| Утвержден и введен в действие Постановлением Госстандарта СССР от 28 мая 1984 г. N 1759 МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ ПРОФИЛИ ПРЕССОВАННЫЕ ИЗ МАГНИЕВЫХ СПЛАВОВ ТЕХНИЧЕСКИЕ УСЛОВИЯ Magnesium alloy
pressed profiles. Speсifications ГОСТ 19657-84* Группа В52 ОКП 18 2340 Взамен ГОСТ 19657-74 Срок введения в действие с 1 июля 1985 года Настоящий стандарт распространяется на
прессованные профили постоянного сечения из магниевых сплавов с площадью
поперечного сечения до 12 см2 и диаметром описанной
окружности до 150 мм. 1. КЛАССИФИКАЦИЯ 1.1. Профили подразделяют: по типу: сплошные; полые; по состоянию материала: без термической обработки
(горячепрессованные) - обозначают маркой магниевого сплава без дополнительных
знаков; искусственно состаренные - Т1. 2. СОРТАМЕНТ 2.1. Форма и размеры профилей, площади
сечений, диаметры описанной окружности по ГОСТ 13616-97, ГОСТ 13617-97, ГОСТ 13618-97,
ГОСТ 13619-97, ГОСТ 13620-90, ГОСТ 13621-90, ГОСТ 13622-91, ГОСТ 13623-90, ГОСТ
13624-90, ГОСТ 13737-90, ГОСТ 13738-91, ГОСТ 17575-90, ГОСТ 17576-97 и
чертежам, согласованным изготовителем с потребителем. 2.2. Предельные отклонения размеров
поперечного сечения сплошных профилей не должны превышать значений, указанных в
табл. 1. Таблица 1 мм ───────────────────────┬────────────────────────────────────────── Номинальный размер │Предельное отклонение размеров поперечного поперечного сечения │сечения профилей при диаметре описанной профиля │ окружности ├────────┬─────────┬─────────┬───────────── │до 30,0 │св. 30,0 │св. 60,0 │св. 100,0 до │ │ до 60,0 │до 100,0 │ 150,0 ───────────────────────┼────────┼─────────┼─────────┼───────────── До 1,5 включ. │+/- 0,15│+/- 0,20 │+/- 0,25 │- Св. 1,5 до 3,0 включ.│+/- 0,20│+/- 0,25 │+/- 0,30 │+/- 0,30 " 3,0 " 6,0 " │+/- 0,25│+/- 0,30 │+/- 0,35 │+/- 0,35 " 6,0 " 10,0 " │+/- 0,30│+/- 0,35 │+/- 0,40 │+/- 0,40 " 10,0 " 15,0 " │+/- 0,35│+/- 0,40 │+/- 0,45 │+/- 0,50 " 15,0 " 30,0 " │+/- 0,45│+/- 0,50 │+/- 0,50 │+/- 0,60 " 30,0 " 50,0 " │- │+/- 0,60 │+/- 0,60 │+/- 0,70 " 50,0 " 75,0 " │- │+/- 0,70 │+/- 0,70 │+/- 0,80 " 75,0 " 100,0 " │- │- │+/- 0,85 │+/- 0,90 " 100,0 " 150,0 " │- │- │+/- 1,10 │+/- 1,20 2.3. Предельные отклонения размеров
поперечного сечения полых профилей не должны превышать значений, указанных в
табл. 1, с коэффициентом 1,5. 2.4. Предельные отклонения размера b
между свободными концами элементов поперечного сечения профилей, характерные
формы которых приведены на черт.
1 - 4, устанавливают как сумму предельного отклонения номинального размера
(табл. 1) и предельного отклонения наклона полок профиля, равного +/- 0,03h
(высота полки).
