| Утвержден и введен в действие Постановлением Госстандарта СССР от 13 апреля 1983 г. N 1756 ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР ПРОФИЛИ ГОРЯЧЕКАТАНЫЕ СВП ДЛЯ КРЕПИ ГОРНЫХ ВЫРАБОТОК СОРТАМЕНТ СВП-hot-rolled section for mine timbering. Dimensions ГОСТ 18662-83 Группа В22 ОКП 09 3100 Взамен ГОСТ 18662-73 Постановлением Государственного комитета
по стандартам от 13 апреля 1983 г. N 1756 срок действия установлен с 01.01.1985
до 01.01.1990. Разработан Министерством черной
металлургии СССР. Исполнители: Н.М.
Воронцов, канд. техн. наук; И.С. Гринь,
канд. техн. наук; К.Ф. Перетятько;
Н.Н. Марфутина; Л.В. Климова; С.А. Саратикянц, канд. техн. наук;
М.А. Комиссаров, канд. техн. наук; Ф.С. Зигель, канд. техн. наук; Е.И.
Булгаков. Внесен Министерством черной металлургии
СССР. Член Коллегии В.Г. Антипин. Утвержден и введен в действие
Постановлением Государственного комитета СССР по стандартам от 13 апреля 1983
г. N 1756. 1. Настоящий стандарт устанавливает
сортамент горячекатаных профилей СВП (специальные взаимозаменяемые профили),
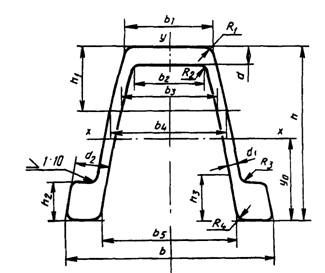
предназначенных для крепи горных выработок. 2. Поперечное сечение профиля должно
соответствовать указанному на чертеже.
(чертеж в ред. Изменения N 1, утв.
Постановлением Госстандарта СССР от 28.03.1989 N 815) 3. Размеры профиля, площадь поперечного
сечения, линейная плотность и справочные значения для осей приведены в табл. 1. Таблица 1 ──────┬─────┬────┬────┬────┬─────┬────┬────┬────┬─────┬─────┬────┬───┬──── Номер │ h │ h │ h │ h │ b │ b │ b │ b │ b │ b │ d │d │ d про- │ │ 1 │ 2 │ 3 │ │ 1 │ 2 │ 3 │ 4 │ 5 │ │ 1 │ 2 филя ├─────┴────┴────┴────┴─────┴────┴────┴────┴─────┴─────┼────┴───┴──── │ мм │ ──────┼─────┬────┬────┬────┬─────┬────┬────┬────┬─────┬─────┼────┬───┬──── СВП 14│88,0 │42,0│21,0│26,0│121,0│55,0│46,5│67,2│78,0 │84,4 │7,8 │5,4│18,0 СВП 17│94,0 │45,5│23,0│28,0│131,5│60,0│51,0│73,4│84,6 │91,5 │8,5 │5,7│19,7 СВП 19│102,0│44,0│24,0│29,0│136,0│60,0│51,0│71,5│83,5 │94,0 │9,5 │6,0│20,6 СВП 22│110,0│44,0│25,5│30,5│145,5│60,0│51,5│71,0│83,5 │99,5 │11,0│6,2│22,5 СВП 27│123,0│47,0│29,0│34,0│149,5│59,5│50,6│69,5│83,5 │99,5 │13,0│7,1│24,5 СВП 33│137,0│50,0│32,0│38,0│166,0│66,0│56,0│76,0│91,5 │110,0│14,5│7,9│27,5 (в ред. Изменения N 1, утв. Постановлением Госстандарта СССР от
28.03.1989 N 815) Продолжение табл. 1 ──────┬───┬────┬───┬───┬────┬─────┬──────┬─────────────────────────────── Номер │R │R │R │R │ y │Пло- │Линей-│ Справочные значения для осей про- │ 1 │ 2 │ 3 │ 4 │ 0 │щадь │ная │ филя ├───┴────┴───┴───┴────┤попе-│плот- ├──────────────────┬──────────── │ мм │реч- │ность,│ х - х │ у - у │ │ного │кг/м ├─────┬──────┬─────┼──────┬───── │ │сече-│ │ I , │W ,│W ,│ I , │W , │ │ния, │ │ х │ хmin │ хпл │ у │ у │ │см2 │ │ см4 │см3 │см3 │ см4 │ см3 ──────┼───┬────┬───┬───┬────┼─────┼──────┼─────┼──────┼─────┼──────┼───── СВП 14│6,0│7,0 │5,0│6,0│42,7│18,7 │14,7 │184,0│40,7 │55 │282,3 │46,1 СВП 17│6,0│7,0 │5,0│6,0│45,6│21,73│17,1 │243,4│50,3 │69 │382,3 │57,9 СВП 19│6,0│8,0 │5,0│6,0│49,3│24,44│19,2 │322,8│61,3 │83 │464,0 │67,0 СВП 22│6,0│8,0 │5,0│6,0│52,7│27,91│21,9 │428,6│74,8 │99 │566,3 │77,8 СВП 27│6,0│10,0│5,0│6,0│58,5│34,37│27,0 │646,1│100,2 │137 │731,5 │97,8 СВП 33│6,0│11,0│6,0│7,0│64,8│42,53│33,39 │999,5│138,5 │190 │1228,0│148,0 Примечания. 1. Площадь поперечного
