| Утвержден и введен в действие Постановлением Госстандарта СССР от 29 декабря 1980 г. N 5903 ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР ОБОРУДОВАНИЕ И ИНСТРУМЕНТ ДЛЯ КОНТАКТНОЙ СВАРКИ МАШИНЫ КОНТАКТНЫЕ ОБЩИЕ ТЕХНИЧЕСКИЕ УСЛОВИЯ Resistance welding machines. General specification ГОСТ 297-80* (СТ СЭВ 3238-81, СТ СЭВ 4439-83) Группа Е73 ОКП 34 4141, 34 4142, 34 4143 Срок действия с 1 января 1983 года до 1 января 1993 года в части пп. 2.2, 3.13, 3.23 - с 1 января 1985 года ИНФОРМАЦИОННЫЕ
ДАННЫЕ 1. Разработчики: Л.У. Манчинский
(руководитель темы), Б.А. Будилов, А.А. Кузнецов, А.А. Иванов, И.Н. Добрякова. 2. Утвержден и введен в действие
Постановлением Государственного комитета СССР по стандартам от 29.12.80 N 5903. 3. Срок проверки 1992 г. Периодичность проверки 5 лет. 4. Стандарт полностью соответствует СТ
СЭВ 4439-83 и СТ СЭВ 3238-81. В стандарт введен международный стандарт
ИСО 669-81. 5. Взамен ГОСТ 297-73, ГОСТ 25446-82. 6. Ссылочные нормативно-технические
документы ───────────────────────────────────────┬────────────────────────── Обозначение НТД, на который дана ссылка│ Номер пункта ───────────────────────────────────────┼────────────────────────── ГОСТ 2.601-68 │5.1 ГОСТ 8.326-78 │7.2 ГОСТ 8.401-80 │7.2 ГОСТ 12.1.004-85 │9.3 ГОСТ 12.1.005-88 │3.10, 9.2 ГОСТ 12.1.012-78 │4.5, 7.40 ГОСТ 12.1.035-81 │4.4, 7.39 ГОСТ 12.2.007.0-75 │4.1, 5.2 ГОСТ 12.2.007.8-75 │4.1 ГОСТ 12.3.003-86 │4.1, 9.1 ГОСТ 12.3.019-80 │4.6 ГОСТ 12.4.040-78 │4.1 ГОСТ 2697-83 │8.4 ГОСТ 2874-82 │3.7 ГОСТ 2933-83 │7.30 ГОСТ 2991-85 │8.4 ГОСТ 8828-75 │8.4 ГОСТ 8865-87 │3.51 ГОСТ 10198-78 │8.4 ГОСТ 10594-80 │3.21 ГОСТ 12971-67 │8.1 ГОСТ 13109-87 │3.3 ГОСТ 14192-77 │8.6 ГОСТ 14254-80 │4.2, 4.3, 5.2, 7.38, 8.1 ГОСТ 15150-69 │2.2, 3.9, 8.7, 8.8 ГОСТ 15878-79 │7.33 ГОСТ 16842-82 │7.36 ГОСТ 16962-71 │7.9 ГОСТ 16962.1-89 │3.1, 7.8, 7.41, 8.1 ГОСТ 17433-80 │3.4 ГОСТ 17516-72 │3.11 ГОСТ 22990-78 │Вводная часть ГОСТ 23216-78 │8.3, 8.7 ГОСТ 24634-81 │8.4 Нормы 8 - 72 │3.56, 7.36 7. Переиздание (ноябрь 1988 г.) с
Изменениями N 1, 2, 3, 4, утвержденными в апреле 1983 г., октябре 1984 г., июне
1987 г., сентябре 1989 г. (ИУС 7-83, 2-85, 9-87, 12-89). 8. Проверен в 1987 г. Срок действия
продлен до 1 января 1993 года (Постановление Госстандарта СССР от 16.06.1987 N
2092). Настоящий стандарт распространяется на
контактные машины, включая системы управления {далее - машины), общего
назначения, предназначенные для сварки металлов и сплавов, и устанавливает
требования к машинам, изготовляемым для нужд народного хозяйства и экспорта. Стандарт полностью соответствует СТ СЭВ
4439-83, а также международному стандарту ИСО 669-81 в части отклонений напряжения
питающей сети от номинального значения, температуры охлаждающей воды, норм
превышения температуры обмоток сварочного трансформатора по отношению к
охлаждающей среде и методов проверки параметров машин при опытах короткого
замыкания вторичного контура. Термины, используемые в настоящем
стандарте, - по ГОСТ 22990-78. (Измененная редакция, Изм. N 1). 1. КЛАССИФИКАЦИЯ 1.1. Устанавливают следующую
классификацию машин: по виду получаемых при сварке соединений
- точечные, шовные, рельефные, стыковые; по конструктивному исполнению -
стационарные радиального типа, стационарные прессового типа, подвесные со
встроенным трансформатором, подвесные с отдельным трансформатором; по типу источника сварочного тока -
переменного тока, низкочастотные, постоянного тока, конденсаторные; по типу усилия сжатия - с постоянным
усилием, с переменным усилием; по нормируемым техническим требованиям -
группы А (с повышенной стабильностью параметров), группы Б (с нормальной
стабильностью параметров). 2. ОСНОВНЫЕ
ПАРАМЕТРЫ 2.1. Основные параметры машин должны
соответствовать указанным в стандартах или технических условиях на конкретные
машины. При этом для машин устанавливают значения следующих основных
параметров: наибольший вторичный ток; номинальный длительный вторичный ток; номинальное и (или) наименьшее и
наибольшее усилия сжатия - для точечных, шовных и рельефных машин; номинальный и (или) наименьший и
наибольший вылет - для точечных, шовных и рельефных машин; номинальный и (или) наименьший и
наибольший раствор - для точечных, шовных и рельефных машин; наибольшее ковочное усилие - для машин с
переменным усилием сжатия; наибольшую длительность прохождения
сварочного тока - для точечных, шовных и рельефных машин переменного тока,
постоянного тока и низкочастотных; наибольшее вертикальное смещение
электродов - для точечных и шовных машин; наибольшее взаимное смещение электродов -
для точечных и шовных машин; допуск параллельности контактных
поверхностей плит - для рельефных машин; наименьшую и наибольшую линейные скорости
роликовых электродов - для шовных машин; номинальное и (или) наименьшее и
наибольшее усилия осадки - для стыковых машин; наименьшее и наибольшее расстояние между
токоведущими губками - для стыковых машин (по ходу подвижной плиты или стойки); массу; расход охлаждающей воды; расход сжатого воздуха, приведенного к
свободному состоянию, при соответствующих этому расходу условиях (например, при
заданных усилии и ходе электродов), отнесенный к числу выполняемых операций; наибольшая мощность при коротком
замыкании - для машин переменного тока, постоянного тока и низкочастотных; мощность при ПВ 50%; наибольшая мощность при зарядке (при
наибольших емкости и напряжении батарей конденсаторов) и длительная мощность за
цикл работы машины - для конденсаторных машин. Для усилий сжатия, осадки и ковочного,
линейной скорости роликовых электродов должны быть указаны условия, при которых
они достигаются. (Измененная редакция, Изм. N 1, 2, 4). 2.1а. Габаритные размеры на машины
конкретного типа должны быть указаны в технических условиях. (Введен дополнительно, Изм. N 3). 2.2. Условное обозначение машин должно
соответствовать структуре, приведенной на черт. 1.
