| Утвержден и введен в действие Постановлением Госстандарта СССР от 26 декабря 1979 г. N 5047 МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ СВАРКА ПОД ФЛЮСОМ. СОЕДИНЕНИЯ СВАРНЫЕ ОСНОВНЫЕ ТИПЫ, КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ И РАЗМЕРЫ Flux welding. Welded joints. Main types
design elements and dimensions ГОСТ 8713-79 Группа В05 МКС 25.160.40; ОКП 06 0200 0000 Дата введения 1 января 1981 года ИНФОРМАЦИОННЫЕ
ДАННЫЕ 1. Разработан Государственным комитетом
СССР по стандартам, Академией наук УССР. 2. Внесен Государственным комитетом СССР
по стандартам. 3. Утвержден и введен в действие
Постановлением Государственного комитета СССР по стандартам от 26.12.1979 N
5047. 4. Взамен ГОСТ 8713-70. 5. Ссылочные нормативно-технические
документы ──────────────────────────────────────────┬─────────────────────── Обозначение НТД, на который дана ссылка │ Номер пункта ──────────────────────────────────────────┼─────────────────────── ГОСТ 11969-93 │ 6 ГОСТ 16037-80 │ 1 6. Проверен в 1990 г. Ограничение срока
действия снято Постановлением Госстандарта СССР от 3 июля 1990 г. N 2074. 7. Издание (сентябрь 2005 г.) с
Изменениями N 1, 2, 3, утвержденными в августе 1986 г., январе 1989 г., июле
1990 г. (ИУС 11-86, 4-89, 10-90). 1. Настоящий стандарт распространяется на
соединения из сталей, а также сплавов на железоникелевой и никелевой основах, выполняемых сваркой под флюсом, и устанавливает
основные типы, конструктивные элементы и размеры сварных соединений. Стандарт не распространяется на сварные
соединения стальных трубопроводов по ГОСТ 16037. 2. В стандарте приняты следующие
обозначения способов сварки под флюсом: АФ - автоматическая
на весу; АФф - автоматическая на флюсовой подушке; АФм - автоматическая на флюсомедной
