ │ │ │ │ │ │ │N 9 │N 10 ─────┼─────┤ │ │ │ │ ├────────┼────┼──────┼─────── 36410│- │ │ │ │ │ │18,0 │16,0│N 4, │N 2, │ │ │ │ │ │ │ │ │N 9 │N 10 ─────┼─────┼───┼──────┼───────┼────────┼────────┼────────┼────┼──────┼─────── 36010│- │32 │40 │120 │3,5 │8,0 │25,0 │19,0│N 4, │N 2, │ │ │ │ │ │ │ │ │N 9 │N 10 ─────┼─────┤ │ │ │ │ ├────────┼────┼──────┼─────── 36110│- │ │ │ │ │ │20,0 │15,0│N 4, │N 2, │ │ │ │ │ │ │ │ │N 9 │N 10 ─────┼─────┼───┤ ├───────┼────────┼────────┼────────┼────┼──────┼─────── 36030│36040│50 │ │187 │4,3 │8,5 │29,0 │22,0│N 4, │N 2, │ │ │ │ │ │ │ │ │N 9 │N 10 ─────┼─────┤ │ │ │ │ ├────────┼────┼──────┼─────── 36130│36140│ │ │ │ │ │21,0 │16,0│N 4, │N 2, │ │ │ │ │ │ │ │ │N 9 │N 10 ─────┼─────┼───┼──────┼───────┼────────┼────────┼────────┼────┼──────┼─────── 36430│36440│80 │30 │435 │5,0 │10,0 │30,0 │26,0│N 4, │N 2, │ │ │ │ │ │ │ │ │N 9 │N 10 ─────┼─────┤ │ │ │ │ ├────────┼────┼──────┼─────── 36450│36460│ │ │ │ │ │23,0 │20,0│N 4, │N 2, │ │ │ │ │ │ │ │ │N 9 │N 10 ├─────┼───┤ ├───────┤ │ ├────────┼────┼──────┼─────── 36470│36480│100│ │544 │ │ │31,0 │27,0│N 4, │N 2, │ │ │ │ │ │ │ │ │N 9 │N 10 ─────┼─────┤ │ │ │ │ ├────────┼────┼──────┼─────── 36490│36500│ │ │ │ │ │23,0 │20,0│N 4, │N 2, │ │ │ │ │ │ │ │ │N 9 │N 10 ─────┼─────┼───┤ ├───────┤ │ ├────────┼────┼──────┼─────── 36510│- │160│ │870 │ │ │33,0 │29,0│N 4, │N 2, │ │ │ │ │ │ │ │ │N 9 │N 18 ─────┼─────┤ │ │ │ │ ├────────┼────┼──────┼─────── 36530│- │ │ │ │ │ │25,0 │22,0│N 4, │N 2, │ │ │ │ │ │ │ │ │N 9 │N 10 Примечание. Угол
где t - шаг винтовой поверхности в мм;
3. Размеры выкрашиваний
на рабочих режущих кромках не должны превышать 0,3 мм, на остальных кромках не
должны превышать 0,7 мм. 4. На режущих кромках пластин не
допускаются округления радиусом более 0,3 мм, на остальных кромках - более 0,6
мм. 5. Размеры выкрашиваний
на рабочей части пластин не должны превышать 0,7 мм; на нерабочей части не
должны превышать 1,0 мм. 6. Условное обозначение пластин - по ГОСТ
25393. 7. Ориентировочная масса пластин указана
в справочном Приложении. 8. Технические требования - по ГОСТ 2209. 9. Применяемые марки сплавов: N 2 -
Т15К6; N 4 - Т5К10; N 9 - ВК6; N 10 - ВК8. Приложение Справочное Таблица 2 Ориентировочная масса пластин ─────────────────────┬──────────────────────────────────────────── Обозначение пластин │ Ориентировочная масса пластин в г │ из твердого сплава марок ──────────┬──────────┼──────────┬──────────┬─────────┬──────────── правых │ левых │ Т15К6 │ Т5К10 │ ВК6 │ ВК8 ──────────┼──────────┼──────────┼──────────┼─────────┼──────────── 36350 │- │1,20 │1,36 │1,58 │1,56 ──────────┼──────────┼──────────┼──────────┼─────────┼──────────── 36370 │- │0,92 │1,05 │1,22 │1,21 ──────────┼──────────┼──────────┼──────────┼─────────┼──────────── 36390 │- │4,41 │5,00 │5,83 │5,76 ──────────┼──────────┼──────────┼──────────┼─────────┼──────────── 36410 │- │3,36 │3,81 │4,45 │4,39 ──────────┼──────────┼──────────┼──────────┼─────────┼──────────── 36010 │- │7,20 │8,15 │9,53 │9,40 ──────────┼──────────┼──────────┼──────────┼─────────┼──────────── 36110 │- │5,67 │6,44 │7,50 │7,40 ──────────┼──────────┼──────────┼──────────┼─────────┼──────────── 36030 │36040 │10,70 │12,10 │14,10 │13,90 ──────────┼──────────┼──────────┼──────────┼─────────┼──────────── 36130 │36140 │7,76 │8,80 │10,30 │10,10 ──────────┼──────────┼──────────┼──────────┼─────────┼──────────── 36430 │36440 │15,00 │17,00 │19,90 │19,60 ──────────┼──────────┼──────────┼──────────┼─────────┼──────────── 33450 │36460 │11,60 │13,10 │15,30 │15,10 ──────────┼──────────┼──────────┼──────────┼─────────┼──────────── 36470 │36480 │15,10 │17,10 │19,90 │19,70 ──────────┼──────────┼──────────┼──────────┼─────────┼──────────── 36490 │36500 │11,20 │12,70 │14,80 │14,60 ──────────┼──────────┼──────────┼──────────┼─────────┼──────────── 36510 │- │17,10 │19,40 │22,60 │22,40 ──────────┼──────────┼──────────┼──────────┼─────────┼──────────── 36530 │- │13,00 │14,70 │17,20 │17,00 |