1 - обозначение вида изделия (машина контактная); 2 - обозначение машины по виду соединений,
получаемых при сварке, (Т - точечная, Ш - шовная, Р - рельефная, С -
стыковая); 3 - обозначение машины по конструктивному
исполнению и (или) типу источника тока, тип источника
питания переменного тока не указывается (В - постоянного тока; К -
конденсаторная, Н - низкочастотная, Р - радиальная, П -
подвесная, С - для стыковой сварки сопротивлением, О - для
стыковой сварки оплавлением); 4 - наибольший вторичный ток
в килоамперах (в обозначениях точечных шовных, рельефных машин
и стыковых машин для сварки сопротивлением) или усилие осадки в
десятках килоньютонов (в обозначениях стыковых машин для сварки
оплавлением); 5 - номер модификации машины; 6 - вид
климатического исполнения по ГОСТ 15150-69; 7 - обозначение группы машины в
зависимости от нормируемых технических требований; 8 -
напряжение питающей сети; 9 - частота питающей сети; 10 - слово
"экспорт" (указывают для машин, предназначенных для экспорта); 11 - обозначение
технических условий на конкретную машину, а для машин,
предназначенных для экспорта, - обозначение настоящего стандарта Черт. 1 Примечания. 1. Номер модификации машинам
присваивает Всесоюзный научно-исследовательский, проектно-конструкторский и
технологический институт электросварочного оборудования (ВНИИЭСО) Министерства
электротехнической промышленности. 2. Допускается указывать одновременно и
ранее принятое обозначение. (Измененная редакция, Изм. N 1, 3). 2.3. Обозначение используют при заказе
машины и в документации другого изделия, комплектующим которого является
машина. Пример условного обозначения подвесной
точечной машины постоянного тока на наибольший вторичный ток 12 кА, с номером
модификации 05, климатического исполнения О4, группы А, на напряжение питающей
сети 380 В частотой 50 Гц: Машина МТВП-1205О4, А, 380 В, 50 Гц, экспорт,
ГОСТ 297-80 (Измененная редакция, Изм. N 1, 2). 3. ТЕХНИЧЕСКИЕ
ТРЕБОВАНИЯ 3.1. Машины должны быть изготовлены в
соответствии с требованиями настоящего стандарта и технических условий на
машины конкретных типов по рабочим чертежам, утвержденным в установленном
порядке, а машины, предназначенные для экспорта, в районы с тропическим
климатом, - и по ГОСТ 16962.1-89. (Измененная редакция, Изм. N 1). 3.2. Машины должны быть изготовлены для
подключения к промышленным электрическим сетям номинальным напряжением 380 В
частотой 50 Гц. По заказу потребителя машины должны быть
изготовлены на номинальное напряжение питающей сети 660 В частотой 50 Гц, а
машины с наибольшей мощностью короткого замыкания до 60 кВ х А - на номинальное
напряжение питающей сети 220 В частотой 50 Гц. Машины, предназначенные для экспорта,
следует изготовлять на номинальное напряжение питающей сети частотой 50 или 60
Гц в соответствии с заказом-нарядом внешнеторговой организации. 3.3. Машины должны быть рассчитаны на
работу при качестве электроэнергии по ГОСТ 13109-87 и при отклонениях
напряжения питающей сети от минус 10 до плюс 5% номинального значения. 3.4. Машины с пневматическим приводом
должны быть изготовлены на номинальное давление сжатого воздуха питающей сети
0,63 МПа (6,3 кгс/см2). При этом сжатый воздух не должен быть грубее 10-го
класса по ГОСТ 17433-80. Для машин с гидравлическим приводом
номинальное давление рабочей жидкости должно соответствовать установленному в
стандарте или технических условиях на конкретную машину. 3.5. Машины с пневматическим приводом
должны обеспечивать номинальное усилие при отклонении давления сжатого воздуха
питающей сети от минус 15 до плюс 5% номинального значения и должны сохранять
работоспособность при уменьшении давления сжатого воздуха до 60% номинального
значения. (Измененная редакция, Изм. N 1). 3.6. Номинальные усилия сжатия и осадки
машин с пневматическим приводом должны быть рассчитаны на давление сжатого
воздуха не более чем 80% номинального давления питающей сети. 3.7. Машины должны быть рассчитаны для
работы при давлении охлаждающей воды 0,15 - 0,30 МПа (1,5 - 3,0 кгс/см2). Качество воды - по ГОСТ 2874-82, если нет
других указаний в стандарте или технических условиях на конкретную машину. 3.8. Номинальный режим работы машины
должен быть обеспечен при давлении охлаждающей воды 0,15 МПа (1,5 кгс/см2). 3.9. Вид климатического исполнения машин
- УХЛ4 и 04 по ГОСТ 15150-69, но для работы при температурах охлаждающей воды
на входе 5 - 25 °С. (Измененная редакция, Изм. N 1). 3.10. Машины предназначены для
эксплуатации в помещениях, в которых воздух соответствует требованиям ГОСТ
12.1.005-88. Перепад температур воздуха в течение одной смены - не более 10 °С. 3.11. Машины в части воздействия
механических факторов внешней среды должны соответствовать группе условий
эксплуатации М1 по ГОСТ 17516-72. Регуляторы цикла контактной сварки,
тиристорные контакторы и электропневматические клапаны, устанавливаемые внутри
машины или на машине, должны соответствовать группе условий эксплуатации М9 по
ГОСТ 17516-72. 3.12. Фактическое значение наибольшего
вторичного тока при номинальных условиях работы не должно отличаться от его
значения, указанного в стандарте или технических условиях на конкретную машину
более чем на: от минус 5 до плюс 10% - для машин группы
А; от минус 10 до плюс 10% - для машин
группы Б. 3.13. Значение вторичного тока короткого
замыкания машин группы А не должно изменяться от установленного значения более
чем на +/- 3% при изменении напряжения питающей сети по п. 3.3 и +/- 5% - при
изменении температуры нагревающихся частей при работе машины с номинальным
длительным вторичным током от начальной температуры, соответствующей первому
включению, до теплового равновесия частей машины. 3.14. Значение вторичного тока короткого
замыкания на машинах группы Б, аппаратура управления которых должна
компенсировать отклонения напряжения питающей сети, не должно изменяться более
чем от минус 5 до плюс 3,5% установленного значения. 3.15. Фазовая регулировка тока точечных,
шовных и рельефных машин должна обеспечивать регулирование тока в пределах не
менее 100 - 50%. 3.16. Изменение фазы включения
управляемых вентилей на машинах группы А должно осуществляться дискретно с
шагом, не превышающим 6% устанавливаемого уровня тока. 3.17. Для машин со ступенчатой
регулировкой тока отношение предельных значений коэффициента трансформации
сварочного трансформатора или (и) промежуточного трансформатора должно быть не
менее: 2,0 - для машин группы А; 1,4 " " " Б с фазовой регулировкой; 1,8 " " " Б без фазовой регулировки. 3.18. Для машин со ступенчатой
регулировкой тока, кроме конденсаторных машин и подвесных машин со встроенным
трансформатором, коэффициент трансформации при переходе со ступени
регулирования с номером n на ступень регулирования с номером n + 1 не должен
уменьшаться более чем на: 20% - для машин группы А, кроме машин
постоянного тока с шестифазным выпрямителем и машин группы Б без фазовой
регулировки; 30% - для машин постоянного тока с
шестифазным выпрямителем группы А и для машин группы Б с фазовой регулировкой. (Измененная редакция, Изм. N 1). 3.19. Для конденсаторных машин должно
быть обеспечено регулирование напряжения батареи конденсаторов не менее 100 -
40%. 3.20. Ток холостого хода сварочных
трансформаторов машин переменного тока, кроме подвесных машин со встроенным
трансформатором, при номинальном напряжении на номинальной ступени в процентах
от номинального длительного первичного тока машин не должен быть более: 50 - для машин с номинальным длительным
вторичным током до 2500 А включ.; 32 - для машин с номинальным длительным
вторичным током св. 2500 до 5000 А включ. 20 - для машин с номинальным длительным
вторичным током св. 5000 А. При этом температура магнитопроводов не
должна превышать норм, указанных в п. 3.51. Ток холостого хода сварочных
трансформаторов машин постоянного тока при номинальном напряжении на
номинальной ступени не должен быть более 20% номинального длительного
первичного тока машины. {Измененная редакция, Изм. N 1). 3.21. Номинальные значения длительного