подкладке; АФо - автоматическая на остающейся подкладке; АФп - автоматическая на медном ползуне; АФш - автоматическая с предварительным
наложением подварочного шва; АФк - автоматическая с предварительной подваркой корня шва; МФ - механизированная
на весу; МФо - механизированная на остающейся подкладке; МФш - механизированная с предварительным
наложением подварочного шва; МФк - механизированная с предварительной подваркой корня шва. (Измененная
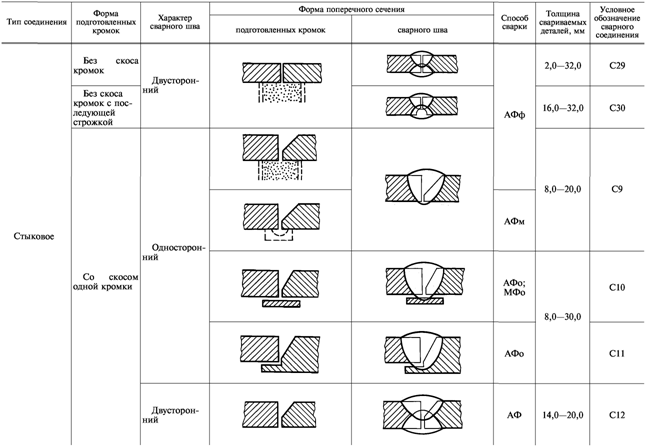
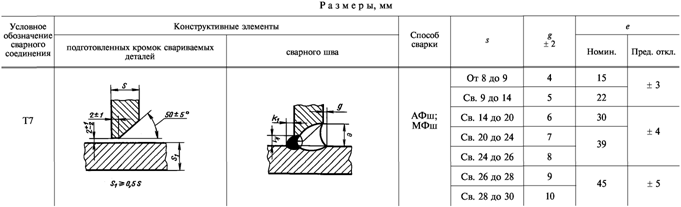
редакция, Изм. N 2). 3. Основные типы сварных соединений
приведены в табл. 1, сечения предварительно наложенных подварочных
швов условно зачернены. Таблица 1
Продолжение таблицы 1
Продолжение таблицы 1
Продолжение таблицы 1
Продолжение таблицы 1
Продолжение таблицы 1
Продолжение таблицы 1
Продолжение таблицы 1
Продолжение таблицы 1
(Измененная
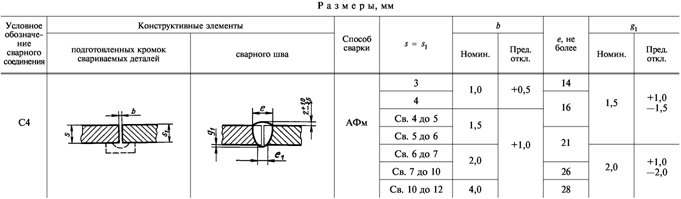
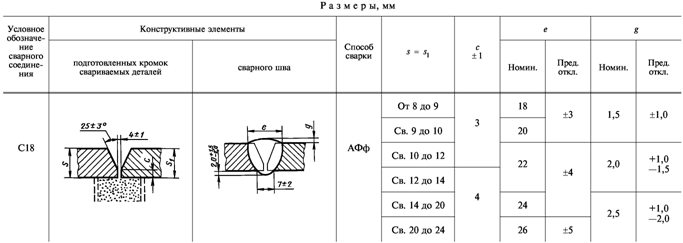
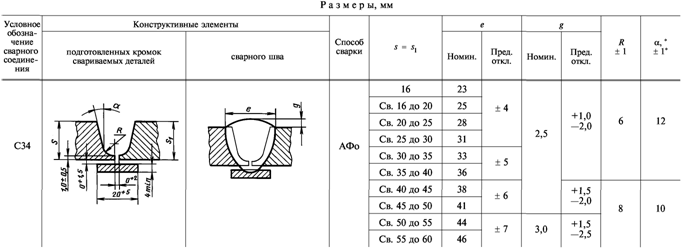
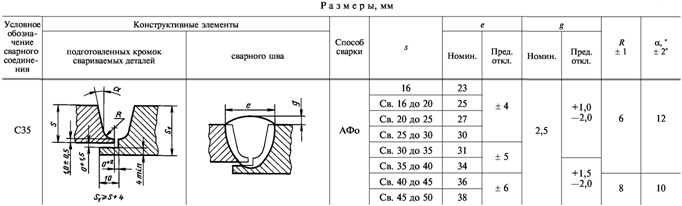
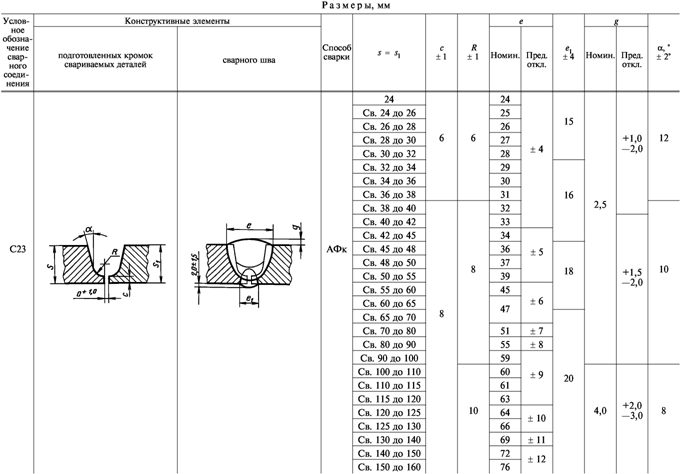
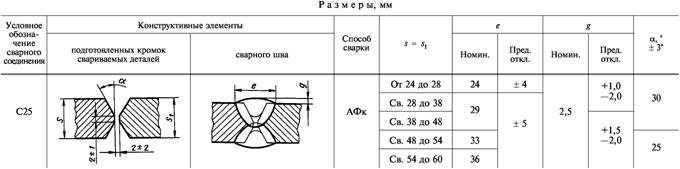
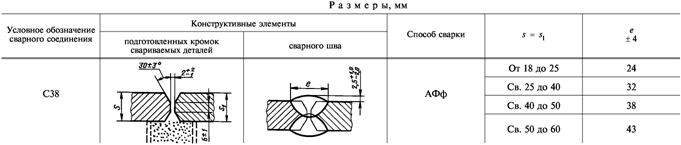
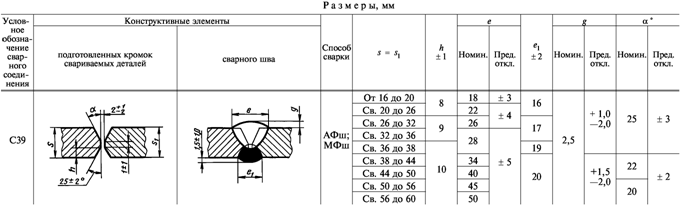
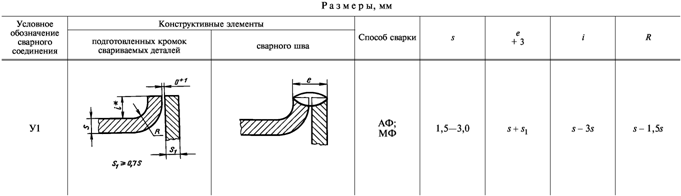
редакция, Изм. N 2, 3). 4. Конструктивные элементы сварных
соединений и их размеры должны соответствовать указанным
в табл. 2 - 52, сечения предварительно
наложенных подварочных швов условно зачернены. Таблица 2
-------------------------------- <*> Размер для справок. Таблица 3
Примечание. Способ сварки МФ для s < 3
мм применять не рекомендуется. Таблица 4
Примечание. Допускается отсутствие
выпуклости обратной стороны шва и местные вогнутости глубиной не более 0,1s при
полном проплавлении кромок. Значение Таблица 5
Примечание. Допускается отсутствие