Черт. 1
Черт. 2
Черт. 3
Черт. 4 2.5. Величину радиусов скругления углов, если они не указаны на чертежах и в
стандартах, перечисленных в п. 2.1, устанавливают: не более 0,5 мм - при толщине полки и стенки до 3 мм включ.; " " 0,6 мм " " " " " св. 3 до 6 мм "; " " 0,8 мм " " " " " 6 " 10 мм "; " " 1,0 мм " " " " " 10 " 18 мм "; " " 1,2 мм " " " " " 18 " 30 мм "; " " 1,6 мм " " " " " 30 " 50 мм "; " " 2,0 мм " " " " " 50 мм В местах сопряжения полок и стенок различной
толщины допустимый радиус скругления определяют по
большей толщине. 2.6. Предельные отклонения по радиусам скругления углов, не указанных на чертежах, не должны
превышать: +/- 0,25 мм - для радиусов до 1 мм включ.; +/- 10% от величины номинала для радиусов
свыше 1 мм, но не менее +/- 0,5 мм. 2.7. Величина притупления острых кромок,
не указанная на чертежах, допускается: до 0,3 мм - при толщине полки или стенки до 3 мм включ.; " 0,5 мм " " " " " св. 3 до 15 мм включ.; " 1,0 мм " " " " " 15 мм. Радиусы скругления
углов и притупления острых кромок величиной до 1 мм обеспечиваются технологией
изготовления. 2.8. Угол скручивания вокруг продольной
оси на любом участке профиля длиной 1 м не должен превышать: 3° - при ширине базовой поверхности до 50 мм включ.; 2° " " " " св. 50 до 150 мм включ. 2.9. Предельные отклонения угловых
размеров поперечного сечения профилей, если угол не имеет предельных
отклонений, ограничивающих его размеры, не должны превышать +/- 4° на профилях
с толщиной полки до 2 мм включительно и +/- 3° на профилях с толщиной полки
более 2 мм. 2.10. Профили должны быть прямыми.
Продольное плавное отклонение от прямолинейности относительно любой плоскости
на любом участке профиля длиной 1 м не должно превышать: 4 мм - на профилях с толщиной полок и стенок св. 4 до 10 мм включ.; 2 мм " " " " " " " св. 10 мм. На профилях, имеющих бульбу
или хотя бы один клиновидный элемент с толщиной полки свыше 4 мм, отклонение от
прямолинейности относительно любой плоскости на любом участке профиля длиной 1
м не должно превышать 4 мм. 2.11. На профилях с толщиной полок и
стенок до 4 мм включительно, в том числе на профилях, имеющих бульбу или хотя бы один клиновидный элемент, допускается
продольное отклонение от прямолинейности на 1 м длины, устраняемое приложением
усилия не более 50 Н (5 кгс) на профиль, установленный на плоской плите. 2.12. Общие допускаемые продольные
отклонения от прямолинейности и скручивание профиля не должны превышать
произведения соответствующих норм, установленных на 1 м, на длину профиля в
метрах. 2.13. На профилях допускается плавная
волнистость с высотой волны не более 1 мм, а на профилях, имеющих бульбу или хотя бы один клиновидный элемент, - не более 2
мм. Количество волнистых мест не должно быть
более одного на 2 м длины. Волнистость с высотой волны до 0,2 мм не
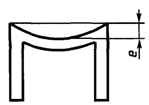
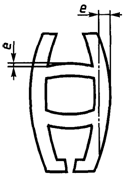
контролируют. 2.14. Поперечное
плавное отклонение от плоскостности (е) профилей, характерные формы которых
приведены на черт. 5 - 9, не должно превышать для профилей сплошного сечения с
шириной полки от 10 до 50 мм 1,5%, с шириной полки св. 50 мм - 1,2% от ширины
полки, но не менее 0,3 мм, а для полых профилей - 2% от ширины полки или
стенки, но не менее 0,5 мм.