вторичного тока - по ГОСТ 10594-80. 3.22. Фактическое значение усилия сжатия
или осадки не должно отличаться от его номинального значения, указанного в
стандарте или технических условиях на конкретную машину, более чем на: от минус 8 до плюс 8% - для машин с
пневматическим или гидравлическим приводом; от минус 8 до плюс 50% - для машин с
электромеханическим приводом. 3.23. Значение усилия сжатия машин группы
А при изменении давления сжатого воздуха по п. 3.5 и темпа работы от режима
отдельных включений до значений, установленных в стандарте или технических
условиях на конкретную машину, не должно изменяться более чем на +/- 8% по
сравнению с первоначальным значением. 3.24. Усилие сжатия или осадки
стационарных машин с пневматическим или гидравлическим приводом должно регулироваться
в пределах 4:1, не менее. (Измененная редакция, Изм. N 1). 3.25. На машинах с пневматическим
приводом должны устанавливаться манометры класса точности не ниже 1,5 для машин
группы А и 2,5 - для машин группы Б. Допускается устанавливать на машинах
манометры на 0,6 МПа (6,0 кгс/см2). По согласованию с потребителем
допускается устанавливать манометры класса точности 2,5 для машин группы А и 4
- для машин группы Б. (Измененная редакция, Изм. N 1, 2). 3.26. На машинах группы А с переменным
усилием время нарастания усилия от сварочного до 0,8 ковочного усилия не должно
быть более 0,04 с; разность между наибольшим и наименьшим
фактическими значениями времени до начала приложения ковочного усилия не должна
быть более 0,01 с. 3.27. Машины группы А должны иметь ползун
привода усилия сжатия, перемещающийся в направляющих с трением качения. 3.28. Для цилиндров пневматических
приводов машин устанавливают следующий ряд внутренних диаметров: 32, 36, 40,
45, 50, 56, 63, 70, 80, 90, 100, 110, 125, 140, 160, 180, 200, 220, 250, 280,
320, 360, 400, 450, 500, 560, 630, 710, 800 и 900 мм. 3.29. Отклонение длительности протекания
сварочного тока от установленного значения точечных, шовных и рельефных машин
переменного тока не должно быть более чем +/- 2% - для машин группы А и +/- 10%
- для машин группы Б. 3.30. Стационарные машины с консольным
расположением электродов должны быть изготовлены с номинальным раствором не
менее 25 мм плюс 0,15 длины вылета - для вылетов до 550 мм включ., и 65 мм плюс
0,05 длины вылета - для вылетов св. 550 мм. 3.31. Наибольший раствор стационарных
точечных и рельефных машин с регулируемым положением нижней консоли не должен
быть менее: 100 мм - при номинальном вылете до 200 мм включ.; 150 мм " " " от 250 до 500 мм включ.; 200 мм " " " св. 500 мм. 3.32. В стационарных точечных машинах
должна быть предусмотрена возможность изменения расстояния от одного из
электрододержателей до передней стенки машины не менее чем на 10% длины вылета
при вылете до 1000 мм и 100 мм - при вылете 1000 мм и более. 3.33. Фактические значения номинальных
вылета и раствора не должны отличаться от значений, установленных в стандарте
или технических условиях на конкретную машину, более чем от минус 5 до плюс
10%. 3.34. В шовных машинах устройство привода
вращения роликовых электродов должно обеспечивать регулирование линейной
скорости в пределах 5:1, не менее. Допускается как плавное, так и
ступенчатое регулирование скорости. При ступенчатом регулировании отношение
значений скоростей на любых двух следующих друг за другом ступенях не должно
быть более 1,25. (Измененная редакция, Изм. N 1). 3.35. Значение скорости роликовых
электродов при номинальных условиях не должно отличаться от установленной в
стандарте или технических условиях на конкретную машину более чем на +/- 10%. 3.36. Линейная скорость роликовых электродов
при номинальном усилии сжатия и изменениях напряжения сети по п. 3.3 не должна
отличаться от установленного значения более чем на +/- 10%. Для шовных машин с прерывистым (шаговым)
вращением роликовых электродов указанное отклонение относится к значению шага. 3.37. Вертикальное смещение электродов
точечных и шовных стационарных машин прессового типа, а также машин радиального
типа группы А под воздействием номинального усилия сжатия при безударной
нагрузке не должно быть более значений, указанных в табл. 1. Таблица 1 мм ──────────────────────┬─────────────────────────────────────────── Номинальный вылет │ Смещение для машин ├──────────────────────┬──────────────────── │ группы А │ группы Б ├──────────┬───────────┼─────────┬────────── │прессового│радиального│точечных │ шовных │ типа │ типа │прессово-│прессового │ │ │го типа │ типа ──────────────────────┼──────────┼───────────┼─────────┼────────── До 500 включ.│1,0 │1,5 │2,0 │2,5 Св. 500 " 1200 " │1,5 │2,0 │2,3 │2,8 " 1200 │2,0 │2,3 │2,5 │3,0 3.38. Взаимное смещение электродов
где F - номинальное усилие сжатия, даН
(кгс); К - коэффициент пропорциональности,
равный 0,010 для машин группы А и 0,025 для машин группы Б. (Измененная редакция, Изм. N 1). 3.39. Допуск параллельности контактных
поверхностей плит рельефных машин под воздействием номинального усилия сжатия
при безударной нагрузке - не более 0,4 мм на 100 мм радиуса окружности с
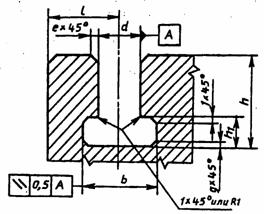
центром, расположенным на оси приложенного усилия. 3.39а. Размеры пазов должны
соответствовать указанным на черт. 1а и в табл. 1а.
Черт. 1а Таблица 1а ─────────┬────┬───┬───────────┬──────────┬─────┬─────┬─────┬────── Сварочное│ а │ b │ h │ h │ e │ f │ g │l, не усилие, Н│Н12 │+2 │ │ 1 │ │ │ │менее │ │ ├─────┬─────┼────┬─────┼─────┴─────┴─────┤ │ │ │ не │ не │но- │пред.│ не более │ │ │ │более│менее│мин.│откл.│ │ ─────────┼────┼───┼─────┼─────┼────┼─────┼─────┬─────┬─────┼────── < 5000 │12 │19 │25 │20 │8 │+1 │1,0 │0,6 │1,0 │20 >= 5000 │14 │23 │28 │23 │9 │+2 │1,6 │ │1,6 │22 Примечание. Допускается вместо фасок е,
f, g выполнять скругление угла радиусом R1, не превышающим размеры фасок. 3.39б. На каждой крепежной плите должно
быть четное число пазов. Допускается нечетное число пазов, если средний паз
расположен на осевой линии плиты. 3.39в. Расстояние между осями пазов
должно быть (63 +/- 0,5) мм или кратное ему. 3.39г. Пазы в нижней крепежной плите
следует размещать под углом 90° к направлению полезного вылета, а в верхней
крепежной плите - по направлению полезного вылета. 3.39б - 3.39г. (Введены дополнительно,
Изм. N 3.) 3.40. Несовпадение центров рабочих
поверхностей электродов при их контактировании в стационарных точечных и шовных
машинах группы А не должно быть более 0,5 мм при всех возможных рабочих
положениях. 3.41. Взаимное расположение деталей
компактного сечения, сваренных при номинальном усилии осадки, для стыковых
машин с прямолинейным перемещением подвижного зажима должно быть таким, чтобы
тангенс угла между продольными осями этих деталей не превышал значения 0,012
при допуске соосности деталей, указанном в табл. 2. Таблица 2 мм ───────────────────────────────┬────────────────────────────────── Диаметр прутков │ Допуск соосности ───────────────────────────────┼────────────────────────────────── От 5 до 25 включ. │0,5 Св. 26 " 48 " │0,7 " 50 " 58 " │1,0 " 60 " 78 " │1,1 " 80 " 95 " │1,3 От 100 до 115 включ. │1,7 Св. 120 " 150 " │2,0 " 160 " 200 " │2,5 " 210 " 250 " │3,0 Для стыковых машин с радиальным
перемещением подвижного зажима, а также стыковых машин для сварки некомпактных
сечений (пустотелых деталей с большим периметром; тонкостенных труб, листов,
лент и проволоки) требования к взаимному расположению сваренных деталей должны
быть установлены в технических условиях на конкретные машины. (Измененная редакция, Изм. N 3, 4). 3.42. Зажимные приспособления стыковых
машин с усилием осадки 1000 даН (~ 1000 кгс) и более должны обеспечивать
регулирование их положения для совмещения свариваемых деталей. Допускается
регулировать в одном зажиме вертикальное, а в другом - горизонтальное смещения. Регулирование положения токопроводящих
губок установкой прокладок под контактирующие части не допускается. Диапазон регулирования следует
устанавливать в стандарте или технических условиях на конкретную машину. 3.43. Сливные устройства системы водяного
охлаждения стационарных машин должны обеспечивать возможность наблюдения за