выпуклости обратной стороны шва и местные вогнутости глубиной не более 0,1s при
полном проплавлении кромок. Значение Таблица 6
Примечание. Допускается отсутствие
выпуклости обратной стороны шва и местные вогнутости глубиной не более 0,1s при
полном проплавлении кромок. Таблица 7
Примечание. Способ сварки МФо для s > 6 мм применять не рекомендуется. Толщина
подкладки должна быть не менее 0,25s, но не менее 1,5 мм. Таблица 8
Примечание. Способ сварки МФ для s > 6
мм применять не рекомендуется. Таблица 9
Примечание. Способ сварки МФш для толщин Таблица 10
Продолжение табл. 10
-------------------------------- <*> Перед сваркой первого шва зазор
на 1/3 толщины основного металла необходимо заполнить флюсом, а затем на оставшиеся 2/3 - крупкой из электродной проволоки,
окатышами или другим гранулированным металлом. Таблица 11
Таблица 12
Примечание. Допускается отсутствие
выпуклости обратной стороны шва и местные вогнутости глубиной не более 0,1s при
полном проплавлении кромок. Таблица 13
Таблица 14
Таблица 15
Таблица 16
Таблица 17
Таблица 18
Таблица 19
Таблица 20
Таблица 21
Таблица 22
Таблица 23
Примечание. При способе сварки МФ
притупление c = 3 +/- 1 мм. Таблица 24
Таблица 25
Таблица 26
Таблица 27
Таблица 28
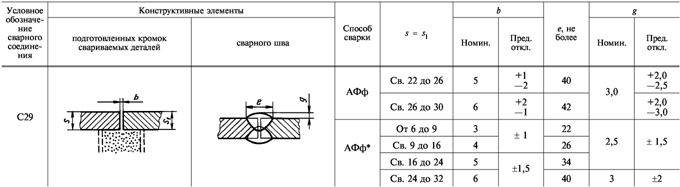
Таблица 29
Таблица 30
Таблица 31
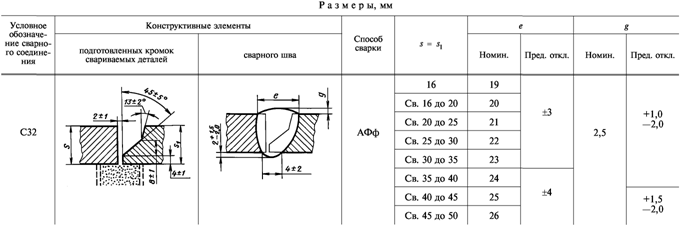
Таблица 32
Примечание. При способе сварки МФ
притупление с = 3 +/- 1 мм. Таблица 33
Таблица 34
Таблица 35
Таблица 36
Таблица 37
Таблица 38
Таблица 39
-------------------------------- <*> Размер для справок. Таблица 40
Таблица 41
Таблица 42
Таблица 43
Таблица 44
Таблица 45
Таблица 46
Таблица 47
Таблица 48
Примечание. При способе сварки МФ
притупление c = 3 +/- 1 мм. Таблица 49
Таблица 50
Таблица 51
Таблица 52
(Измененная
редакция, Изм. N 1, 2, 3). 5. При сварке кольцевых швов стыковых