Черт. 5
Черт. 6
Черт. 7
Черт. 8
Черт. 9 2.15. Профили изготовляют длиной до 4,8
м. 2.14, 2.15. (Измененная
редакция, Изм. N 1). 2.15.1. Профили изготовляют немерной,
мерной или кратной мерной длины в пределах размера, указанного в п. 2.15. 2.15.2. Профили кратной мерной длины
следует изготовлять с учетом припуска на каждый рез 5 мм. 2.16. Предельные отклонения длины
профилей мерной и кратной мерной длины не должны превышать +20 мм. 2.17. Профили должны быть обрезаны под
прямым углом. Косина реза не должна превышать 3° и не должна выводить профили
за пределы сдаточной длины. 2.18. Предельные отклонения отдельных
размеров элементов профилей, не предусмотренные настоящим стандартом, в том
числе предельные отклонения размеров полости, при необходимости должны быть
указаны в чертежах, согласованных между предприятием-изготовителем и
потребителем. Примеры условных обозначений профиль из магниевого сплава марки МА8, в
состоянии без термической обработки, фасонного сечения, длиной 2000 мм: Профиль МА8 (номер или шифр профиля) х 2000 ГОСТ
19657-84 то же из сплава марки МА14 в искусственно
состаренном состоянии (Т1), фасонного сечения, длиной,
кратной (КД) 2000 мм: Профиль МА14.Т1 (номер
или шифр профиля) х 2000 КД ГОСТ 19657-84; то же типа тавр из сплава марки МА2-1,
без термической обработки, с номером по ГОСТ 13622-91, немерной длины: Тавр МА2-1 (обозначение профиля) ГОСТ 19657-84 Допускается в заказе ссылку на стандарты
с размерами профилей не указывать. (Измененная
редакция, Изм. N 1). 3. ТЕХНИЧЕСКИЕ
ТРЕБОВАНИЯ 3.1. Профили изготовляют в соответствии с
требованиями настоящего стандарта по технологическому регламенту, утвержденному
в установленном порядке. Профили изготовляют из магниевых сплавов
марок МА1, МА2, МА2-1, МА2-1пч; МА8, МА12, МА14 с
химическим составом по ГОСТ 14957-76. 3.2. Механические свойства профилей
должны соответствовать нормам, указанным в табл. 2. Таблица 2 ───────┬─────────┬───────┬────────┬─────────────────────────┬───────── Марка │Состояние│Состоя-│Площадь │ Механические свойства │Твердость сплава │материала│ние │сечения │ при растяжении │по Бри- │профилей │испыты-│профиля,├─────────┬───────┬───────┤неллю НВ, │ │ваемых │ см2 │временное│предел │относи-│МПа │ │образ- │ │сопротив-│теку- │тельное│(кгс/мм2) │ │цов │ │ление │чести │удлине-│ │ │ │ │сигма │сигма │ние │ │ │ │ │ в │ 02│дельта,│ │ │ │ ├─────────┴───────┤% │ │ │ │ │ МПа (кгс/мм2) │ │ │ │ │ ├─────────────────┴───────┴───────── │ │ │ │ не менее ───────┼─────────┴───────┼────────┼─────────┬───────┬───────┬───────── МА1 │Без термической │Все │215 │- │2 │390 │обработки │размеры │(22) │ │ │(40) ───────┤ ├────────┼─────────┼───────┼───────┼───────── МА2 │ │То же │235 │- │6 │410 │ │ │(24) │ │ │(42) ───────┤ ├────────┼─────────┼───────┼───────┼───────── МА2-1, │ │До 5 │265 │155 │9 │440 МА2-1пч│ │ │(27) │(16) │ │(45) │ ├────────┼─────────┼───────┼───────┼───────── │ │Св. 5 │Св. │145 │8 │410 │ │До 12 │(26) │(15) │ │(42) ───────┤ ├────────┼─────────┼───────┼───────┼───────── МА8 │ │Все │205 │- │10 │390 │ │размеры │(21) │ │ │(40) ───────┼──────────┬──────┼────────┼─────────┼───────┼───────┼───────── МА12 │Без тер- │Искус-│То же │235 │165 │5 │- │мической │ствен-│ │(24) │(17) │ │ │обработки │но │ │ │ │ │ │ │соста-│ │ │ │ │ │ │ренные│ │ │ │ │ ───────┼──────────┴──────┼────────┼─────────┼───────┼───────┼───────── МА14 │Искусственно │То же │315 │245 │6 │590 │состаренные │ │(32) │(25) │ │(60) Полые профили всех сечений изготовляют с
показателями временного сопротивления разрыву: не менее 205 МПа (21) кгс/мм2 - для сплава марки МА1; " " 245 МПа (25) кгс/мм2 " " " МА2-1; " " 195 МПа (20) кгс/мм2 " " " МА8; " " 295 МПа (30) кгс/мм2 " " " МА14. 3.3. Поверхность профилей не должна иметь