протеканием воды или иметь систему сигнализации, или отключения машины при
прекращении подачи воды. 3.44. Для машин группы А должно быть
предусмотрено наличие открытого слива при сбросе охлаждающей воды в
канализацию. 3.45. Для машин группы А должно быть
предусмотрено наличие системы сигнализации или блокировки включения тока машины
при критическом повышении температуры отдельных частей, указанных в стандарте
или технических условиях на конкретную машину. 3.46. Первичная обмотка сварочного
трансформатора, поверхность скольжения направляющих и подшипники должны быть
защищены от попадания брызг расплавленного металла. 3.47. Конструкцией машин должна быть
предусмотрена возможность транспортирования краном машин в целом или их
составных сборочных единиц. 3.48. Напряжение между двумя любыми
выводами первичной обмотки сварочного трансформатора на любой ступени
регулирования должно быть не более 1000 В. Для подвесных машин со встроенным
трансформатором это требование относится к промежуточному трансформатору или
автотрансформатору. 3.49. Переключатель ступеней машин группы
Б без фазовой регулировки и с длительным первичным током не более 470 А и машин
группы А должен обеспечивать переключение ступеней при выключенном токе без
применения инструмента. 3.50. Коммутационная аппаратура и
выпрямительные блоки машины должны быть рассчитаны на кратковременные разовые
включения при наибольшем вторичном токе машины. 3.51. Наибольшие превышения температуры
для обмоток сварочного трансформатора не должны быть более указанных в табл. 3. Таблица 3 ────────┬─────────────┬─────────────────────────────────────────── Охлаж- │Метод измере-│Превышение температуры, °С, по отношению к дающая │ния темпера- │охлаждающей среде при классах нагревостой- среда │туры │кости изоляции по ГОСТ 8865-87 │ ├──────┬────────┬────────┬────────┬───────── │ │ А │ Е │ В │ F │ Н ────────┼─────────────┼──────┼────────┼────────┼────────┼───────── Воздух │По изменению │60 │75 │85 │105 │130 │сопротивления│ │ │ │ │ │Термометром │55 │70 │80 │100 │120 │Заложенными │60 │75 │85 │110 │135 │детекторами │ │ │ │ │ ────────┼─────────────┼──────┼────────┼────────┼────────┼───────── Вода │По изменению │70 │85 │95 │115 │140 │сопротивления│ │ │ │ │ │Термометром │65 │80 │90 │110 │130 │Заложенными │70 │85 │95 │120 │145 │детекторами │ │ │ │ │ Максимально допускаемая температура
обмоток сварочного трансформатора и соприкасающихся с ними магнитопроводов
должна соответствовать указанной в табл. 3 с учетом температуры охлаждающей
среды (40 °С для воздуха и 25 °С для воды). Температура металлических частей,
соприкасающихся с изоляцией других проводников, - по ГОСТ 8865-87. Температура частей вторичного контура, за
исключением вторичного витка сварочного трансформатора и электродов, не должна
быть более 70 °С для машин постоянного тока и низкочастотных группы А и 100 °С
- для машин переменного тока группы А и машин группы Б. (Измененная редакция, Изм. N 1, 2). 3.52. Межвитковая изоляция первичной
обмотки сварочного трансформатора при установке переключателя на наибольшую
ступень регулирования должна выдерживать испытательное напряжение на 30% более
номинального напряжении питающей сети. 3.53. Изоляция между частями вторичной
цепи сварочного трансформатора и корпусом машины должна выдерживать
испытательное напряжение, равное номинальному напряжению питающей сети. 3.54. Изоляция первичной обмотки
сварочного трансформатора от корпуса должна выдерживать испытательное
напряжение, указанное в табл. 4. Таблица 4 ─────────────────────────────────────────┬──────────────────────── Номинальное напряжение испытываемой │Испытательное напряжение обмотки │ ─────────────────────────────────────────┼──────────────────────── До 220 включ. │1700 Св. 220 до 380 включ. │2000 " 380 " 500 " │2250 " 500 " 600 " │2500 3.55. Сопротивление изоляции между
корпусом и цепями, электрически связанными с питающей сетью, в холодном
состоянии при нормальных климатических условиях должно быть не менее 1,0 МОм. 3.56. Уровень радиопомех, создаваемых при
работе машины, не должен превышать значений, установленных общесоюзными нормами
допускаемых индустриальных радиопомех (Нормы 8 - 72). (Измененная редакция, Изм. N 1). 3.57. В стандарте или в технических
условиях на конкретную машину должны быть указаны установленная безотказная
наработка, ч; установленный ресурс до капитального ремонта, ч. При этом полный
установленный срок службы должен быть: для стационарных точечных, рельефных,
стыковых машин - не менее 7 лет; стационарных шовных - не менее 6 лет; подвесных точечных и передвижных стыковых
машин - не менее 4 лет. (Измененная редакция, Изм. N 3). 3.58. Критерием для списания машин, кроме
подвесных и стыковых передвижных, является необходимость проведения четвертого
капитального ремонта. Критерием для списания подвесных и стыковых передвижных
машин является необходимость проведения третьего капитального ремонта. 3.59. В стандарте или технических
условиях на конкретную машину должны быть указаны критерии отказа и предельного
состояния для среднего и капитального ремонтов. 3.60. В стандарте или технических
условиях на конкретную машину должна быть указана средняя оперативная
трудоемкость технического обслуживания и установленных видов ремонтов. 4. ТРЕБОВАНИЯ
БЕЗОПАСНОСТИ 4.1. Требования безопасности к
конструкции машин и входящих в комплект машин изделий - по ГОСТ 12.2.007.8-75,
ГОСТ 12.4.040-78 и ГОСТ 12.3.003-86. Класс машин по способу защиты человека от
поражения электрическим током - 01 по ГОСТ 12.2.007.0-75. Допускается изготовлять подвесные машины
класса защиты I и комбинированные с отдельными частями классов I и 01 по ГОСТ
12.2.007.0-75. (Измененная редакция, Изм. N 1). 4.2. Степень защиты машины, кроме частей,
указанных в п. 4.3, - IP00 по ГОСТ 14254-80. 4.3. Степень защиты частей машины,
находящихся под напряжением сети, в том числе расположенных в отдельном
корпусе, - IP20 по ГОСТ 14254-80. 4.4. Значения шумовых характеристик
должны быть установлены в стандартах или технических условиях на конкретные
машины в соответствии с требованиями ГОСТ 23941-79 в виде эквивалентных уровней
звука в контрольных точках. Координаты этих точек должны быть установлены в стандартах
или технических условиях на конкретные машины. Если значения эквивалентного уровня
звука, возникающего от проведения технологического процесса сварки на
номинальном режиме, превышают значения 80 дБА, то в стандартах или технических
условиях на конкретные машины допускается устанавливать технически достижимые
их значения с указанием мер защиты от шума по ГОСТ 12.1.003-83. 4.4. Допустимые уровни шума, создаваемого
контактной машиной, - по ГОСТ 12.1.035-81. (Измененная редакция, Изм. N 4). 4.5. Уровень вибрации машины должен
соответствовать требованиям ГОСТ 12.1.012-78. 4.6. При проведении электрических
испытаний и измерений следует соблюдать требования безопасности по ГОСТ
12.3.019-80. (Введен дополнительно, Изм. N 1). 5. КОМПЛЕКТНОСТЬ 5.1. В комплект машины должны входить: аппаратура электрической защиты от
аварийных режимов, если она не встроена в машину; специальный инструмент, запасные пасти,
сменные и быстро-. изнашивающиеся детали, предусмотренные ведомостью ЗИП. К машине следует прилагать эксплуатационную
документацию (техническое описание, инструкцию по эксплуатации, паспорт и
ведомость ЗИП по ГОСТ 2.601-68). (Измененная редакция, Изм. N 1). 5.2. В эксплуатационной документации
(техническом описании или паспорте) должны быть указаны: рекомендуемый диапазон толщин или сечений
свариваемых деталей с указанием марки металла; номинальное напряжение и частота питающей
сети; наибольший вторичный ток; номинальная ступень; номинальный длительный вторичный ток; наименьшее, наибольшее и номинальное
усилия сжатия или осадки и зажатия; наименьшее, наибольшее и номинальное
значения вылета и раствора (для точечных, шовных и рельефных машин); коэффициент мощности для машин
переменного тока при коротком замыкании (для конденсаторных машин не указывают)