соединений допускается увеличение выпуклости g, (Измененная
редакция, Изм. N 3). 6. Сварные соединения T7, T8, T4 следует
выполнять в положении "в лодочку" по ГОСТ 11969 <*>. Угловые
швы без скоса кромок разрешается выполнять как в нижнем положении, так и в
положении "в лодочку" по ГОСТ 11969. -------------------------------- <*> На территории Российской
Федерации действует ГОСТ 11969-79. 7. Подварочный
шов и подварку корня шва разрешается выполнять любым
способом дуговой сварки. 8. Сварка стыковых соединений деталей
неодинаковой толщины при разнице, не превышающей значений, указанных в табл.
53, должна производиться так же, как деталей одинаковой толщины; конструктивные
элементы подготовленных кромок и размеры сварного шва следует выбирать по
большей толщине. Таблица 53 мм ────────────────────────────────┬───────────────────────────────── Толщина тонкой детали │ Разность толщин деталей ────────────────────────────────┼───────────────────────────────── От 2 до 4 │ 1 Св. 4 " 30 │ 2 " 30 " 40 │ 4 " 40 │ 6 ────────────────────────────────┴───────────────────────────────── Для осуществления плавного перехода от
одной детали к другой допускается наклонное расположение поверхности шва (черт.
1).
Черт. 1 При разнице толщины свариваемых деталей
свыше значений, указанных в табл. 53, на детали, имеющей большую толщину
Черт. 2
Черт. 3
Черт. 4 9. Размер и предельные отклонения катета
углового шва К, К1 должны быть установлены при
проектировании. При этом размер катета должен быть не более 3 мм для деталей
толщиной до 3 мм включительно и 1,2 толщины более тонкой детали при сварке
деталей толщиной свыше 3 мм. Предельные отклонения размера катета угловых швов
от номинального значения приведены в Приложении 3. (Измененная
редакция, Изм. N 2). 10. (Исключен, Изм.