трещин, плен, пятен коррозионного происхождения, отслоений и различного рода
запрессовок. 3.4. На наружной поверхности профилей
допускаются: забоины, задиры, вмятины, пузыри и раковины, если контрольная
зачистка их не выводит профиль за минусовые предельные отклонения размеров; мелкие риски и единичные царапины, если
глубина их залегания не превышает половины предельного минусового отклонения
размеров; поверхностная рябизна глубиной залегания
не более 0,1 мм. 3.5. Поверхность профилей должна быть
оксидирована по нормативно-технической документации. 3.6. До оксидирования поверхности
допускается местная пологая зачистка профилей, если она не выводит размеры
профилей за минусовые предельные отклонения. Зачистка трещин не допускается. 3.7. Макроструктура профилей не должна
иметь трещин, надрывов, расслоений, ликвационных
скоплений и утяжин. 3.8. На макроструктуре профилей
допускаются: единичные окисные включения в виде точек
площадью не более 1 мм2 или в виде тонких штрихов
протяженностью не более 3 мм, если количество их не превышает одного - на
профилях с толщиной полки до 5 мм или двух - на профилях с толщиной полки свыше
5 мм; поверхностные отслоения на глубину не
более 0,4 мм на профилях размером поперечного сечения до 50 мм и не более 1 мм
на профилях размером поперечного сечения свыше 50 до 150 мм; точечные интерметаллиды
размером 0,4 - 0,5 мм в количестве не более трех, а также разрозненные
включения их в виде единичных мелких точек; поверхностные дефекты глубиной в пределах
установленных предельных отклонений; несплошность сварного шва на полых профилях в виде штрихов, если суммарная их
протяженность не превышает 30% от чистовой толщины стенки профиля в месте шва. Допускается протяженность штрихов в
сварном шве, выходящая за пределы указанной нормы, если механические свойства
образцов, вырезанных по листу сварного шва в поперечном направлении, будут
соответствовать указанным в табл. 2 или при испытании на раздачу
(расклинивание) образцов не произошло их разрушения или разрушение произошло не
по сварному шву. 4. ПРАВИЛА ПРИЕМКИ 4.1. Профили принимают партиями. Партия
должна состоять из профилей одной марки сплава, одного состояния материала,
одной плавки, одного размера и оформлена одним документом о качестве. Документ о качестве должен содержать: товарный знак или товарный знак и
наименование предприятия-изготовителя; наименование потребителя; марку сплава и состояние материала; номер партии; обозначение (номер или шифр) профиля; массу нетто партии; результаты испытаний (для механических
свойств - только максимальные и минимальные значения); дату отгрузки; обозначение настоящего стандарта. 4.2. Для определения химического состава
- легирующих компонентов и основных примесей - отбирают два профиля от партии. Допускается изготовителю определять
химический состав магниевых сплавов на каждой плавке. 4.3. Контролю состояния наружной
поверхности подвергают каждый профиль дважды: перед оксидированием и после
него. 4.4. Контролю геометрических размеров
подвергают каждый профиль. 4.5. Для контроля механических свойств профилей отбирают 10% профилей от партии, но не менее
двух профилей. 4.6. Для контроля макроструктуры сплошных
профилей отбирают 10% профилей от партии, но не менее двух профилей. 4.7. Контролю макроструктуры полых
профилей подвергают каждый профиль. 4.8. При получении неудовлетворительных
результатов испытаний хотя бы по одному из показателей по нему проводят
повторное испытание на удвоенной выборке, взятой от той же партии. Результаты
повторных испытаний распространяются на всю партию. Допускается проводить сплошной контроль
профилей. 5. МЕТОДЫ ИСПЫТАНИЙ 5.1. Отбор и подготовку проб для
определения химического состава проводят по ГОСТ 24231-80. 5.2. Определение химического состава