при номинальных и (или) предельных вылете и (или) растворах для точечных,
шовных и рельефных машин с регулируемым вылетом и (или) раствором и при
предельных расстояниях между токоведушими губками для стыковых машин; наибольшая кратковременная
производительность для толщин или сечений и марки металла, указанного в
стандарте или технических условиях на машину, с указанием времени, в течение
которого ее допускается использовать, и условий, при которых она может быть
достигнута (например рабочий ход электродов для точечных и рельефных машин); наименьшая и наибольшая линейная скорость
роликовых электродов номинального диаметра для шовных машин; коэффициент трансформации на всех
ступенях регулирования сварочного трансформатора; нагрузочные характеристики для всех
ступеней регулирования (для конденсаторных машин и стыковых машин для сварки
оплавлением не включают); графики типичных импульсов тока (для
низкочастотных и конденсаторных машин); сопротивление постоянному току вторичного
контура машины со вторичной обмоткой сварочного трансформатора; графики зависимости усилий сжатия (в том
числе ковочного усилия для машин с переменным усилием сжатия) или осадки и
зажатия деталей от регулируемых параметров (например давления сжатого воздуха); расход охлаждающей воды; расход сжатого воздуха, приведенного к
свободному состоянию, при соответствующих этому расходу условиях (например, при
заданных усилии и ходе электродов), отнесенный к числу выполняемых операций; наибольшая мощность при коротком
замыкании - для машин переменного тока, постоянного тока и низкочастотных; мощность при ПВ = 50%; наибольшая мощность при зарядке (при
наибольших емкости и напряжении батареи конденсаторов) и длительная мощность за
цикл работы машины - для конденсаторных машин; число фаз для силовой электрической части
машины и вспомогательных цепей; сечение кабеля силовой и вспомогательной
цепей подключения машины к питающей сети и аппаратуре управления; особенности аппаратуры управления
(например, возможность использования фазовой регулировки и модуляции тока); зависимость длительности модуляции
сварочного тока от положения рукоятки; значение постоянных времени
пневматических и электромеханических устройств (например, задержка включения
ковочного усилия относительно электрической команды, срабатывание электромагнитной
муфты) для машин группы А; степень защиты по ГОСТ 14254-80 и класс
защиты по ГОСТ 12.2.007.0-75; (Измененная редакция, Изм. N 1, 4). 6. ПРАВИЛА ПРИЕМКИ 6.1. Для проверки соответствия машин
требованиям настоящего стандарта предприятие-изготовитель должно проводить
приемосдаточные, периодические, типовые и квалификационные испытания. 6.2. Каждую машину следует подвергать
приемосдаточным испытаниям на соответствие требованиям пп. 3.1, 3.2, 3.17,
3.18, 3.19, 3.20, 3.25, 3.40, 3.44, 3.45, 3.52 - 3.55, 4.1, 5.1, 8.1 - 8.6. При
этом также проверяют пневматическую и гидравлическую системы, системы водяного
охлаждения, взаимодействие частей машины, а у машин постоянного тока,
конденсаторных и низкочастотных, кроме того, сопротивление постоянному току
вторичного контура со вторичной обмоткой сварочного трансформатора. (Измененная редакция, Изм. N 1). 6.3. Периодические испытания следует
проводить не реже раза в два года на одной из машин серийного выпуска и
прошедшей приемосдаточные испытания. При этом проверяют соответствие
требованиям пп. 2.1, 2.2, 3.3 - 3.8, 3.12 - 3.15, 3.22, 3.24, 3.33, 3.35, 3.37
- 3.39, 3.41, 3.50, 3.51, 3.56, 5.2, работоспособность при сварке, наибольшую
кратковременную производительность, взаимодействие частей машины и
сопротивление вторичного контура со вторичным витком постоянному току. Если при периодических испытаниях хотя бы
один из параметров испытуемой машины не будет соответствовать требованиям
настоящего стандарта, то проводят повторные испытания по всей программе на
удвоенном числе машин. Результаты повторных испытаний являются окончательными. (Измененная редакция, Изм. N 1, 3, 4). 6.4. Типовые испытания следует проводить
при изменении конструкции, материалов или технологии изготовления, если эти изменения
могут оказать влияние на характеристики и параметры машин и должны включать
проверку параметров, которые могут при этом измениться. Допускается проводить типовые испытания
отдельно взятых сборочных единиц, если изменения не влияют на параметры и характеристики
других сборочных единиц. При изменении конструкции, материалов или
технологии изготовления нескольких типов конструктивно подобных машин
допускается проводить испытания на машинах только одного типа. 6.5. Квалификационные испытания проводят
на одной из машин установочной серии или головном образце прошедших
приемосдаточные испытания, по программе периодических испытаний, а также на
соответствие требованиям пп. 3.9 - 3.11, 3.16, 3.21, 3.23, 3.26 - 3.32, 3.34,
3.36, 3.39а - 3.39г, 3.42, 3.43, 3.46 - 3.49, 3.56, 3.57, 4.2 - 4.5, 8.7 и 8.8. (Измененная редакция, Изм. N 1, 3). 6.6. Испытания по пп. 3.3, 3.4, 3.9,
3.10, 3.15, 3.16, 3.19, 3.56, 4.4, 4.5, 8.7 и 8.8 допускается проводить на
машине одного типа из серии конструктивно подобных машин. 6.5, 6.6. (Измененная редакция, Изм. N
1). 7. МЕТОДЫ ИСПЫТАНИЙ 7.1. Проверку машины на соответствие
требованиям рабочих чертежей и пп. 3.1, 3.2, 3.25, 3.27, 3.28, 3.30 - 3.33,
3.39а - 3.39г, 3.42 - 3.49, 5.1, 8.1 - 8.6 проводят внешним осмотром машины и
необходимыми измерениями. (Измененная редакция, Изм. N 3). 7.2. Электрические параметры, кроме
вторичного тока, при квалификационных, типовых и периодических испытаниях машин
следует измерять приборами класса точности не ниже 0,5, при приемосдаточных -
класса точности не ниже 1 по ГОСТ 8.401-80. Приборы следует подбирать так, чтобы
определяемые значения находились в пределах 20 - 95% шкалы. Вторичный ток допускается измерять
нестандартными средствами, аттестованными в соответствии с ГОСТ 8.326-78. 7.3. Работу машины при отклонениях
напряжения сети (п. 3.3) проверяют при включенном токе в течение 15 мин при
наибольшем и 15 мин при наименьшем напряжениях. При этом питание машины
осуществляется через потенциал-регулятор или от моторгенераторной установки или
других устройств, обеспечивающих имитацию колебаний напряжения питающей сети. (Измененная редакция, Изм. N 1). 7.4. Пневматическую и гидравлическую
системы машины (п. 3.4) следует проверять в течение 5 мин испытательным
давлением, равным 1,25 рабочего давления, при котором достигается номинальное
усилие. Гидравлические системы машин допускается
проверять от насосной станции машины. 7.5. Работоспособность машины при
изменениях давления сжатого воздуха питающей сети (п. 3.5) следует проверять
одновременно с проверкой взаимодействия частей машины в течение 15 мин при
наибольшем и 15 мин при наименьшем давлениях. Допускается проводить проверку отдельных
составных частей машины, указанных в стандарте или технических условиях на
конкретную машину. (Измененная редакция, Изм. N 1). 7.6. Усилия сжатия и осадки (пп. 3.6,
3.22 и 3.24) измеряют динамометром при ходе электрода (до динамометра) не более
1 мм. Для точечных и шовных машин следует использовать специальное
приспособление, имитирующее один из электродов, в рабочую поверхность которого
завальцован шарик. Допускается усилие измерять
тензометрическим методом. Для стыковых машин допускается измерять усилие
методом вдавливания шарика в шлифованную плиту из металла известной твердости. Измерения проводят при выключенном токе. 7.7. Охлаждающую систему следует
проверять в течение 5 мин при открытых сливных отверстиях при расчетном расходе
воды или при закрытых сливных отверстиях при давлении на входе 0,3 МПа (3
кгс/см2), при этом утечки из соединений и охлаждаемых деталей не допускаются. (Измененная редакция, Изм. N 3). 7.8. Устойчивость к климатическим
воздействиям (п. 3.9) проверяют по ГОСТ 16962.1-89, метод 204-1. 7.9. Проверка на воздействие механических
факторов внешней среды (п. 3.11) - по ГОСТ 16962-71, методы 103-2 и (или)
104-1. 7.10. Наибольший вторичный ток (п. 3.12)
измеряют при коротком замыкании электродов на наибольшей ступени при наименьших