N 2). 11. Допускается выпуклость или вогнутость
углового шва до 30% его катета. При этом вогнутость не должна приводить к
уменьшению значения катета
Черт. 5 Примечание. Катетом 12. Минимальные значения катетов угловых
швов приведены в Приложении 1. 13. При применении сварки под флюсом
взамен ручной дуговой сварки катет углового шва расчетного соединения может
быть уменьшен до значений, приведенных в Приложении 2. 14. Допускается смещение свариваемых
кромок перед сваркой относительно друг друга не более: 0,5 мм - для деталей толщиной до 4 мм; 1,0 мм - для деталей толщиной 4 - 10 мм; 0,1s мм, но не более 3 мм - для деталей
толщиной более 10 мм. 15. Допускается в местах перекрытия
сварных швов и в местах исправления дефектов увеличение размеров швов до 30%
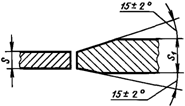
номинального значения. 16. При подготовке кромок с применением
ручного инструмента предельные отклонения угла скоса кромок могут быть
увеличены до +/- 5°. При этом соответственно может быть изменена ширина шва, e,
15, 16. (Введены
дополнительно, Изм. N 2). Приложение 1 Рекомендуемое мм ───────────────┬─────────────────────────────────────────────────────────── Предел │ Минимальное значение катетов углового шва текучести │ для свариваемого элемента большей толщины свариваемой ├──────┬───────┬──────┬───────┬──────┬───────┬──────┬─────── стали, МПа │ от 3 │ св. 4 │св. 5 │ св. 10│св. 16│ св. 22│св. 32│ св. 40 │ до 4 │ до 5 │до 10 │ до 16 │до 22 │ до 32 │до 40 │ до 80 ───────────────┼──────┼───────┼──────┼───────┼──────┼───────┼──────┼─────── До 400 │ 3 │ 3 │ 4 │ 5 │ 6 │ 7 │ 8 │ 9 ───────────────┼──────┼───────┼──────┼───────┼──────┼───────┼──────┼─────── Св. 400 до 450 │ 3 │ 4 │ 5 │ 6 │ 7 │ 8 │ 9 │ 10 Примечание. Максимальное значение катетов
не должно превышать 1,2 толщины более тонкого элемента. Приложение 1. (Измененная
редакция, Изм. N 3). Приложение 2 Рекомендуемое мм ─────────────────────────────────────────────────────────────────────────── Катет углового шва для сварки ────────────┬────────────────────────────────────────────────────────────── ручной │ под флюсом дуговой ├───────────────────────────────┬────────────────────────────── │ проволокой диаметром │ проволокой диаметром │ от 3 до 5 │ от 1,4 до 2,5 ├───────────────┬───────────────┼───────────────┬────────────── │ в положении │ в нижнем │ в положении │ в нижнем │ "в лодочку" │ положении │ "в лодочку" │ положении ────────────┼───────────────┼───────────────┼───────────────┼────────────── 4 │ 3 │ 3 │ 3 │ 3 5 │ 3 │ 3 │ 4 │ 4 6 │ 4 │ 4 │ 5 │ 5 7 │ 5 │ 5 │ 6 │ 6 8 │ 5 │ 5 │ 6 │ 6 9 │ 6 │ 7 │ 7 │ 8 10 │ 6 │ 8 │ 8 │ 9 11 │ 7 │ 9 │ 9 │ 10 12 │ 8 │ 9 │ 9 │ 11 13 │ 8 │ 10 │ 11 │ 13 14 │ 9 │ 11 │ 12 │ 14 15 │ 10 │ 12 │ 13 │ 15 16 │ 10 │ 13 │ 14 │ 16 17 │ 13 │ 17 │ 17 │ 17 18 │ 14 │ 18 │ 18 │ 18 19 │ 15 │ 19 │ 19 │ 19 20 │ 16 │ 20 │ 20 │ 20 21 │ 16 │ 21 │ 21 │ 21 22 │ 17 │ 22 │ 22 │ 22 23 │ 23 │ 23 │ 23 │ 23 24 │ 24 │ 24 │ 24 │ 24 25 │ 25 │ 25 │ 25 │ 25 Приложение 3 Рекомендуемое ───────────────────────────────────┬─────────────────────────────────────── Номинальный размер катета │ Предельные отклонения размера катета углового шва │ углового шва от номинального значения ───────────────────────────────────┼─────────────────────────────────────── До 5 │ +1,0 ───────────────────────────────────┼─────────────────────────────────────── Св. 5 до 8 │ +2,0 ───────────────────────────────────┼─────────────────────────────────────── Св. 8 до 12 │ +2,5 ───────────────────────────────────┼─────────────────────────────────────── Св. 12 │ +3,0 Приложение 3. (Введено
дополнительно, Изм. N 2). |