должно производиться по ГОСТ 3240.0-76 - ГОСТ 3240.21-76 или по ГОСТ 7728-79. При разногласиях в оценке химического
состава анализ проводят по ГОСТ 3240.0-76 - ГОСТ 3240.21-76. (Измененная
редакция, Изм. N 1). 5.3. Обмер профилей проводят микрометром
по ГОСТ 6507-90 или другим инструментом, обеспечивающим необходимую точность
измерения. Проверку длины профилей проводят рулеткой по ГОСТ 7502-98 или
металлической линейкой по ГОСТ 427-75. На профилях, имеющих бульбу,
контрольные измерения по бульбам не проводят. Отклонение от прямолинейности и
плоскостности профилей проверяют по ГОСТ 26877-91. (Измененная
редакция, Изм. N 1). 5.4. Осмотр поверхности профилей проводят
без применения увеличительных приборов. 5.4.1. Зачистку профилей проводят только
в продольном направлении шлифовальной шкуркой на бумажной основе не крупнее 6
номера по ГОСТ 6456-82 или шлифовальной шкуркой на тканевой основе не крупнее 6
номера по ГОСТ 5009-82. 5.5. Отбор и подготовку образцов для
испытаний на растяжение проводят по ГОСТ 24047-80. 5.6. Испытания профилей на растяжение
проводят по ГОСТ 1497-84. 5.7. Для проверки
механических свойств от каждого проверяемого профиля с выходного конца из
толстой полки в продольном направлении вырезают один образец. Расчетную длину образца при толщине полки
профиля 10 мм и менее устанавливают по формуле При невозможности изготовления
стандартного образца испытания проводят на образцах, форму и размеры которых
устанавливает предприятие-изготовитель. При этом определяют только временное
сопротивление разрыву. Тонкостенные профили сложной
конфигурации, из которых невозможно вырезать образец для испытания на
растяжение, подвергают проверке на твердость при том же объеме выборки. Профили
с толщиной полки менее 1,4 мм, а также имеющие конфигурацию, при которой их
невозможно разместить под прессом Бринелля, испытанию на твердость не
подвергают. 5.8. Испытание профилей на твердость
проводят по ГОСТ 9012-59. 5.9. Макроструктуру профилей контролируют
на поперечном макротемплете,
вырезанном с утяжинного конца проверяемого профиля. Качество сварного шва на полых профилях
контролируют на поперечном макротемплете,
вырезанном с выходного конца проверяемого профиля. При наличии утяжины
на проверяемых профилях (при условии соответствия макроструктуры остальным
требованиям) она должна быть полностью удалена, при этом все остальные профили
партии обрезают на величину наибольшего распространения утяжины
или контролируют поштучно. 5.9.1. Проверку макроструктуры
тонкостенных профилей (толщина полки до 5 мм) допускается проводить методом
излома. 5.10. Испытание профиля на раздачу
проводят по ГОСТ 8694-75. 6. МАРКИРОВКА,
УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ 6.1. На выходном конце каждого профиля с
шириной плоской части 15 мм и более ставят клеймо технического контроля
предприятия-изготовителя, а также клеймо с указанием марки сплава, состояния
материала и номера партии. Профили с шириной плоской части менее 15
мм, а также профили, не маркируемые клеймом в связи со специфической
конфигурацией поперечного сечения, связывают в пучки, к которым крепят ярлык с
указанием марки сплава, состояния материала, номера партии и клейма отдела
технического контроля предприятия-изготовителя. 6.1.1. На профили, от которых были
отобраны образцы для механических испытаний, дополнительно наносят клеймо с
указанием порядкового номера. 6.2. Временная противокоррозионная
защита, упаковка, транспортирование и хранение - по ГОСТ 9.511-93. (Измененная
редакция, Изм. N 1). 6.3. Транспортная маркировка - по ГОСТ
14192-96 со следующими дополнительными надписями: наименование полуфабриката; марка сплава; состояние материала; номер или шифр профиля; номер партии. |