размерах вылета и раствора. Отношение токов короткого замыкания на
максимальной и минимальной ступенях регулирования определяют при одинаковых
значениях вылета и раствора. При измерениях тока на стороне высшего
напряжения сварочного трансформатора производят соответствующий пересчет и,
если при условиях измерений значение тока холостого хода превышает 5%
измеряемого тока, следует внести соответствующие поправки. Допускается измерение
осциллографированием тока на стороне высшего напряжения сварочного
трансформатора. Допускается опыт короткого замыкания
проводить при пониженном напряжении с последующим пересчетом по правилу
пропорциональности тока напряжению. (Измененная редакция, Изм. N 2). 7.11. Короткое замыкание точечных и
шовных машин осуществляют непосредственным замыканием электродов при наибольшем
усилии, развиваемом машиной. При этом рабочие поверхности электродов точечных
машин должны быть плоскими, а шовных - цилиндрическими. Диаметр рабочей поверхности электродов
точечных машин или ширина рабочей поверхности электродов шовных машин в
миллиметрах должна быть
где F - наибольшее усилие, развиваемое
машиной, даН. Примечание. Электроды точечных машин - по
стандартам или техническим условиям на электроды конкретных типов. (Измененная редакция, Изм. N 3). 7.12. Короткое замыкание рельефных машин
осуществляют медной планкой, которую устанавливают между рабочими плитами по
оси привода сжатия. Площадь поперечного сечения планки должна быть достаточной,
чтобы предотвратить ее перегрев. Планка должна зажиматься наибольшим усилием,
развиваемым машиной. Длина медной планки в миллиметрах между рабочими плитами
при определении наибольшей мощности короткого замыкания должна быть L = 0,012F + 75, где F - наибольшее усилие, развиваемое
машиной, даН. Если наименьшее расстояние между плитами больше полученного по
расчету, то длина планки должна быть равна наименьшему расстоянию плюс 5 мм. 7.13. Короткое замыкание стыковых машин
осуществляют между электродами машины при помощи медной планки, площадь
поперечного сечения которой должна быть достаточной для предотвращения ее
перегрева у контактных поверхностей. Планка должна зажиматься наибольшим
усилием, развиваемым машиной. Длина планки в миллиметрах между
зажимными губками (в свету) при определении наибольшей мощности короткого
замыкания должна быть:
где S - наибольшее свариваемое сечение
компактного профиля, мм2; В - наибольшая ширина губки, мм. 7.14. Заданную точность воспроизведения
тока короткого замыкания при отклонениях напряжения питающей сети (пп. 3.13;
3.14) проверяют измерением тока при наименьшем, номинальном и наибольшем
значениях напряжения на зажимах машины. Для машин переменного тока допускается
проводить проверку только аппаратуры управления при включении ее на
эквивалентную нагрузку. Для машин постоянного тока и
низкочастотных допускается проводить проверку на аппаратуре управления по
регулировочным характеристикам. Для проверки заданной точности
воспроизведения тока короткого замыкания при изменении температуры (п. 3.13)
нагревают машину и измеряют ток до и после нагрева. 7.15. Фазовую регулировку (пп. 3.15 и
3.16) допускается проверять испытанием аппаратуры управления. 7.14, 7.15. (Измененная редакция, Изм. N
1). 7.16. Вторичное напряжение холостого хода
сварочного трансформатора и коэффициент трансформации (пп. 3.17 и 3.18)
определяют на всех ступенях регулирования. Коэффициент трансформации определяют
методом двух вольтметров. Допускается изменение коэффициента
трансформации по ступеням сварочного трансформатора проверять как для
установленного в машине, так и для отдельно взятого трансформатора. Регулирование напряжения батареи
конденсаторов (п. 3.19) проверяют с помощью вольтметра. 7.17. Ток холостого хода сварочного
трансформатора (п. 3.20) проверяют при разомкнутой цепи на стороне низшего
напряжения и при подведении номинального для трансформатора первичного
напряжения номинальной частоты на стороне высшего напряжения. Проверку допускается проводить как для
установленного в машине, так и для отдельно взятого трансформатора. 7.18. Фактические значения номинального
длительного вторичного тока (п. 3.21) и температуры обмоток трансформатора и
частей машины (п. 3.51) определяют при проверке машины на нагрев в
повторно-кратковременном режиме. Вторичный ток (
где Продолжительность включения (ПВ) в
процентах определяют по формуле
где
Продолжительность цикла определяют в
зависимости от назначения машины. Проверку следует проводить при нагрузке
на участке электрод-электрод или при коротком замыкании электродов машины. Для
машин с синхронным включением сварочного тока допускается проводить проверку
при Проверку следует проводить на ступени
регулирования, для которой плотность тока в первичной обмотке трансформатора
наибольшая. Фактическое значение номинального
длительного вторичного тока определяют по формуле
где
При проверке следует контролировать
расход и температуру охлаждающей воды и следить за постоянством вторичного
тока, при этом давление охлаждающей воды (п. 3.8) должно быть не более 0,15 МПа
(1,5 кгс/см2). За температуру охлаждающей воды принимают
среднее значение температуры на входе в машины за последнюю четверть цикла
испытания на нагрев. Испытания машины на нагрев продолжают до
тех пор, пока повышение температуры всех ее частей в течение одного часа будет
не более 3 °С, то есть до достижения теплового равновесия частей машины. Повышение температуры первичных обмоток
трансформатора измеряют методом сопротивления или с помощью заложенных детекторов,
вторичных обмоток трансформатора и вторичной цепи - с помощью заложенных
детекторов и (или) термометров. При применении метода сопротивления
температура должна измеряться при отключенной охлаждающей воде и при снятой
нагрузке. Первые измерения проводят не ранее чем через 15 с и не позднее чем
через 30 с после отключения машины. Превышение температуры обмотки,
изготовленной из меди, над температурой охлаждающей среды (
где
(Измененная редакция, Изм. N 2, 3). 7.19. Изменение усилия сжатия при
изменении темпа работы машины (п. 3.23) определяют при проверке взаимодействия
всех частей машины. Изменение усилия сжатия записывают с
помощью осциллографа. При этом определяют среднее значение усилия за последние
80% длительности приложения усилия до момента его спада в течение
контролируемого цикла. 7.20. Усилие сжатия или осадки (пп. 3.22
и 3.24) измеряют при нескольких значениях давления сжатого воздуха, причем
наименьшее и наибольшее значения давления в рабочих камерах должны быть
соответственно не более 0,16 и не менее 0,63 номинального давления сжатого
воздуха в питающей сети. При определении пределов диапазона
регулирования усилия сжатия машин с пневматическим приводом его наименьшее и
наибольшее значения определяют при давлении сжатого воздуха в рабочих камерах
не менее 0,08 и не более 1,05 соответственно номинального давления сжатого
воздуха в питающей сети. Наименьшее, номинальное и наибольшее
значения усилия сжатия допускается определять методом экстраполяции и
интерполяции. 7.21. Время до начала нарастания
ковочного усилия и время нарастания усилия от сварочного до ковочного (п. 3.26)
определяют с помощью осциллографа. Проверка должна быть проведена не менее чем
для 5 циклов. 7.22. Заданную длительность и точность
воспроизведения установленной длительности протекания сварочного тока (п. 3.29)
проверяют с помощью осциллографа или приборами, измеряющими длительность
протекания электрических сигналов, при коротком замыкании электродов машины. Допускается проверять только аппаратуру
управления. (Измененная редакция, Изм. N 1). 7.23. Сопротивление постоянному току
сварочного контура со вторичной обмоткой сварочного трансформатора следует
измерять при изолированных друг от друга электродах машины методом
амперметра-вольтметра. Значение тока при измерении - 1 - 10% номинального
вторичного длительного тока. Для проверки следует применять источник
постоянного тока с падающей характеристикой, допускающей короткое замыкание. Коэффициент пульсации - не более 5%.