сечения и линейная плотность профиля вычислены по номинальным размерам; при
вычислении линейной плотности плотность стали принята равной 7,85 х 10 2. Радиусы закруглений и размеры без
предельных отклонений даны для построения калибра. 4. Предельные отклонения по размерам не
должны превышать значений, указанных в табл. 2. Таблица 2 ────────┬───────────────────────────────────────────────────────── Номер │ Предельные отклонения, мм профиля ├──────┬──────┬────────┬──────────┬──────┬─────────┬────── │ h │ h │ b │b , b , b │ b │ d │d , d │ │ 2 │ 1 │ 2 3 4│ 5 │ 2 │ 1 ────────┼──────┼──────┼────────┼──────────┼──────┼─────────┼────── СВП 14, │+1,0 │+1,0 │+/- 0,7 │+/- 0,7 │+1,0 │+/- 1,5 │+0,5 СВП 17 │-1,5 │ │ │ │-3,0 │ │-0,7 ────────┤ │ ├────────┼──────────┤ │ ├────── СВП 19 │ │ │+/- 0,8 │+/- 0,8 │ │ │+0,5 │ │ │ │ │ │ │-0,8 ────────┤ │ ├────────┼──────────┤ │ ├────── СВП 22, │ │ │+/- 1,0 │+/- 1,0 │ │ │+0,5 │ │ ├────────┤ │ │ │-1,0 СВП 27 │ │ │+/- 1,2 │ │ │ │ ────────┤ │ ├────────┼──────────┼──────┤ ├────── СВП 33 │ │ │+/- 1,4 │+/- 1,2 │+1,0 │ │+0,5 │ │ │ │ │-4,0 │ │-1,2 5. Разность по толщине сечения боковых
стенок на одинаковом расстоянии от основания профиля не должна превышать 0,5
мм. 6. Исключен с 1
января 1990 года. - Изменение N 1, утв. Постановлением Госстандарта СССР от
28.03.1989 N 815. 7. Профиль изготовляется мерной длины от
9 до 12 м, оговариваемой в заказе. (п. 7 в ред. Изменения N 1, утв.
Постановлением Госстандарта СССР от 28.03.1989 N 815) 8. Предельные отклонения по длине профиля
мерной или кратной мерной длины не должны превышать: +40 мм - при длине до 8 м; +80 мм - при длине св. 8 м. По требованию потребителя: +40 мм - при длине до 7 м; +5 мм на каждый метр длины - при длине
свыше 7 м. (абзац введен Изменением N 1, утв. Постановлением Госстандарта СССР от
28.03.1989 N 815) 9. Кривизна профиля в горизонтальной и
вертикальной плоскостях не должны превышать: 1% длины - для 1-го класса; (в ред. Изменения N 1, утв. Постановлением Госстандарта СССР от
28.03.1989 N 815) 1,5% длины - для 2-го класса. (в ред. Изменения N 1, утв. Постановлением Госстандарта СССР от
28.03.1989 N 815) Кривизна измеряется в положении профиля
вниз полками. 10. Скручивание профиля вокруг продольной
оси не допускается. Профиль считается скрученным, если при укладке его фланцами
(утолщениями боковых стенок) на контрольную плиту разность расстояний
противоположных фланцев от контрольной плиты превышает 0,05% длины проверяемого
отрезка профиля. Длина отрезка профиля должна быть не менее 4 м. 11. Размеры проверяются на расстоянии не
менее 500 мм от торца профиля. Высота профиля измеряется по оси у - у. 12. Предельные отклонения по линейной
плотности одного профиля не должны превышать |