Падение напряжения в контуре, на его участках и во вторичной обмотке сварочного
трансформатора измеряют милливольтметром. При приемосдаточных испытаниях
допускается выполнять измерения сопротивления микроомметром. Сопротивление постоянному току сварочного
контура со вторичной обмоткой сварочного трансформатора машин постоянного тока
проверяют при соблюдении следующих условий. Общее сопротивление контура от электродов
до сборных шин выпрямительных блоков определяют, измеряя сопротивления верхней
и нижней частей контура (от верхнего электрода до сборных шин выпрямительных
блоков и от нижнего электрода до сборных шин выпрямительных блоков). При этом
должны быть измерены падения напряжения в параллельных ветвях контура от
электродов до сборных шин. При периодических испытаниях следует
измерять также сопротивление каждого из элементов сварочного контура от
электродов до сборных шин. Сопротивление вторичной обмотки сварочного
трансформатора следует измерять для каждого витка непосредственно на шинах
выпрямительных блоков. 7.24. Скорость роликовых электродов (пп.
3.34 и 2.35) следует проверять без включения вторичного тока измерением частоты
вращения ведущего ролика и последующим вычислением линейной скорости, исходя из
номинального диаметра ролика, или измерением линейного перемещения детали между
роликами номинального диаметра в течение заданного времени. Измерения следует выполнять при
приложении к роликовым электродам номинального усилия сжатия - при проверке
наименьшей скорости сжатия, наименьшего усилия сжатия - при проверке наибольшей
скорости. (Измененная редакция, Изм. N 1, 2). 7.25. Отклонение скорости роликовых
электродов (п. 3.36) следует рассчитывать по результатам сварки определением
шага точек. Наибольшие отклонения не должны быть более +/- 10% среднего
значения шага. 7.26. Смещения электродов точечных и
шовных машин (пп. 3.37 и 3.38) следует определять при номинальных вылете и
усилии сжатия без включения сварочного трансформатора. Допускается измерять
смещение при усилии 0,75 - 1,25 номинального значения с последующим пересчетом
по правилу пропорциональности смещения усилию сжатия. Смещения электродов точечных и шовных
машин следует измерять индикатором. При измерении взаимного смещения электродов
должна быть исключена их взаимная фиксация под воздействием приложенного
усилия. Допускается измерять относительное
смещение электродов, зажимая между ними две стальные пластины, разделенные
между собой резиновой прокладкой. При этом рабочие поверхности электродов
должны быть расположены в точке, соответствующей середине номинального
раствора. Допускаемое отклонение +/- 5 мм. Несовпадение центров рабочих поверхностей
электродов (п. 3.40) проверяют в двух крайних по высоте положениях с учетом
возможных диапазонов изменения раствора, положения электрододержателей и
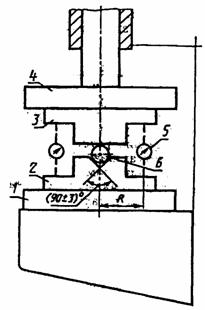
диаметров роликовых электродов. 7.27. Отклонение от параллельности
контактных поверхностей плит рельефных машин (п. 3.39) следует определять с
помощью приспособления, схема которого приведена на черт. 2.
1 и 4 - плиты; 2 и 3 - стальные призмы; 5 - индикатор; 6 - шарик Черт. 2 За отклонение следует принимать разность
между наибольшим и наименьшим показаниями индикатора в точках измерения,
расположенных на окружности произвольного радиуса R с центром, расположенным на
оси приложения усилия, отнесенную к 100 мм длины радиуса. Число точек измерения
- не менее 6. Угол между двумя соседними точками - не более 90°. При этом
диаметр шарика 6 должен быть равен 12 мм при номинальном усилии сжатия до 2000
даН ( 7.28. Точность взаимного положения
сваренных деталей для стыковых машин с прямолинейным перемещением подвижного
зажима (п. 3.41) следует проверять после сварки образцов сплошного сечения из
низкоуглеродистой стали измерением деформации сварных образцов. Диаметр
образцов должен соответствовать указанному в стандарте или технических условиях
на конкретную машину. Деформацию образца следует измерять в двух точках,
расположенных по одну сторону от стыка, при вращении образца на 360° вокруг оси
той его части, которая расположена по другую сторону от стыка, при помощи
индикатора. Расстояние между точками измерения деформации должно быть не менее
100 мм.. Тангенс угла наклона осей сваренных
деталей
где
l - расстояние между точками измерения, мм. Смещение осей сваренных деталей х в
миллиметрах определяют по формуле
где После измерений необходимо определить
характер изменения Точность взаимного положения сваренных
деталей для стыковых машин с радиальным перемещением подвижного зажима, а также
стыковых машин для сварки некомпактных сечений, следует проверять по методике,
указанной в технических условиях на машины конкретных типов. (Измененная редакция, Изм. N 3, 4). 7.29. Соответствие машины требованиям п.
3.50 проверяют сравнением паспортных данных устройств, (например разрывную
мощность коммутационной аппаратуры) с параметрами машины, полученными при
коротком замыкании по пп. 7.10 - 7.13. 7.30. Проверка изоляции (п. 3.52 - 3.54)
- по ГОСТ 2933-83. Время приложения испытательного
напряжения при проверке изоляции по п. 3.52 - до момента достижения допускаемой
температуры для данного класса изоляции, но не более 5 мин, по пп. 3.53 - 3.54
- 1 мин. Проверку изоляции между частями вторичной
цепи сварочного трансформатора и корпусом машины для машин с заземленной
вторичной цепью следует проводить до соединения трансформатора с контуром. Если
невозможно выполнить это условие, допускается судить о надежности изоляции по
результатам опыта холостого хода. При проверке электрической прочности
изоляции следует отключать элементы, не допускающие приложения напряжений,
указанных в п. 3.54. При повторной проверке изоляции по п.
3.54 испытательное напряжение должно быть не более 80% от указанного в табл. 4. (Измененная редакция, Изм. N 2). 7.31. Сопротивление изоляции по п. 3.55
измеряют мегаомметром на напряжение 500 В. При измерении должны быть приняты
меры, предотвращающие повреждение частей машины, для которых напряжение 500 В
недопустимо. 7.32. Проверку машины на сварку следует проводить
на образцах, толщина (сечение) и металл которых установлены в стандарте или
технических условиях на конкретную машину. 7.33. Наибольшую кратковременную
производительность машины следует проверять не менее чем на трех образцах,
толщина или сечение которых указаны в стандарте или технических условиях на
конкретную машину. Производительность точечных машин следует
проверять при ходе электрода, равном двойной суммарной толщине свариваемых
деталей плюс 2 мм, шаге точек по ГОСТ 15878-79 и в режиме сварки, установленном
при проверке машин на сварку по п. 7.32 настоящего стандарта. Ход электрода следует определять при
остановке электрода в крайнем верхнем положении, установленном для проведения
проверки. Перед сваркой второй и последующих точек электрод может не доходить
до крайнего верхнего положения. Время на установку и снятие образцов при
определении производительности не учитывают. Производительность рельефных машин
следует проверять без сварки при ходе электрода 20 мм и наименьшем времени
между окончанием подъема и началом опускания верхней плиты. В остальном
устанавливают тот цикл работы, который был определен в режиме сварки,
установленном при проверке машины на сварку по п. 7.32 настоящего стандарта. Производительность стыковых машин следует
проверять в режиме сварки, установленном при проверке машин на сварку по п.
7.32 настоящего стандарта. При этом определяют время машины в течение одного
цикла сварки, которое отсчитывают от начала зажатия зажимов или подачи команды
на их зажатие до момента остановки зажимов в раскрытом положении. (Измененная редакция, Изм. N 2). 7.34. Взаимодействие всех частей машины
при приемосдаточных испытаниях следует проверять в режиме наибольшей
кратковременной производительности без включения вторичного тока в течение 15
мин (не менее) или при включении тока в течение 3 мин. При этом для шовных
машин проверку начинают с наименьшей скорости вращения электродов и заканчивают
при наибольшей скорости вращения электродов. Затем должно быть проверено
взаимодействие частей машины при сварке образца в пределах одной из толщин
(сечения), установленных в стандарте или технических условиях на конкретную
машину. Для стыковых машин с ручным приводом допускается проводить проверку
только при сварке образцов. Если во время проверки происходит отказ одной из
составных частей машины, неисправность устраняют, а проверку проводят повторно.
При этом число свариваемых образцов и время испытаний без сварки удваивают. (Измененная редакция, Изм. N 1). 7.35. Взаимодействие всех частей машины
при квалификационных и периодических испытаниях следует проводить при работе
без сварки в режиме по п. 7.33 в течение 1 ч при включенном токе или в течение
6 ч без включения тока. Во время работы точечной, шовной и рельефной
машины без включения тока должна быть проверена работоспособность машины при
наименьшем усилии сжатия в течение 5 мин (не менее). Для стыковых машин с ручным приводом
допускается проводить проверку сваркой не менее 20 образцов, совмещая ее с
проверкой на наибольшую кратковременную производительность. Если во время
проверки происходит отказ одной из составных частей машины, неисправности
устраняют, а проверку проводят повторно в полном объеме. При проверках при включенном токе время
его прохождения должно быть ограничено исходя из допускаемого нагрева частей
машины. При этом значение длительного вторичного тока должно быть не менее 0,9
его номинального значения. 7.36. Проверка уровня радиопомех,
создаваемых машиной (п. 3.56), - по ГОСТ 16842-82 и общесоюзным нормам
допускаемых индустриальных радиопомех (Нормы 8 - 72). (Измененная редакция, Изм. N 1). 7.37. Показатели надежности машины (пп.
3.57 и 3.60) проверяют по методике, разработанной Министерством
электротехнической промышленности. 7.38. Проверка соответствия машин
степеням защиты (пп. 4.2 и 4.3) - по ГОСТ 14254-80. 7.39. Проверка шумовых характеристик (п.
4.4) - по ГОСТ 12.1.028-80. 7.40. Уровень вибрации (п. 4.5),
создаваемый машиной на рабочем месте, проверяют по ГОСТ 12.1.012-78. 7.41. Дополнительные требования к
проверке машин, предназначенных для экспорта в районы с тропическим климатом, -
по ГОСТ 16962.1-89. (Измененная редакция, Изм. N 1, 4). 7.42. Проверку массы (п. 2.1) проводят
взвешиванием машины или ее составных частей с последующим суммированием масс,
проверку энергопотребления - в соответствии со стандартами или техническими
условиями на конкретную машину. (Введен дополнительно, Изм. N 2, 4). 8. МАРКИРОВКА,
УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ 8.1. На корпусе машины должна быть укреплена
табличка, выполненная по ГОСТ 12971-67, а для машин, предназначенных для
экспорта в районы с тропическим климатом, и по ГОСТ 16962.1-89, на которой
указывают: товарный знак предприятия-изготовителя
(на табличках машин, предназначенных на экспорт, допускается указывать товарный
знак внешнеторговой организации); наименование и тип машины; год выпуска; порядковый номер по системе нумерации
предприятия-изготовителя; номинальное напряжение питающей сети; наибольшее значение вторичного тока
короткого замыкания (для точечных, шовных и рельефных, а также стыковых машин
для сварки сопротивлением); номинальное значение усилия осадки (для
стыковых машин для сварки оплавлением); номинальный длительный вторичный ток (для
машин, предназначенных на экспорт, кроме конденсаторных, указывают мощность при
ПВ = 50%); наибольший первичный ток короткого
замыкания (для конденсаторных машин, предназначенных на экспорт, не указывают); степень защиты по ГОСТ 14254-80. Если
машина состоит из нескольких отдельных частей, на каждой из них указывают ее
степень защиты; массу машины; обозначение настоящего стандарта (для
машин, предназначенных на экспорт) или технических условий; код ОКП (для машин, предназначенных на
экспорт, не указывают); изображение государственного Знака
качества при присвоении машине в установленном порядке государственного Знака
качества (для машин, предназначенных на экспорт, не указывают). На табличках машин, предназначенных на
экспорт, дополнительно указывают: надпись "Сделано в СССР"; номинальную частоту питающей сети в
герцах или циклах в секунду и число фаз; номинальное усилие сжатия (для машин с
пневматическим или гидравлическим приводом должно быть указано соответствующее
давление сжатого воздуха или применяемой рабочей жидкости). Допускается указывать и другие данные,
например сведения по питанию вспомогательных цепей, а также вместо наименований
основных параметров указывать их буквенные обозначения. (Измененная редакция, Изм. N 1, 3, 4). 8.2. На корпусе машины должны быть
указаны: положения переключателя на всех ступенях
переключения и коэффициент трансформации, соответствующий этим ступеням; зависимость усилия сжатия от давления
сжатого воздуха и рабочей жидкости (при пневматических или гидравлических
приводах); положения переключателей и регуляторов
скорости сварки (для шовных машин); зависимость скорости сварки от положения
регуляторов (для шовных машин). Допускается указывать и другие данные,
улучшающие эксплуатацию машин. 8.3. Консервация, упаковка машин - по
ГОСТ 23216-78. Срок сохраняемости до ввода в
эксплуатацию - 2 года, а для машин, предназначенных на экспорт, - 3 года. (Измененная редакция, Изм. N 3). 8.4. Машина должна быть упакована в ящик
по ГОСТ 2991-85, ГОСТ 26014-83 или ГОСТ 10198-78, выложенный изнутри
водонепроницаемой бумагой по ГОСТ 8828-75, или кровельным пергамином по ГОСТ
2697-83, или в контейнер. Ящики для машин, предназначенных на
экспорт, - по ГОСТ 24634-81. Упаковка должна предохранять машины от
смещения, повреждения и попадания влаги. Допускается упаковывать машины в два или
более ящика. В крытых вагонах машины допускается транспортировать без упаковки
в тару при условии обеспечения их сохранности. При транспортировании в черте одного
города допускается иная упаковка, обеспечивая их сохранность. Вид упаковки следует устанавливать в
стандартах или технических условиях на конкретные машины. (Измененная редакция, Изм. N 4). 8.5. В ящик с машиной должен быть вложен
упаковочный лист и эксплуатационная документация по п. 5.1. При этом должна
быть обеспечена сохранность документации, например, упаковкой в пакет из
полиэтилена. 8.6. Транспортная маркировка - по ГОСТ
14192-77. Конкретные требования к нанесению
манипуляционных надписей и знаков следует устанавливать в стандартах или
технических условиях на конкретные машины. (Измененная редакция, Изм. N 1, 4). 8.7. Условия транспортирования машин в
части воздействия климатических факторов - по группам 7 (Ж1), 4 (Ж2), 9 (0Ж1)
или 6 (0Ж2) ГОСТ 15150-69. Условия транспортирования машин в части
воздействия механических факторов - по группе С или Ж ГОСТ 23216-78. Конкретные условия транспортирования в
части воздействия климатических и механических факторов следует устанавливать в
стандартах или технических условиях на конкретные машины. 8.8. Условия хранения машин - по группе 1
(Л) для исполнения УХЛ и группе 3 (Ж3) для исполнения 0 ГОСТ 15150-69. (Измененная редакция, Изм. N 2, 4). 8.9. Машины транспортируют транспортом
любого вида с соблюдением правил перевозок, установленных для транспорта
данного вида, а также "Технических условий перевозок и крепления
грузов". (Введен дополнительно, Изм. N 4). 9. УКАЗАНИЯ ПО
ЭКСПЛУАТАЦИИ 9.1. Эксплуатация машин - по ГОСТ
12.3.003-86 и инструкции по эксплуатации, прилагаемой к машине. 9.2. Качество воздуха рабочей зоны - по
ГОСТ 12.1.005-88. 9.3. Требования к помещениям по пожарной
безопасности - по ГОСТ 12.1.004-85. 10. ГАРАНТИИ
ИЗГОТОВИТЕЛЯ 10.1. Изготовитель гарантирует
соответствие машин требованиям настоящего стандарта при соблюдении условий
транспортирования, эксплуатации и хранения, установленных настоящим стандартом
и инструкцией по эксплуатации. 10.2. Гарантийный срок эксплуатации
машины - один год со дня ввода ее в эксплуатацию. Гарантийный срок эксплуатации машин,
предназначенных на экспорт, - один год со дня ввода в эксплуатацию, но не более
двух лет с момента проследования через Государственную границу СССР. |